Изобретение относится к области обработки металлов давлением и сварки в производстве закладных деталей, в частности «закрытых столиков для железобетонных изделий путем контактной сварки. Наиболее близким по технологии изготовления, сущности и достигаемой цели является способ изготовления «закрытых столиков для железобетонных изделий путем контактной сварки, включающий вырубку отверстий с одновременной штамповкой углублений в пластине, сборку пластин со стержнями, последующий их зажим и подводку сварочного тока через стержень 1. Изготовление «закрытых столиков таким способом является практически трудоемким из-за невозможности предотвратить значительные деформации при сварке последующих, после первого стержней, число которых в «закрытых столиках составляет 2, 4, 6 и более. Влияние атмосферных условий приводит к быстрому окислению в местах контактов стержней и пластин и образованию в зазорах продуктов коррозии, что делает соединение подвижным после опеределенного периода эксплуатации сооружения. В силу того, что такое соединение является напряженны.м в результате усадки металла после его остывания, скорость кор|)озии резко возрастает по сравнению со скоростью коррозии йсходнйх элементов. С целью повышения производительности и качества сварного соединения и механизации процесса по предлагаемому способу на стержнях предварительно изготавливают анкерные бурты на расстоянии от торца, равном 1,0-3,5 диаметра стержня, на которые устанавливают пластину, ориентируя ее выступами вокруг отверстий в сторону бурта на стержне, а сварку производят путем пропускания тока через пластину в зоне соединения ее со стержнем с осадкой выступающей части стержня. На фиг. 1 показано соединение элементов «закрытого столика, общий вид: на фиг. 2 - соединение в процессе сварки, поперечное сечение. Способ изготовления закладных деталей типа «закрытый столик осуществляется следующим образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения сваркой стержня с пластиной в тавр | 1983 |
|
SU1174212A1 |
| Способ изготовления закладных деталей железобетонных конструкций | 1975 |
|
SU653366A1 |
| Способ соединения анкерного стержня с пластиной втавр | 1977 |
|
SU676771A1 |
| СПОСОБ РАСПОЛОЖЕНИЯ ЗАКЛАДНЫХ ДЕТАЛЕЙ В ЖЕЛЕЗОБЕТОННОЙ КОНСТРУКЦИИ | 2024 |
|
RU2833655C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1999 |
|
RU2148483C1 |
| СБОРНО-МОНОЛИТНЫЙ ЖЕЛЕЗОБЕТОННЫЙ БЕЗРИГЕЛЬНЫЙ КАРКАС (ВАРИАНТЫ) | 2015 |
|
RU2588229C1 |
| Способ сварки под флюсом наклонного соединения анкерного стержня с элементом проката | 1982 |
|
SU1117165A1 |
| АНКЕРНОЕ УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ НАПРЯГАЕМЫХ РАСПОРОК УСИЛЕНИЯ | 2005 |
|
RU2308582C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ СЖАТЫХ ЭЛЕМЕНТОВ | 2005 |
|
RU2308583C2 |
| ЗАКЛАДНАЯ ДЕТАЛЬ | 1992 |
|
RU2018594C1 |
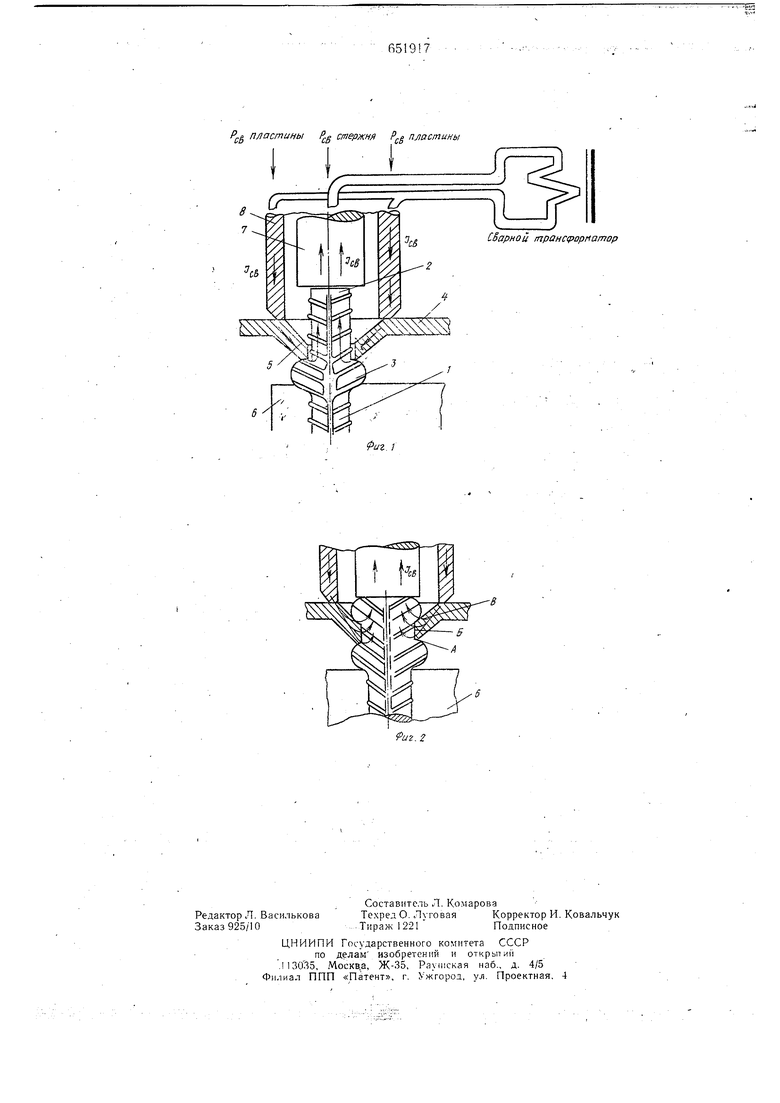
-J-;r l :fr SKi5 5 Вначале на стержне 1 на расстоянии от торца 2, равном 1,0-3,5 диаметра стержня, изготовляют буртик 3 путем высадки материала при помощи нагрева электрическим током или механическим путем. Буртик рас, полагают в зависимости от толщины пластии)1 и стержня на расстоянии от торца последнего, равном 1,0-3,5 диаметра стержня. В пластине 4 вырубают отверстие под стержень с одновременной выштамповкой конической или криволинейной формырельефа 5. Затем стерлсни I зажимают механическим зажимным устройством 6, а на концы их надевают пластины 4, ориентируя их выступами в сторону бурта 3 .на стержнях I. Да.чее к пластине 4 и торцу 2 стержня 1 с помощью электродов 7 и 8 подводят от сварочного трансформатора тока (Jc/ ) и создают давление (Rg ) на концевую часть стержня 2, выстунаюнхего из углубления на пластине 4, и на кольцевой участок пластин:ы 4. В результате этого в зоне контакта А пропс.ходит процесс сварки. Далее по мере разогрева и поперечной деформации конца стержня I зона контакта охватывает новые участки Б и перемещается по направлению к поверхности В, образующей углубление на пластине 4. При этом конеп стержня I, расплющиваясь, приобретает вид концевого анкера (анкерной головки), утопленного в углубление на пластине 4 и прочно соединенного по поверхности Л, Б, В соприкосновения с пластиной. Таким образом возникает заклепочносварное соединение стержня с пластиной, в котором высаженная на стержне головка выполняет функции анкера при возникновеНИИ нагрузки в обеих направлепиях по оси
стержня, а сварное соединение по площади соприкосновения (А, Б, В) стержня с пластинами усиливает совместную работу элементов в соединении, устраняет возможность качки и смещения в нем, а также коррозии взонах контакта элементов. Последнее является особенно важным, учитывая условия работы поверхностей закладных деталей, подверженных коррозионным воздействиям.
.-:-- :i:- .- i-sfiii i
тину, ориентируя ее выступами вокруг отверстий в сторону бурта на стержне, а сварку производят путем пропускапия тока через пластину в зоне соединения ее со стержнем с осадкой выступающей части стержня.
Источники информации,принятые во внимание при экспертизе
СВарноц транс рор/ атор
Риг. /
