Изобретение относится к прокатному производству и может быть использовано на непрерывных сортовых и проволочных станах при прокатке с петлеобразованием как для визуаль ного контроля величины вытяжки, так и в автоматизированных системах петлерегулирования, стабилизации размеров и раскроя проката. Известен способ определения вытяжки, металла по отношению скороетей металла на выходе и входе в валки. С11 . Однако реализация способа требуе применения в линии стана специальны сложных измерителей скорости (фрикционных, корреляционных, индукционных и,-др.) , которые, как показывает практика их эксплуатации, недостаточно . надежны в условиях непрерывных станов горячей прокатки. Известйн также способ, заключающийся в измерении величины отношения перемещения переднего конца рас ката к величине, перемещения заднего конца раската С21. , . . По указанному способу величина вытяжки определяется на основании измерений, производимых на переднем и заднем конце заготовки, что дает лишь приближенную оценку вытялски ине учитывает ее изменений из-за непостоянства технологических парамет ров прокатки (температуры сечения и др.). При этом основная часть заготовки прокатывается бесконтрольно что не -позволяет эффективно использовать информацию о величине вытяжк в системах автоматического регулиро вания непрерывного стана. Наиболее близким к изобретению является способ, .заключающийся в из мереиии прогиба проката в межклетье вых промежутках для его регулирования воздействием на скорость .валков с 31. Данный способ характеризуется недостаточным качеством полосы на выходе стана зэ счет отсутствия уче та- при регулировании вытяжки металла в клетях. Цель изобретения - повышение качества проката. Поставленная цель достигается тем, что согласно способу определения вытяжки металла при прокатке в валках непрерывного стана, включающему измерение прогиба проката в межклетьевых промежутках и воздейст вие на скорость валков, после.образования петель металла в прилегающи межклетьевых иромежутках изменяют скорость валков средней клети, измеряют величины переменных составляющих высоты .петель в обоих промежутках, и вытяжку определяют по соотношениюе 3-i - вытяжка металла в 1-клети ih; приращение высоты йетли металла в последующем и предыдущем межклетьевых промежутках соответственно, Для двух смежных межклетьевых прожутков можно выразить длину петель талла следующим образом Ь ,Д1К-(, О.Зс п-ЛоК. (S,, -|aM.(,.s,,.ldtt L, JHn NI ( , t-i, - длины петель неталла в 1-ым и () м . :промежутках соответственно; iili Ativi катающие диаметры вдшков клетей (1-1)-й., i, (i-fl) соответственно; (Ci.ji,ki., передаточные отноше.ния редукто|эов клетей (i-1) , i , (i-fl) ; -3-1 At4« - вытяжки в клетях l , , (i-H); |i-i-i ,, - числа оборотов в минуту приводных двигателей (t-1), I, a+l); 4i-i, Sj., S .- опережение при прокатке в клетях (Т.-1) I. (1+1) . При оказании на скорость привода лков i-и клети пробных воздейстй д h (t) происходит, изменение дли . петель металла в обоих прилегаюх к i-и клети межклетьевых прометках. В ЭТОМслучае система уравний 11) принимает вид И-й/(5н)()пс ллМ1|сН. Если теперь выделим переменные ставляющие длины петель, создаваее вводимыми пробными воздействия, то получим и -i-j5fe((-t) ЗГ (.30 4-tWi Из (3) видно, что величина выделенных переменных составляющих зависит от параметров прокатки только в данной клети, а их отношение, взятое по абсолютной величине, определяет вытяжку металла . Изменение приращений длины петель металла в межклетевых промежутках может быть проведено с достаточной точностью по величине приращений высоты петель где , дНх-1 приращение высоты петли металла в 1-м и {i-l)-M межкле тевых промежутках соответственно. На чертеже представлен один из возможных вариантов схемной реализации предлагаемого способа при введении в цепь задания скорости привода валков синусоидальных пробных воздействий. После заполнения прокатываемым металлом 1 трех последовательно расположенных прокатных клетей 2, 3 и 4 сигналы с датчиков 5 наличия металла в валках клетей 2 и 4 через схему совпадения 6 поступают на вход переключателя 7, который замыкает свои контакты 8 в цепи ввода пробных воздействий из генератора 9 в систему 10 автоматического регулирования скорости привода валков. Таким.образом, подача пробных воздействий, как и работа устройства в целом, разрешается только при условии заполнения металлом обоих межклетевых промежутков, прилегающих к клети 3. Пробные воздействия вызывают изменение скорости валков, которое, в свою очередь, приводит к изменению высоты петель. Эти изменения фиксируются датчиками 11 высоты петли. Синусоида изменения высоты петли относительно синусоидального изменения напряжения генератора 9 сдвинута по фазе на угол, эквивалентный инер з(ионности электромеханической системы привода валков. Учет этой инерционности осуществляется фазовращателями 12, соединяющими выход генератора 9 со входами синхронных детекторов 13. Величина сигнала на выходе синхронного детектора пропорциональна амплитуде переменной составляю1;ей высоты петли, вызванной пробНЕлми воздействиями. В-блоке деления 14 происходит вычисление величины вытяжки металла в валках. В условиях чистовой группы клетей сортовых станов диапазон изменения вытяжки, металла в валках отдельных клетей при прокатке одной заготовки может из-за влияния технологических возмущений (температуры, сечения и. др.) достигать 8%. Предлагаемый способ учитывает указанное изменение, позволяя получать информацию о величине вытяжки по всей длине раската. Эта информация может быть использована в системах автоматизации процессов прокатки. Например, в системе петле регулирования использование оценки возмущающих воздействий по фактическому значению вытяжки дает возможность улучшить качественные пока затели ее работы: повысить динамическую и статическую точность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ С ПЕТЛЕЙ СОРТОВОГО МЕТАЛЛА И ПРОВОЛОКИ | 1998 |
|
RU2139157C1 |
| Способ формирования длины проката непрерывным станом | 1977 |
|
SU764758A1 |
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| Устройство управления скоростным режимом группы клетей непрерывного прокатного стана | 1986 |
|
SU1397111A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ С МИНИМАЛЬНЫМ НАТЯЖЕНИЕМ ИЛИ ПОДПОРОМ СОРТОВОГО МЕТАЛЛА | 1998 |
|
RU2135314C1 |
| Способ получения холоднокатаных полос | 1985 |
|
SU1456257A1 |
| Способ измерения натяжения полосы | 1988 |
|
SU1565557A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ СОРТОВОГО МЕТАЛЛА С МИНИМАЛЬНЫМ НАТЯЖЕНИЕМ ИЛИ ПОДПОРОМ МЕТАЛЛА МЕЖДУ КЛЕТЯМИ | 2010 |
|
RU2437731C1 |
| СПОСОБ ПРОКАТКИ СТЕРЖНЕВОЙ ТЕРМОУПРОЧНЕННОЙ АРМАТУРЫ | 2004 |
|
RU2254179C1 |
| Способ производства проката на не-пРЕРыВНыХ CTAHAX | 1979 |
|
SU850233A1 |
СПОСОБ ОПРЕДЕЛЕНИЯ ВЫТЯЖКИ МЕТАЛЛА ПРИ ПРОКАТКЕ В ВАЛКАХ НЕПРЕРЫВНОГО СТАНА, включающий измерение прогиба .проката в межклетьевых промежутках и воздействие на скорость валков, о т л 1Л чающийся тем, что, с целью Повышения качества проката, после образования петель металла В: прилегаю1цих межклетёйых промежутках изменяют скорость валков средней кЛети, измеряют величины переменных составляющих высоты петель в обоих промежутках, и вытяжку определяют по соотношению где Лг - вытяжка металла в i-й клети g , Ahj.- прираадение высоты петли (Л металла в последгующем и предьщушем межклетевых прО с межУтках соответственно. w 4 О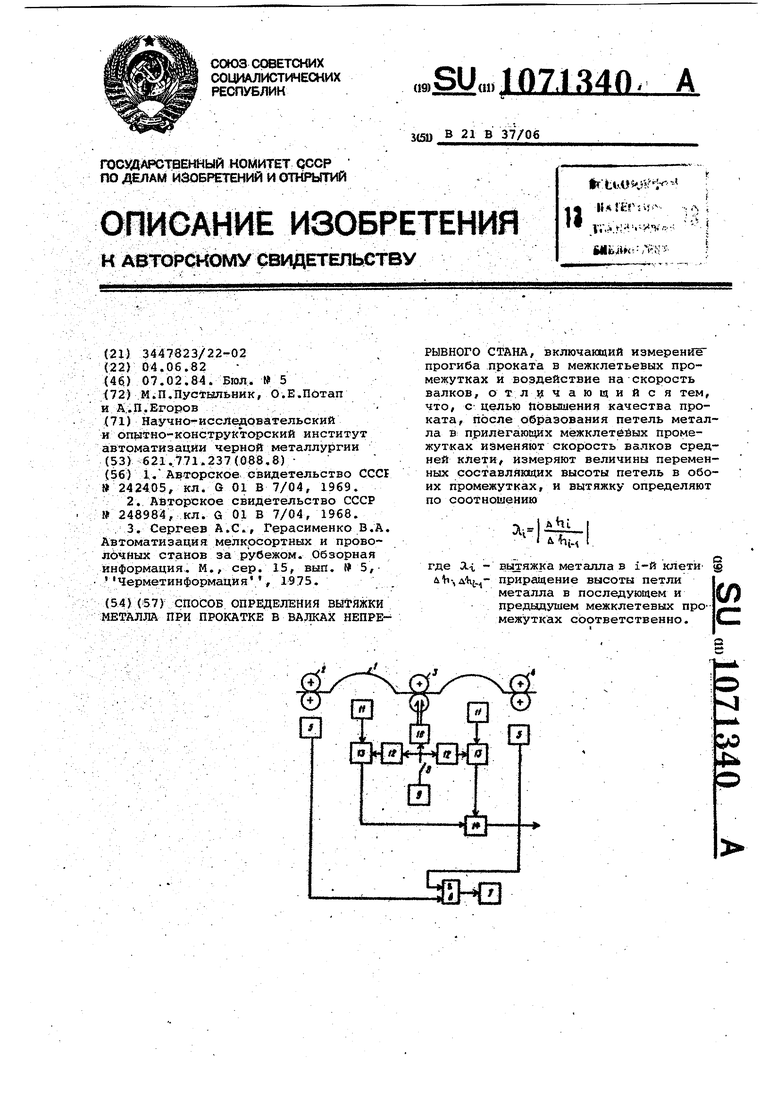
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗМЕРЕНИЯ ВЫТЯЖКИ ПРОКАТА ПРИ ПРОКАТКЕВ ВАЛКАХ | 0 |
|
SU248984A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Сергеев А.С., Герасименко В.А | |||
| Автоматизация мелкосортных и проволочных станов за рубежом | |||
| Обзорная информация | |||
| М., сер | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
