N9 Изобретение относится к автоматизации процесса прокатки и может быть использовано для стабилизации размеров проката на непрерьгоных проволочных и мелкосортных МНОГОНИТОЧНЬР: ста нах при прокатке полос одинакового сечения. Цель изобретения - повьшение точности размеров готового проката,. На чертеже представлена структурная схема системы стабилизации размеров проката. Система стабилизации размеров про ката содержит злёктродвигатели 1 - 4 прокатных валков клетей чистовой группы с последовательно соединенными преобразователями 5-8 напряжения, измерители 9 - 12 и регуляторы 13-16 скорости, первые блоки 17 20 сравнения, первые входы которых соединены с выходами измерителей 9-12 скорости, а выходы - с входами регуляторов 13-16 скорости, вы ходы которых соединены с входами преобразователей 5-8 напряжения, последовательно соединенные датчик 21 петли, второй блок 22 сравнения, на второй вход которого подается сигнал заданного значения петли, и блок 23 памяти, регулятор 24 эталонного напряжения, выход которого соединен с вторыми входами первых блоков 17-20 сравнения, датч:нк 25 наличия металла, выход которого сое динен с вторым входом блока 23 памя ти, нуль-орган 26, выход которого соединен с одним из входов масштабного преобразователя 27, второй вход которого соединен с выходом третьего блока 28 сравнения, на первый вход которого поступает заданное зна чение масштаба регулирования натяже ния раската, а второй вход соединен с измерителем 29 размера проката .блоки 30 - 32 регулируемой задержки один из входов каждого из которых соединен с одним из выходов масштабного преобразователя 27, а другие с выходом измерителя 9 скорости пер вой клети, выход первого блока 30 регулируемой задержки через ключ 33 соединен с входом первого блока 17 сравнения второй клети и с входами первого и второго сумматоров 34 и 35 ключи 36 и 37, вторые датчики 38 40 наличия металла в чистовых (смежных) группах клетей, выходы которых .соединены с входами соответствуницих блоков 41 - 43 коррекции задания скорости, выходы которых иблока 23 памяти соединены с третьим сумматором 44, выход которого соединен с входами нуль-органа 26 и регулятора 24 эталонного напряжения, выход второго блока 31 регулируемой задержки соединен через ключ 36 с входами первого и второго сумматоров 34 и 35, выход третьего блока 32 регулируемой задержки через ключ 37 соединен с входом второго сумматора 35, выходы первого и второго сумматоров 34 и и 35 соединены с первыми блоками 19 и 20 сравнения. Система работает следующим обра- зом. Скорости клетей определяются общим уровнем скорости прокатки, калибровкой и особенностями технологии. Б данном случае прокатка ведется со свободной петлей между клетями 1 и 2 и с натяжением в остальных межклетьевых промежутках. При этом основное влияние на ширину готового проката оказьтают межклетьевые натяжения, возникающие при рассогласовании скоростей смежных клетей, что требует регулирования скорости с высокой точностью, которая обеспечивается подсистемами автоматического регулирования скорости, включающими электродвигатели 1 - 4,измерители 9 - 12Т скорости, преобразователи 5-8 напряжения, регуляторы 13-16 скорости и блоки 17 - 20 сравнения. Скорость прокатки опреде, ляется уровнем выходного сигнала регулятора 24 эталонного напряжения. Индивидуальные значения скоростей каждой клети устанавливаются изменением коэффициентов передачи в блоках 57 - 20 сравнения. При прокатке передний конец раската из первой клети 1 передается во вторую клеть. При выходе металла во вторую клеть датчик 25 наличия металла разрешае-р- работу подсистемы регулирования петли, включающей датчик 21 петли, блок 22 сравнения, блок 23 памяти, сумматор 44, регулятор 24 эталонного напряжения и подсистемы автоматического регулирования скорости. Заданная величина петли определяется уровнем напряжения Uj , подаваемого- на блок 22 сравнения. Отклонение петли от заданного положения в сторону уменьшения приводит к 3 согласованному снижению скорости клетей, а отклонение в сторону увеличения - к согласованному повышению. Таким образом, подсистема регулирования петли осуществляет поддержание величины петли на задан ном уровне. При выходе металла сраб тывает датчик 25 наличия металла и вьщает команду на запоминание блоку 23 памяти, который фиксирует при этом значение своего выходного сигнала и поддерживает его до захода следующего раската, т.е. задает ско I рость захвата следующего раската. Прокатку между клетями осуществляют с натяжением, причем величину рассогласования смежных клетей (а следовательно, и натяжений) изменяют в соответствии с изменением петли. Напряжение блока 23 памяти пост пает через сумматор 44 на нуль-орган 26, на который подают также нап ряжение 11 . Величина напряжения U устанавливается такой, чтобы при заданном значении ширины готового проката это напряжение компенсирова ло выходное напряжение сумматора 44 При изменении геометрических размеров сечения, поступающего во вторую клеть, изменяется величина петли, & соответственно напряжение выхода датчика 21 петли, блока 22 сравнения,блока 23 памяти, сумматора 44 и нуль-органа 26. При этом сигнал с выхода нуль-органа 26 поступает на вход масштабного преоб разователя 27, в котором формируютс напряжения дИ , л U , AlJ , которые поступают в блоки 30 - 32 регулируе мой задержки, время задержки которых зависит от скорости второй клети (обратно пропорционально величин сигнала с датчика 9 скорости). Выхо ной сигнал с блока 30 регулируемой задержки через ключ 33 поступает на блок 18 сравнения и сумматоры 34 и 35, с выходов которых поступают сиг лы соответственно на блоки 19 и 20 сравнения. Таким образом, осуществл ется изменение рассогласования скоростей второй и третьей клетей. Выходной сигнал с блока 31 регулируемой задержки поступает через ключ . 36 и сумматоры 34 и 35 на блоки I9 и 20 сравнения, изменяя рассогласование скоростей третьей и четвертой клетей. Выходной сигнал с блока 32 регулируемой задержки через ключ 37 014 и сумматор 35 поступает на блок 20 сравнения и изменяет рассогласование скоростей четвертой и пятой клетей. Ключи 33, 36 и 37 позволяют исключить из процесса регулирования любой межклетьевой промежуток. При изменении количества ниток, т.е, при входе и выходе соседних ниток, резко изменяются давление прокатки и натяжение между клетями в зонах многониточной прокатки, что приводит к значительному отклонению в размерах остальных ниток. Причем эти отклонения накапливаются по мере прохождения через клети стана и при входе в зону однониточной прокатки достигают максимального значения. Момент входа (или выхода) участка с отличающимися размерами определяют по сигналам датчиков 38 - 40 наличия металла, установленных в других нитках стана. Сигналы с датчиков 38 40наличия металла поступают на соответствующие блоки 41 - 43 коррекции задания скорости. Поскольку влияние различных ниток на размеры данной нитки неодинаково и зависит от многих технологических факторов, требуется различная коррекция величины скорости для каждой нитки, что учитывается соответствующей величиной выходных сигналов 41-43 коррекции скорости, устанавливаемых вручнзпо. При изменении технологических параметров, а следовательно и величины влияния различных ниток, изменяют величину выходных сигналдв блоков 41- 43 коррекции задания скорости.. Таким образом при выходе одной из ниток срабатьгоает датчик 38,39 или 40 наличия металла и одновременно изменяется сечение раската,поступающего во вторую клеть. По сигналу одного из датчиков 38 - 40 наличия металла соответствующий блок коррекции скорости изменяет напряжение выхода, которое поступает через сумматор 44, регулятор 24 эталонного напряжения на подсистемы автоматического регулирования скорости, изменяя скорости всех клетей, кроме первой, что приводит к стабилизации петли, т.е, величина ее отклонения от заданного положения будет значительно меньше. Кроме того, это же напряжение поступает в подсистему регулирования размеров, изменяя соответствующим образом рас$1согласование скоростей смежных клетей , Контроль размеров готового профиля на выходе стана осуществляется измерителем 29, который может быть как автоматическим, так и ручным. В случае возникновения колебаний ширины готового профиля измеритель 29 воздействует через блок 28 сравне ния на масштабный преобразователь 27 изменяя масштаб регулирующих воздействий на натяжение между клетями. Узлы и блоки предлагаемой системы могут быть реализованы на базе унифицированньЕх блочных систем регуляторов. Таким образом, система обеспечивает регулирование величины петли и размеров .готового проката по возмущающему воздействию - изменению количества одновременно нрокатьшаемы ниток, что позволяет повысить быстро действие и точность системы стабилизации размеров проката, т.е. повысить точность геометрических размеров готового профиля. Формула изобретения Система стабилизации размеров про ката, содержащая злектродвигатели прокатных валков клетей чистовой группы с последовательно соединенными преобразователями напряжения, измерители и регуляторы скорости, первые блоки сравнения, первые входы которых соединены с вьрсодами измерителей скорости, а выходы - с входами регуляторов скорости, выходы кото рых соединены с входами,преобразователей напряжения, последовательно соединенные датчик петли, второй блок сравнения и ёлок ., регуля тор эталонного напряжения,, выход которого соединен с вторыми входами первых блоков сравнения, первьй дат01чик наличия металла, выход которого соединен с вторым входом блока памяти, нуль-орган, выход которого соединен с одним из входов масштабного преобразователя, второй вход которого соединен с вькодом третьего блока сравнения, на первый вход которого поступает заданное значение масв1таба регулирования натяжения раската, а второй вход соединен с измерителем размера проката, блоки регулируемой задержки, один из входов каждого из которых соединен с одним из выходов масштабного преобразователя, а другие - с выходом измерителя скорости первой клети группы, выход первого блока регулируемой задержки через ключ соединен с входом первого блока сравнения второй клети и с входами первого и второго сумматоров, ключи, отличающаяся тем, что, с целью повьш1ения точности размеров готового проката, она дополнительно содержит вторые датчики наличия металла в чистовых (смежных) группах клетей, блоки коррекции задания скорости, третий сумматор, выходы вторых датчиков наличия металла соединены с входами соответствующих блоков коррекции задания скорости прокатки, выходы блоков коррекции задания скорости и блока памяти соединены с третьим сумматором, вьрсод которого соединен с входами нуль-органа и регулятора эталонного напряжения, выход второго блока регулируемой задержки соединен через ключ с входами первого и второго сумматоров, выход третьего блока регулируемой задержки через ключ соединен с входом второго сумматора, вьгходы первого и второго сумматоров соединены с первыми блоками сравнения систем электроприводов соответственно третьей и четверг той клетей группы.
/fff/fflff ewe
| название | год | авторы | номер документа |
|---|---|---|---|
| Система стабилизации размеров проката | 1984 |
|
SU1186308A1 |
| Система автоматического регулирования натяжения и размеров полосы | 1983 |
|
SU1097403A1 |
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| Система автоматического регулирования толщины полосы при прокате | 1979 |
|
SU865460A1 |
| Адаптивный регулятор размеров проката на сортовом стане | 1980 |
|
SU959861A1 |
| Устройство для регулирования размеров профиля круглого проката | 1984 |
|
SU1196053A1 |
| Устройство регулирования ширины горячекатанных полос на непрерывном стане | 1981 |
|
SU995945A1 |
| Устройство для автоматического управления скоростью задающей клети при периодической прокатке | 1985 |
|
SU1284631A1 |
| Способ автоматического управления электроприводами петледержателей чистовой непрерывной группы клетей стана горячей прокатки | 1982 |
|
SU1041189A2 |
| Устройство для регулирования размеров концов горячекатаной полосы | 1990 |
|
SU1794517A2 |
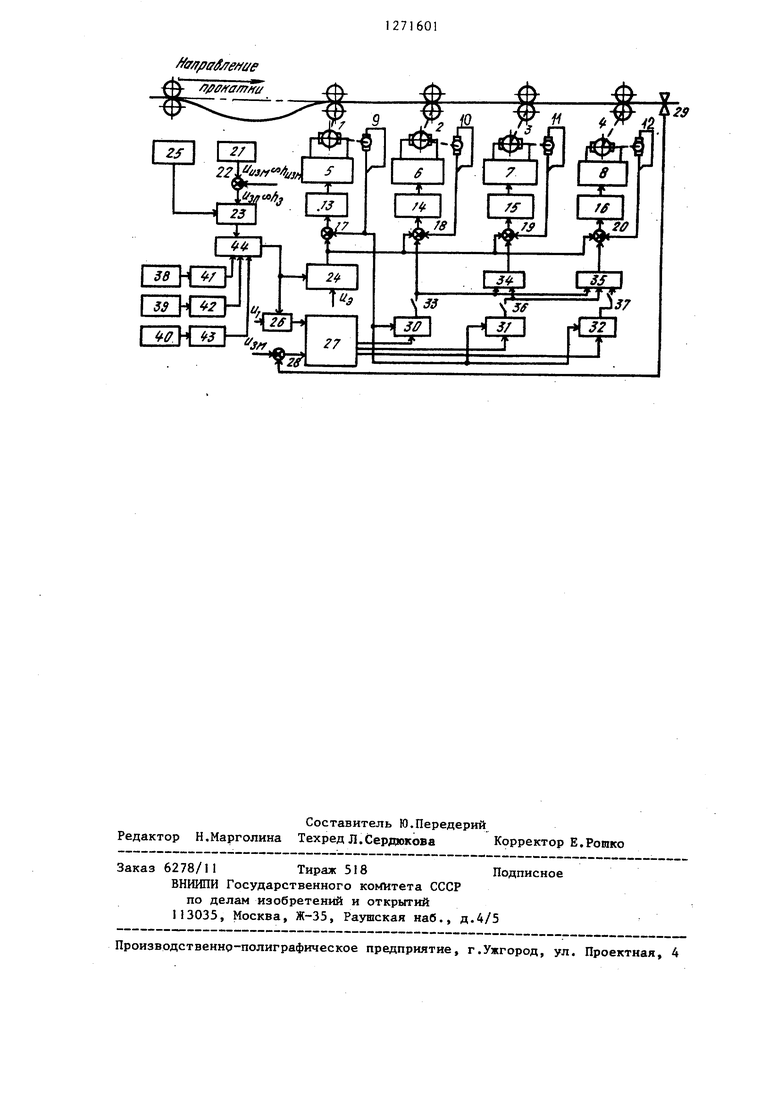
Изобретение относится к области автоматизации процесса прокатки и может быть использовано в чистовых группах для стабилизации размеров проката на непрерывных проволочных и мелкосортных станах при прокатке полос одинакового сечени:я. Цель изобретения - повышение точности размеров готового проката. Для этого в систему дополнительно введены датчики наличия металла, блоки коррекции скорости, сумматор. При изменении количества прокатываемых ниток автоматически изменяется скорость чистовой группы, в результате чего поддерживается постоянной величина петли перед чистовой группой. Также изменяются величины межклетьевых наi тяжений в чистовой группе, компенсируя таким образом влияние количества (Л прокатьшаемых ниток на размер готоС вого проката. 1 нл.
| Система автоматического регулирования натяжения и размеров полосы | 1983 |
|
SU1097403A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
