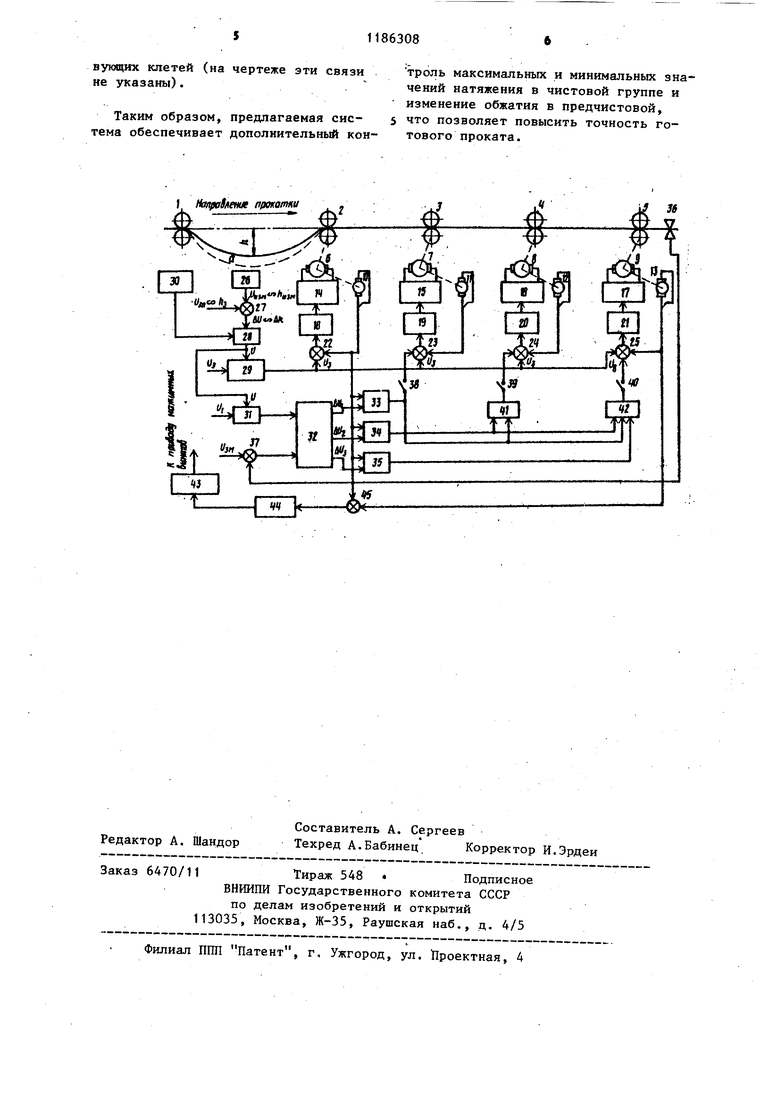
Изобретение относится к автоматизации процесса прокатки и может быть использовано для стабилизации размеров проката на непрерывных проволочных и мелкосортных станах. Цель изобретения - повышение точности размеров готового проката. На чертеже приведена блок-схема системы стабилизации размеров проката. Система содержит прокатные клети 1-5, приводные двигатели 6-9 про катных валков, измерители 10 - 13 скорости, преобразователи 14 - 17 на ряжения, регуляторы 18-21 скорости приводных двигателей, блоки 22 - 25 сравнения, датчик 26 петля, блок 27 сравнения, блок 28 памяти, регулятор 29 эталонного напряжения, датчик 30 наличия полосы, нуль-орган 31 масштабный преобразователь 32, блоки 33 - 35 регулируемых задержек, из меритель 36 размера проката на выходе последней клети чистовой группы, блок 37 сравнения, ключи 38, 39 и 40 сумматоры 41 и 42, блок 43 коррекции задания нажимн(1х винтов, нелинейный элемент 44, блок 45 сравнения, приче первые входы блоков 22 - 25 сравнения соединены с выходами измерителей 10 - 13 скорости соответственно, а вькоды с входами соответствующих регуляторов 18-21 скорости, выходы которых соответственно соединены с входами преобразователей 14 - 17 нап ряжения,, выходы которых соответственно соединены с приводными электродви гателями 6 - 9, вращающими валки прокатных клетей 2-5 соответственно. Выход регулятора29 эталонного напряжения соединен с вторыми выходами бло ков 22 - 25 сравнения. Вход датчика 30 наличия полосы сое динен с выходом датчика 26 петли, а его выход - с вторым входом блока 28 памяти, первый вход которого соединен с .рыходом блока 27 сравнения, вход ко торого соединен с выходом датчика 26 петли. Выход блока 28 памяти соединен с регулятором 29 эталонного напряжения и входом нуль-органа 31, выход которого соединен с одним из входов масштабного преобразователя -32, второй вход которого соединен с выходом блока 37 сравнения, входы которого соединены с измерителем 36 размера проката и задатчиком масштаба регули рования натяжения полосы (не показан) Один из входов каждого из блоков 33- 35 регулируемых задержек соединен с одним из выходов масштабного преобразователя 32, а другие - с выходом измерителя 10 скорости. Выход блока 33 регулируемой задержки через ключ 38 соединен с входом блока 23 сравнения электродвигателя 7 и входами сумматоров 41 и 42. Выход блока 34 регулируемой задержки соединен с входами сумматоров 41 и 42, выход блока 35 регулируемой задержки соединен с входом сумматора 42. Выходы сумматоров 41 и 42 через ключи 39 и 40 соединены соответственно с входами блоков 24 и 25 сравнения, вход блока 43 коррекции задания нажимных винтов соединен с выходом нелинейного элемента 44, вход которого соединен с выходом блока 45 сравнения, первый и второй входы которого соединены с выходами измерителей 10 и 13 скорости. Система работает следующим образом. Скорости клетей 1 - 5 определяются общим уровнем скорости прокатки, калибровки и особенностями технологии. В данном случае одной из особенностей технологии является прокатка со свободной петлей между, клетями 1 и 2 и прокатка с натяжением в остальных межклетевых промежутках. При этом большое влияние наширину готового проката оказывает межклетевое натяжение, возникающее при рассогласовании скоростей клетей, что требует регулирования скорости с высокой точностью. Требуемая точность регулирования скорости обеспечивается подсистемами автоматического регулирования скорости, .включающими приводные электродвигатели 6 - 9, измерители 10 - 13 скорости, преобразователи 14 - 17 напряжения, регуляторы 18-21 скорости и блоки 22 - 25 сравнения. Общий уровень скорости прокатки определяется эталонным напряжением, поступающим с блока 29 эталонного напряжения на входы первых блоков 22 - 25 сравнения. Индивидуальное значение скорости каждой клети, а следовательно, и начальное рассогласование устанавливается изменением коэффициента передачи в блоках 22 - 25 сравнения. При прокатке передний конец полосы из клети 1 передается в клеть 2 по криволинейной направляющей (на чертеже обозначена штриховой линией а). При этом образуется петля максимальной величины до захода полосы в клеть Начальная скорость клети 2 устанавливается нecкoльko вьше (1-3%) скорости полосы с целью улучшения условий захвата переднего конца полосы валками клети 2. При входе металла в клеть 2 датчик 30 наличия полосы разрешает раб.оту подсисте.мы регулирования размеров петли. Прокатка переднего конца полосы в клети 2 сопровождается уменьшением петли, полоса попадает в зону действия датчика 26 петли, сигналс которого U ад Ь з суммируется в блоке 27 сравнения с заданным напряжением и.дп, пропорциональным заданной величине hjj петли. Результирующий сигнал А и , пропорциональный отклонеВИЮ петли дЬ от заданного значения, поступает на вход блока 28 памяти, выходное напряжение U которого воздей ствует на регулятор 29 эталонного напряжения, вызывая изменение напряжения Uj на блоках 22 - 25 сравнения и пропорциональное изменение скорости клетей 2, 3, 4 и 5. Отклонение петли от заданного в сторону уменьшения при водит к согласованному снижению скоростей, а отклонение петли в сторону увеличения - к повьппению скоростей. Б момент выхода полосы из клети 1 срабатывает дат-агк 30 наличия полосы и выдает команду на запоминание блоку 28 памяти. При этом фиксируется значение выходного напряжения U блока 28 памяти и этим напряжением U воз действуют на блок 29 эталонного напряжения до захода следующей полосы. Так-им образом, скорости клетей 25 сохраняют свои значения до правки следующей полосы, т.е. захват и прокатка переднего конца последующей полосы осзга(ествляется с той скоростью, с какой прокатывается задний конец предыдущей полосы. Эти величины могут быть меньше установленных оператором но вполне достаточны для обеспечения надежного захвата. - Прокатка между клетями осуществляется с натяжением. При этом с целью стабилизации геометрических размеров изменяют величину рассогласования скоростей смежных клетей в соответстВИИ с отклонением петли от заданного значения. Напряжение U блока 28 памяти поступает на нуль-орган 31, который соединен с входом масштабного преобразователя 32. В нуль-орган 31 подают также регулируемое оператором в процессе настройки стана напряжение и/, величину которого устанавливают такой, чтобы при заданных значени-ях петли и ширины готового профиляэто напряжение компенсировало в нульорган 31 выходное напряжение U блока 28 памяти и на его выходе равнялось нулю. При отклонении петли возникает в нуль-органе 31 разбаланс и на его выходе появляется сигнал, который поступает на вход масштабного преобразователя 32. В последнем пропорционально заданному масштабу и выходному сигналу формируются напряжения д и - AU , которые поступают в блоки 33, 34 и 35 регулируемых задержек, время задержек которых обратно пропорционально скорости прокатки и равно времени транспортирования до соответствующей клети.С блоков 33, 34 и 35 регулируемых задержек сигналы лЦ, ли., , uUqC через ключи 38, 39 и 40, а также сумматоры 41 и 42 поступают на блоки 23, 24 и 25 сравнения подсистем регулирования скорости клетей 3, 4 и 5. Сигнал с измерителя 36 размера проката на выходе последней клети 5 чистовой группы поступает в блок 37 сравнения. Если происходит перекомпенсация отклонения размера, то выход блока 37 сравнения уменьшается, следовательно, .уменьшается и масштаб изменения рассогласования скоростей смежных клетей. Если происходит недокомпенсация, то указанный масштаб увеличивается. Сигналы измерителей 10 и 13 скорости поступают на вход блека 45 сравнения, с выхода которого сигнал, пропорциональный рассогласованию скоростей клетей 2 и 5, поступает на нелинейный элемент 44, который по достижении рассогласования скоростей клетей 2 и 5 величины, превьш1ающей максимально .установленное значение, выдает сигнал на блок 43 коррекции задания нажимных винтов предшествующих клетей, который уменьшает их межвалковый зазор в период паузы. По достижении рассогласования скоростей клетей 2 и 5 величины,меньшей максимально допустимой,нелинейный элемент 44 выдает на блок 43 коррекции сигнал на увеличение межвалкового зазора предшест- вукяцих клетей (на чертеже эти связи не указаны). Таким образом, предлагаемая сие- s тема обеспечивает дополнительный контроль максимальных и минимальных значений натяжения в чистовой группе и изменение обжатия в предчистовой, что позволяет повысить точность готового проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического регулирования натяжения и размеров полосы | 1983 |
|
SU1097403A1 |
| Система стабилизации размеров проката | 1985 |
|
SU1271601A1 |
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| Устройство автоматического регулирования толщины проката | 1979 |
|
SU865455A2 |
| Способ автоматического управления электроприводами петледержателей чистовой непрерывной группы клетей стана горячей прокатки | 1982 |
|
SU1041189A2 |
| Способ регулирования ширины проката и устройство для его осуществления | 1979 |
|
SU884765A1 |
| Способ регулирования толщины полосы при непрерывной горячей прокатке и устройство для его осуществления | 1979 |
|
SU780917A1 |
| Способ регулирования толщины проката и устройство для его осуществления | 1989 |
|
SU1620168A1 |
| Устройство для определения жесткостипОлОСы B пРОцЕССЕ НЕпРЕРыВНОй гОРячЕйпРОКАТКи | 1979 |
|
SU848110A1 |
| Устройство стабилизации ширины полосы на станах горячей прокатки | 1974 |
|
SU534265A1 |
СИСТЕМА СТАБИЛИЗАЦИИ РАЗМЕРОВ ПРОКАТА, содержащая электродвигатели прокатных валков клетей чистовой группы с последовательно соединенными преобразователями напряжения, измерители и регуляторы скорости, первые блоки сравнения, первые входы которых соединены с выходами измерителей скорости, а выходы - с входами регуляторов скорости, выходы которых соединены с входами преобразователей напряжения, последовательно соединенные датчик петли, второй блок сравнения, блок памяти и регулятор эталонного напряжения, выход которого соединен с вторыми входами первых бло- . ков сравнения, датчик наличия полосы, выход которого соединен с вторым входом блока памяти, нуль-орган, вход которого соединен с выходом блока памяти, а выход - с одним из входов масштабного преобразователя, второй вход которого соединен с выходом третьего блока сравнения, первый вход которого соединен с задатчиком масштаба регулирования натяжения полосы, а второй вход - с измерителем размера проката,блоки регулируемой задержки, один из входов каждого из которых соединен с одним из выходов масштабного пpeoбjpaзoвaтeля, а другие с выходом измерителя скорости электродвигателя первой клети чистовой группы, выход первого блока регулируемой задержки через ключ соединен 3 с входом первого блока сравнения электродвигателя второй клети чистовой группы и с входами первого и второго сумматоров, выход второго блока регулируемой задержки соединен с входами первого и второго сумматоров, выход третьего блока регулируемой задержки соединен с входом второго сумматора, выходы первого и второго сумматоров через ключи соединены с 00 входами первых блоков сравнения электа родвигателей соответственно третьей 00 и четвертой клетей чистовой группы, о о тличающаяся тем, что, СХ) с целью повьш1ения точности размеров готового проката, она дополнительно содержит четвертый блок сравнения, нелинейный элемент, блок коррекции задания нажимных винтов предшествующих клетей, вход которого соединен с выходом нелинейного элемента, вход которого соединен с выходом четвертого блока сравнения, первый и второй входы которого соединены с выходами измерителей скорости первой и последней клетей чистовой группы.
J fbtyalKHOe прокатм
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО БЕСКОНТАКТНОГО | 0 |
|
SU184786A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Система автоматического регулирования натяжения и размеров полосы | 1983 |
|
SU1097403A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
