Изобретение относится к обработке металлов резанием и может быть использовано в автоматизированном производстве при фрезеровании поверхностей тел вращения, заготовки которых имеют большие припуски и большие неуравновешенные массы.
Известны способы обработки фасонных поверхностей враш,ения, при котором ось фрезы скреш,ивают с осью заготовки под углом, фрезу враш,ают и перемеш.ают вдоль оси заготовки, а последней сообш,ают движение круговой подачи 1.
Однако этому способу присуш,а нерациональная схема срезания припуска: срезаемые слои имеют большую ширину и нежелательную, близкую к нулю толщину. Это отрицательно сказывается на стойкости фрез, увеличивает силы резания, деформации технологической системы, и, в конечном счете, снижает производительность обработки.
Цеь изобретения - повышение производительности обработки при использовании гребенчатых фрез.
С этой целью согласно способу, при котором ось фрезы скрещивают с осью заготовки под углом, фрезу вращают и перемещают вдоль .оси заготовки, а последней сообщают движение круговой подачи, фрезу располагают относительно заготовки таким образом, чтобы режущие элементы первого витка были размещены в осевой плоскости заготовки, а круговую подачу ведут в направлении к последнему витку фрезы.
На фиг. 1 представлена схема обработки гребенчатой конической фрезой; на фиг. 2 -
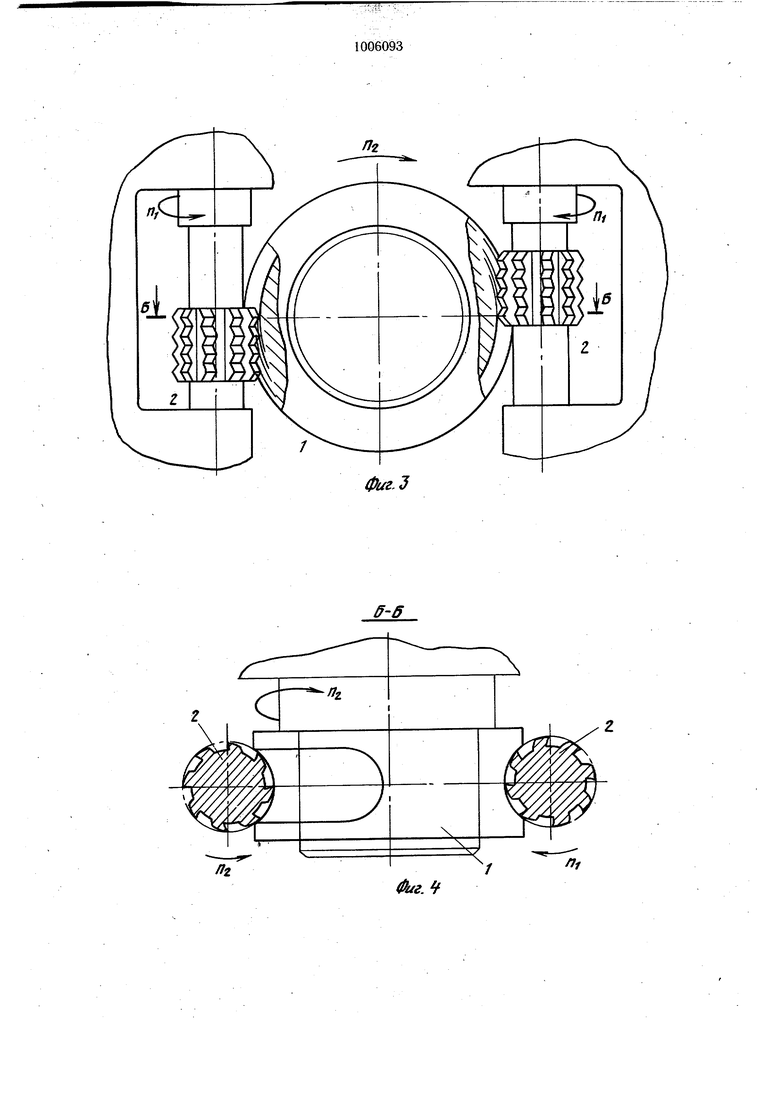
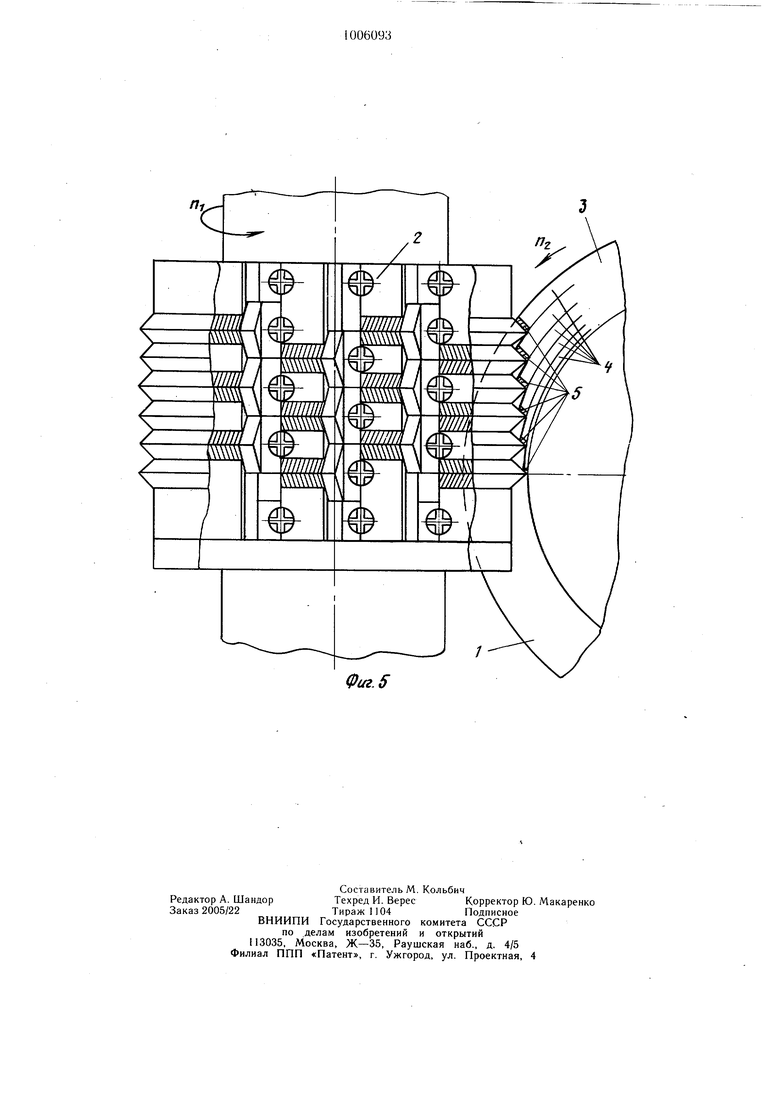
разрез А-А на фиг. 1; на фиг. 3 - схема обработки торовой поверхности двумя гребенчатыми цилиндрическими фрезами; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - схема срезания припуска гребенчатой фрезой-.
Заготовку 1 и фрезу 2 устанавливают так, чтобы их оси скрещивались под прямым углом. Элементы первого витка фрезы располагают в осевой плоскости заготовки,
0 фрезе сообщают движение резания с частотой вращения nj, заготовке - движение круговой подачи с частотой вращения п в направлении последних витков фрезы. Осуществляют врезание фрезы в заготовку в осевом или радиальном направлении последней. Далее фрезе сообщают подачу вдоль профиля фасонной поверхности. В частном случае, при обработке торцовых поверхностей, профиль изготавливаемой поверхности совпадает с поверхностью резания формообразующих зубьев фрезы и подача фрезы вдоль профиля детали равняется нулю. При обработке гребенчатые фрезы обеспечивают рациональную схему срезания припуска: припуск 3 разделяется по глубине между отдельными кольцевыми витками фрезы на
5 части 4. Каждая часть припуска, приходящаяся на отдельный виток, разделяется между зубьями витка на слои 5 желательной формы, не имеющие близкую к нулю толщину вдоль режущих лезвий и большую щирину. Рациональная схема срезания припуска позволяет повысить режимы и производительность обработки фасонных поверхностей вращения.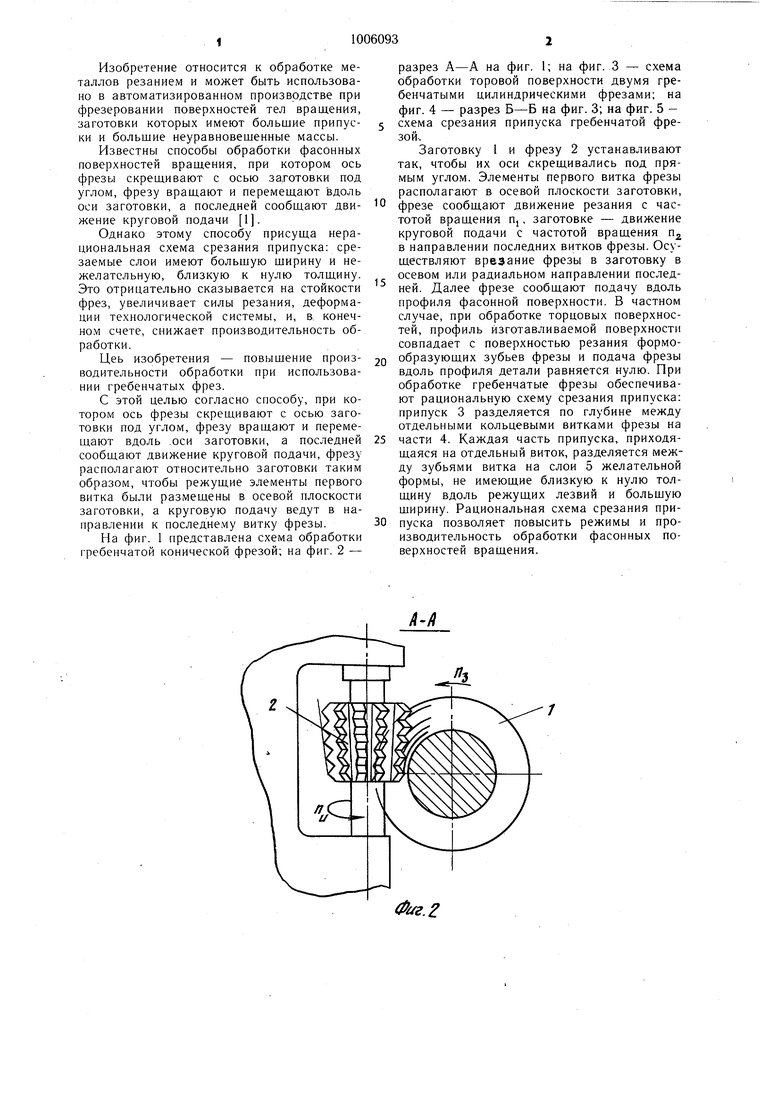
| название | год | авторы | номер документа |
|---|---|---|---|
| Фреза | 1982 |
|
SU1050814A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ РЕЗЬБЫ ФРЕЗОЙ | 2023 |
|
RU2814129C1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| Способ обработки поверхностей, выполненных по спирали архимеда | 1972 |
|
SU482255A1 |
| СПОСОБ ОБРАБОТКИ ВИНТОВ ГЕРОТОРНЫХ ВИНТОВЫХ НАСОСОВ | 2001 |
|
RU2209129C1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
СПОСОБ ОБРАБОТКИ Ф.АСОННБ1Х ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ, при котором ось фрезы скрещивают с осью заготовки под углом, фрезу вращают и пере.мещают вдоль оси заготовки, а последней сообщают движение круговой подачи, отличающийся тем, что, с целью повьииения производительности при обработке с использованием гребенчаты.х фрез, фрезу располагают относительно заготовки таким образом, чтобы режущие элементы первого витка были размещены в осевой плоскости заготовки, а круговую подачу ведут в направлении к последнему витку фрезы. (Л Oi о со оо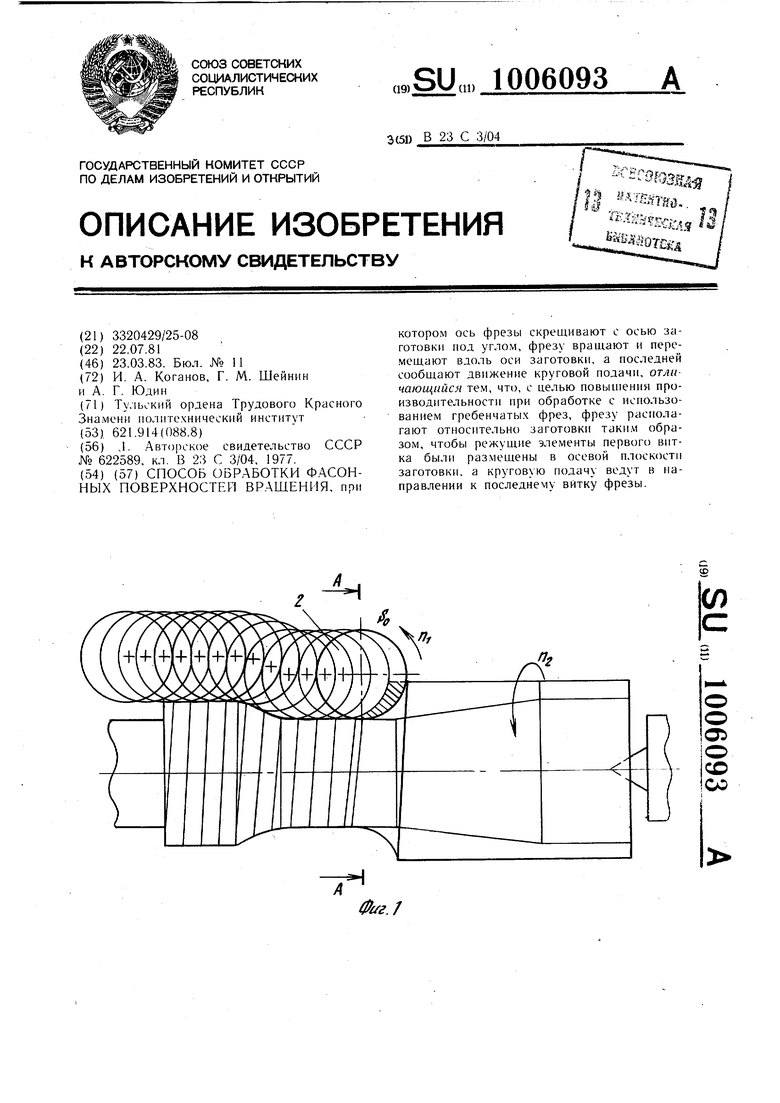
фиг. 5
| J | |||
| Способ фрезерования тел вращения и станок для его осуществления | 1977 |
|
SU622589A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
