1
Изобретение может быть использовано в станкостроении, например при обработке валков для поперечно-винтовой прокатки шаровых заготовок.
Известны способы обработки поверхностей, выполненных по архимедовой спирали с круговым профилем в осевом сеченни, вращающимся инструментом с сообщением детали винтового движения. Ири обработке используют фасонные дисковые фрезы.
Однако инструмент, применяемый для осуществления предлагаемого способа, имеет высокую стоимость вследствие сложности его изготовления. Кроме того, инструмент работает в «закрытом пазу с больщой щириной срезаемого слоя, что приводит к вибрациям и, следовательно, к снижению точности и производительности обработки.
Цель изобретения - повыщение точности и производительности обработки при одновременном снижении себестоимости процесса.
Для этого обработку ведут инструментом конической формы, например фрезой, плоскость большего основания которого совмещают с осевой плоскостью обрабатываемой детали.
С целью повышения стойкости инструмента на нем выполняют цилиндрическую зачистную кромку, длину которой определяют, исходя из
величины допустимого искажения профиля и угла подъема винтовой линии.
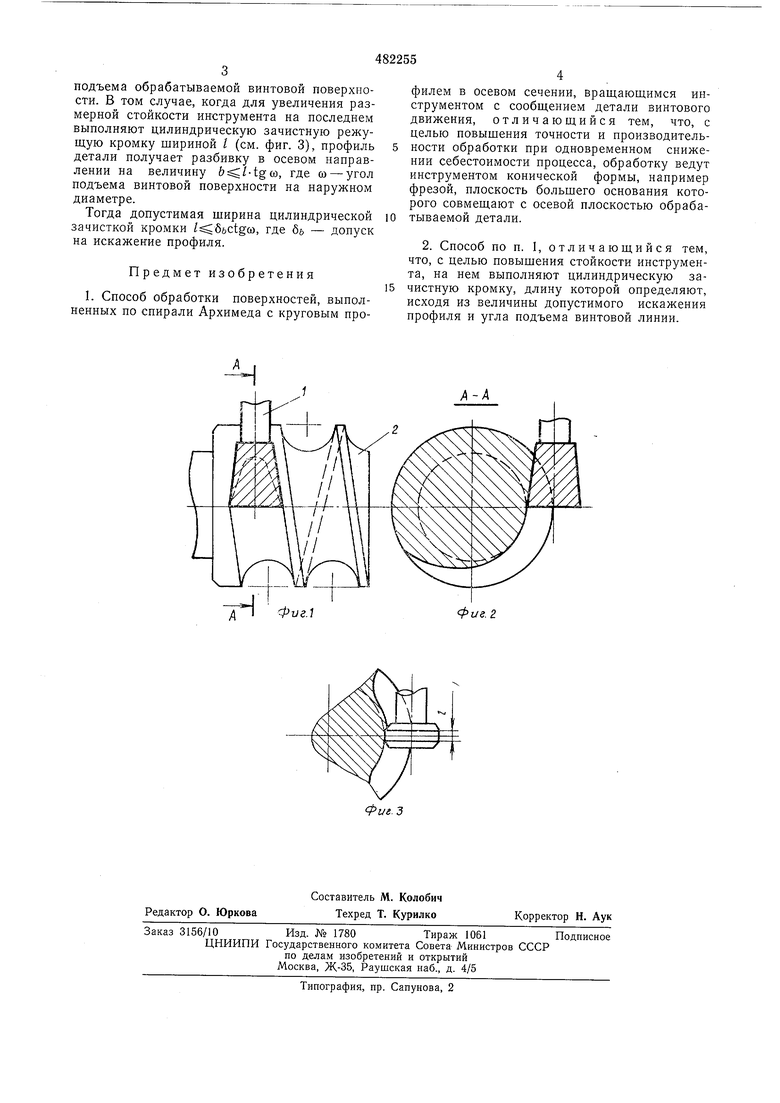
На фиг. 1 показана схема установки инструмента по предлагаемому способу; на фиг. 2 - сечение по А-А на фиг. 1; на фиг. 3 - схема установки фрезы с зачистной кромкой.
Коническую фрезу 1 устанавливают таким образом, что плоскость ее большего основаНИИ совпадает с осевой плоскостью обрабатываемой детали 2. Фрезе сообщают вращательное движение относительно своей оси - главное движение резания, а заготовке - поступательное перемещение вдоль своей оси и согласованное с ним вращение для образования винтовой поверхности с требуемыми параметрами.
В начале обработки инструменту сообщают установочное перемещение на глубину резания перпендикулярно к оси заготовки.
Поскольку кинематическая связь между главным движением резания и движениями подачи отсутствует, то скорость резания может быть назначена оптимальной для обеснечения требуемой производительности и стойкости инструмента.
Необходимо заметить, что теоретически
правильная окружность получается только в
том случае, когда обработку ведут инструментом, угол конуса которого превышает угол
подъема обрабатываемой винтовой поверхности. В том случае, когда для увеличения размерной стойкости инструмента на последнем выполняют цилиндрическую зачистную режущую кромку шириной / (см. фиг. 3), профиль детали получает разбивку в осевом направлении на величину b l-tgiu, где ю - угол подъема винтовой поверхности на наружном диаметре.
Тогда допустимая ширина цилиндрической зачисткой кромки l SbCiga), где бб - допуск на искажение профиля.
Предмет изобретения
I. Способ обработки поверхностей, выполненных по спирали Архимеда с круговым профилем в осевом сечении, враш,ающимся инструментом с сообш,ением детали винтового движения, отличающийся тем, что, с целью повышения точности и производительности обработки при одновременном снижении себестоимости процесса, обработку ведут инструментом конической формы, например фрезой, плоскость большего основания которого совмещают с осевой плоскостью обрабатываемой детали.
2. Способ по п. I, отличающийся тем, что, с целью повышения стойкости инструмента, на нем выполняют цилиндрическую зачистную кромку, длину которой определяют, исходя из величины допустимого искажения профиля и угла подъема винтовой линии.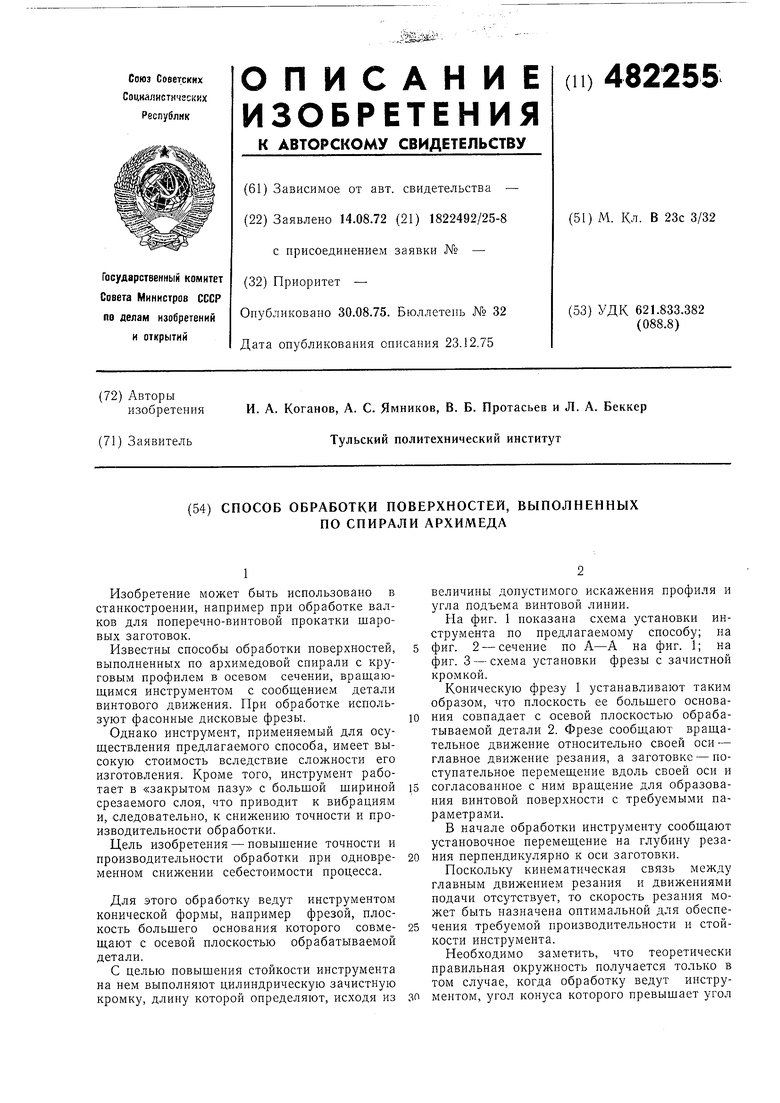
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования цилиндрической поверхности | 1987 |
|
SU1511013A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
| Способ обработки зубьев цилиндрических зубчатых колес | 1981 |
|
SU1096058A1 |
| СПОСОБ ОБРАБОТКИ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2381877C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
А-А
фиг. 2
