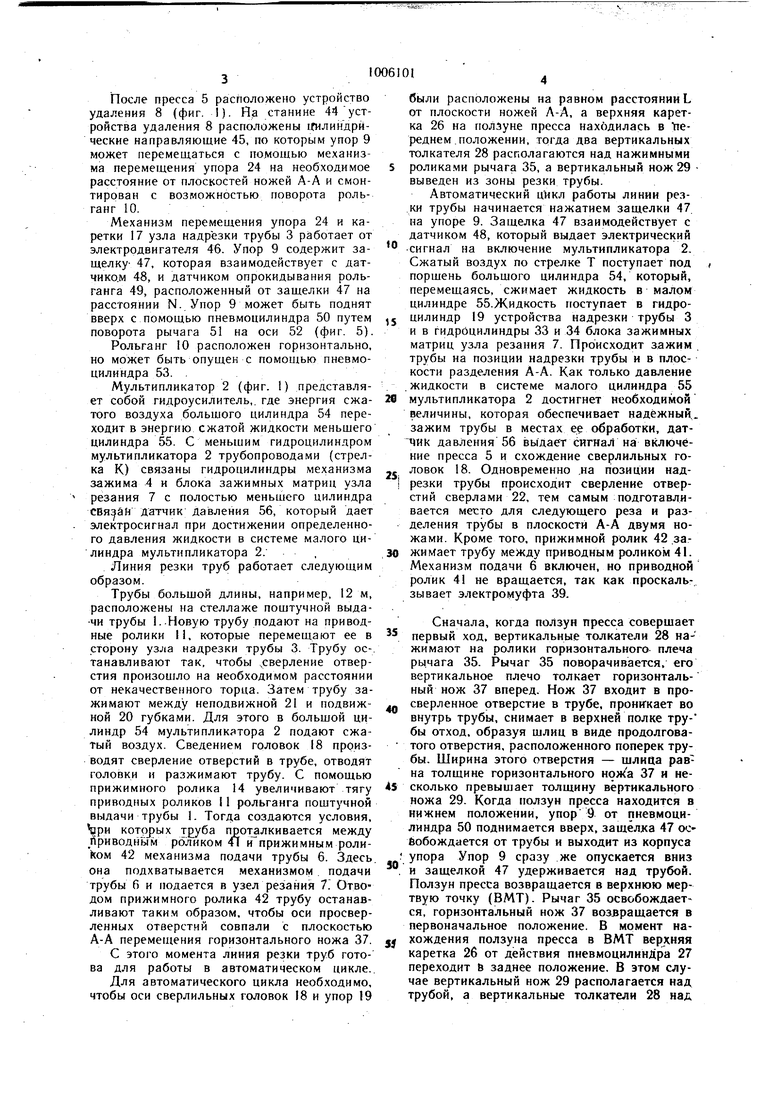
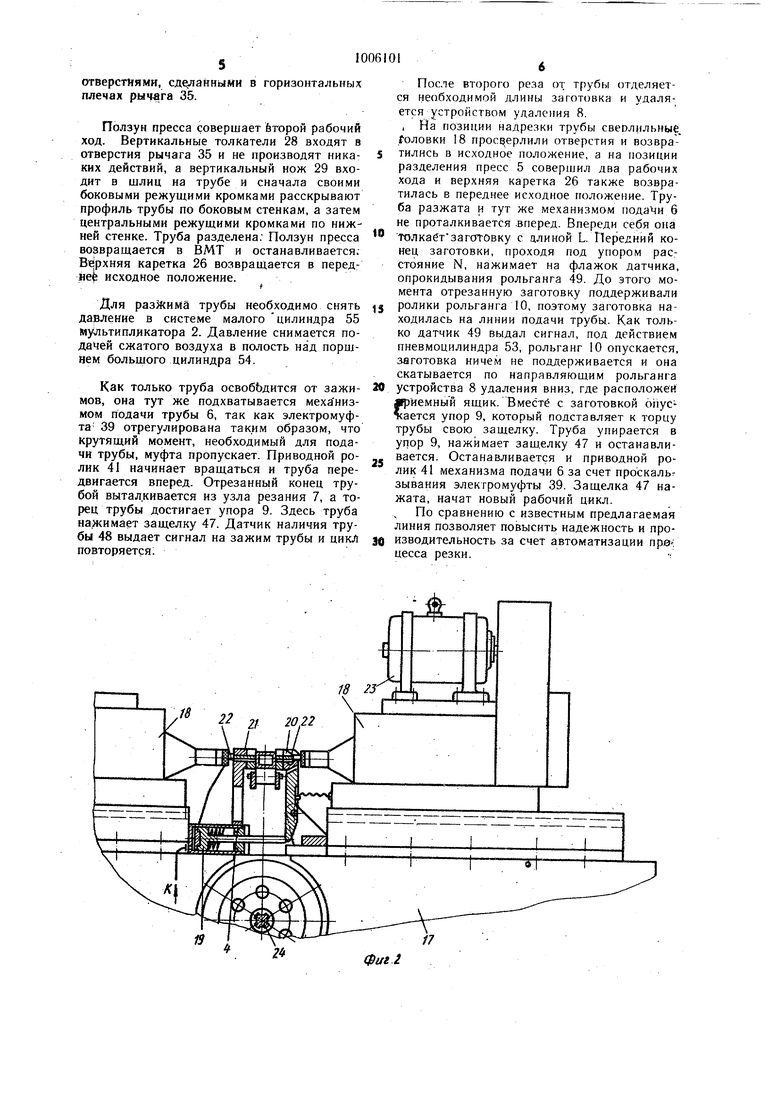
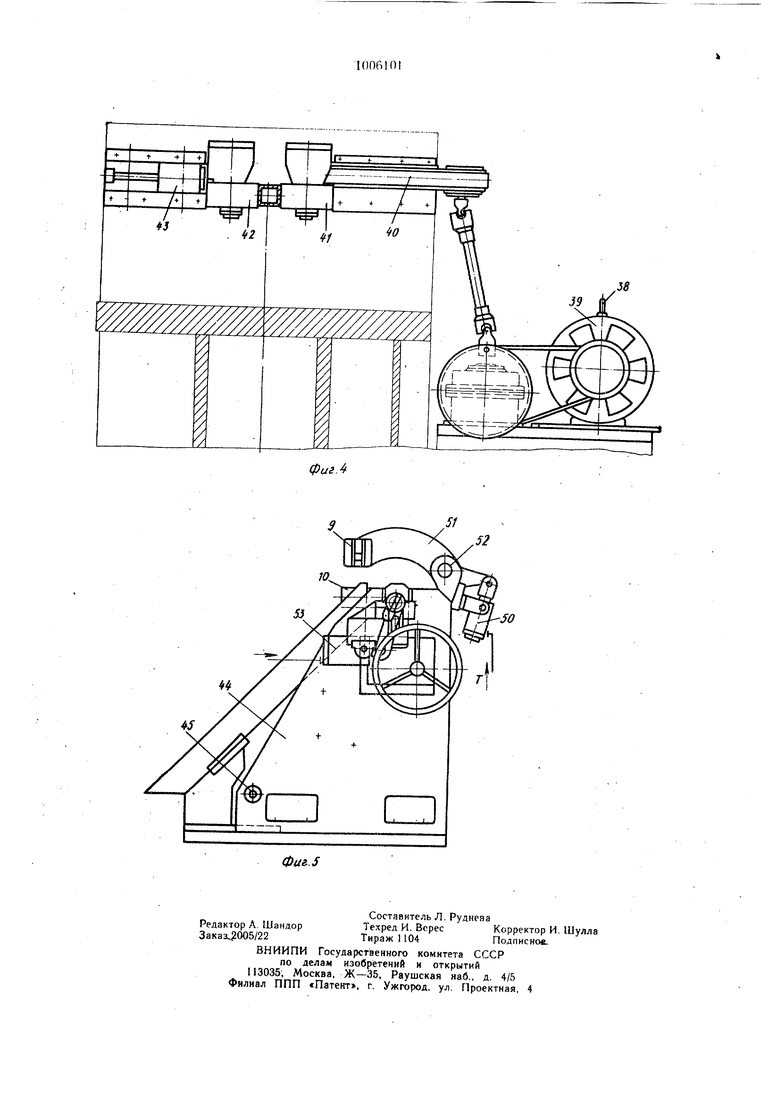
Изобретение относится к обработке металлов давлением, а именно к резке труб в штампах. Известен штамп для резки труб, содержащий горизонтальный нож для вскрытия внутренней полости и снятия шлица, и вертикальный нож для окончательного разделения трубы, и блок зажимных матриц, при этом горизонтальный .нож приводится в движение от профильного клина, закрепленного на верхней плите штампа 1. Недостатком штампа является низкое качество получаемых заготовок и низкая стойкость инструмента. Наиболее близким техническим решением к предлагаемой линии для резки труб является устройство для резки труб, содержащее механизм подачи труб, узел надрезки и установленный на нем механизм перемещения трубы, узел резания, выполненный в виде двух ножей с приводом их перемещения во взаимноперпендикулт рных направлeнияxJ и подвижный упор {2. Недостатком устройства является низкая надежность и невысокая производительность. Целью изобретения является повышение надежности и производительности. Поставленная цель достигается тем, что линия резки труб, . содержащая механизм подачи трубы, состоящий из электродвигателя, редуктора и прижимного ролика, узел надрезки и установленный в нем механизм зажима трубь с приводом от гидроцилиндpa, узел резания, выполненный в виде двух ножей и зажимных матриц, и откидь(вающийся упор,. Линия снабжена рольгангом, мультипликатором с датчиком давления, соединенным с гидроцилиндром механизма зажима, электромуфтой с регулируемым моментом проскальзывания, установленной на валу электродвигателя механизма подачи грубы, а откидывающийся упор снабжен защелкой, датчиком опрокидьшания рольганга, расположенным за защелкой, и датчиком подачи трубы. На фиг. 1 изображена линия резки труб; на фиг. 2 - механизм зажима узла надрезки; на фиг. 3 - блок зажимных матриц; на фиг. 4 - механизм подачи трубы; на фиг. 5 - откидывающийся упор и рольганг. Линия резки труб содержит стеллаж поштучной выдач и трубы 1, мультипликатор 2 тс датчиком давления, узел надрезки трубы 3 с механизмом зажима 4, пресс 5 с механиз WOM подачи трубы б и узел резания 7, устройство удаления 8 с откидывающимся упо ром 9 и рольгангом 10. Стеллаж поштучной выдачи труб 1 имеет приводные ролики 11, которые вращаются от электродвигателя (не показан) через цепную передачу 12. На раме 13 распеложен прижимной ролик 14, приводимый в движение от пневмоцилиндра 15. По стрелке Т подается сжатый вовдух. Узел надрезки трубы .3 состоит из станины 16, по которой перемещается карет,ка 17, где установлены сверлильные головкр 18 и смонтирован механизм зажима 4. Механизм зажима 4 (фиг. 2) включает гидроЦилиндр 19, подвижную губку 20, выполненную в виде качающегося рычага, и неподвижную губку 21. Гидроцилиндр 19 механизма зажима соединен трубопроводом с мультипликатором 2. Сверлильные головки 18 имеют сверла 22 и могут поступательно перемещаться к трубе от электродвигателя 3, смонтированного на корпусе голов ки. Перемещение каретки 17, по станине 16 осуществляется с пойоцдью винта 24 механизма синхронного перемещения сверлильных головок 18 и упора 9. .- Пресс 5 (фиг. 1) представляет собой стандартный однокривошинный пресс, на котором смонтирован механизм подачи трубы 6 и щтамп 7 С; блоком зажимных матриц. Узел резания 7 (фиг. 3) состоит из нижней неподвижной плиты 25 и верхней подвижной каретки 26, смонтированной на ползуне пресса. каретка 26 имеет возможность перемещаться перпендикулярно направлению подачи трубы от пневмоцилиндра 27 и содержит два вертикальных толкателя 28 и вертикальный нож 29 для окончательного разделения. На нижней неподвижной плите 25 смонтирован блок зажимных матриц (фиг. 3), включающий верхнюю зажимную матрицу 30, боковую зажимную матрицу 31 и неподвижную матрицу 32, Верхняя зажимная матрица 30 приводится в движение от гидроцилиндра 33 через клиновую пару, а боковая зажимная матрица 31 от гидроцилиндра 34 также через клиновую пару. Указанные гидроцилиндры 33 и 34 соединены трубопроводом с мультипликатором 2. Кроме того, на нижней lieподвижной плите 25 расположен двуплечий рычаг 35, имеющий горизонтальные плечи, которые контактируют с вертикальными толкателями 28, и вертикальное плечо, к которому через Шарнирное звено 36 присоеди: нен горизонтальный нож 37. Горизонтальный нож 3 перемещается в плоскости А-А. На прессе 5 перед узлом резания 7 расположен механизм, подачи трубы 6 .(фиг. 4), включающий электродвигатель 38, электромагнитную муфту 39 с регулируемым моментом, установленную на валу электродвигателя 38. Крутящий момент от электродвигателя 38 передается через электромагнитную муфту 39, ременную передачу, редуктор, карданный вал на «гитару шестерен 40, на конце которой расположен приводной ролик 41, с которым контактирует труба. С противоположной стороны трубы на станине пресса смонтирован прижимной ролик 42, который может подводиться и отводиться от трубы с помощью Мневмоцилиндра 43.
После пресса 5 расположено устройство удаления 8 (фиг. 1). На станине 44устройства удаления 8 расположены 1Гилийдрйческие направляющие 45, по которым упор 9 может перемещаться с помощью механизма перемещения упора 24 на необходимое расстояние от плоскостей ножей А-А и смонтирован с возможностью поворота рольганг 10.
Механизм перемещения упора 24 и каретки 17 узла надрезки трубы 3 работает от электродвигателя 46. Упор 9 содержит защелку- 47, которая взаимодействует с датчикам 48, и датчиком опрокидывания рольганга 49, расположенный от защелки 47 на расстоянии N. Упор 9 может быть поднят вверх с помощью пневмоцилиндра 50 путем поворота рычага 51 на оси 52 (фиг. 5).
Рольганг 10 расположен горизонтально, но может быть опущен с помощью пневмоцилиндра 53. .
Мультипликатор 2 (фиг. 1) представляет собой гидроусилитель,, где энергия сжатого воздуха больщого цилиндра 54 переходит в энергию сжатой жидкости меньщего цилиндра 55. С меньщим гидроцилинлром мультипликатора 2 трубопроводами (стрелка К) связаны гидроцилиндры механизма зажима 4 и блока зажимных матриц узла резания 7 с полостью меньшего цилиндра связан датчик давления 56, который дает электросигнал при достижении определенного давления жидкости в системе малого цилиндра мультипликатора 2.,
Линия резки труб работает следующим образом.
Трубы больщой длины, например, 12 м, расположены на стеллаже поштучной выдачи трубы 1..Новую трубу подают на приводные ролики II, которые перемещают ее в сторону узла надрезки трубы 3. Трубу ос-, танавливают так, чтобы .сверление отверстия произошло на необходимом расстоянии от некачественного торца. Затем трубу зажимают между неподвижной 21 и подвижной 20 губками. Для этого в больщой цилиндр 54 мультипликатора 2 подают сжатый воздух. Сведением головок 18 прр.изводят сверление отверстий в трубе, отводят головки и разжимают трубу. С помощью прижимного ролика 14 увеличивают тягу приводных роликов 11 рольганга поштучной выдачи трубы 1. Тогда создаются условия, 4ipH кoтpJ)ыx проталкивается между Лриводным роликом 41 и прижимным ролиkoM 42 механизма подачи трубы 6. Здесь, она подхватывается механизмом . подачи трубы 6 и подается в узел резания 1. Отводом прижимного ролика 42 трубу останавливают таким образом, чтобы оси просверленных отверстий совпали с плоскостью А-А перемещения горизонтального ножа 37.
С этого момента линия резки труб готова для работы в автоматическом цикле..
Для автоматического цикла необходимо, чтобы оси сверлильных головок 18 и упор 19
были расположены на равном расстоянии L от плоскости ножей А-А, а верхняя каретка 26 на ползуне пресса находилась в Переднем, положении, тогда два вертикальных толкателя 28 располагаются над нажимными
роликами рычага 35, а вертикальный нож 29 выведен из зоны резки трубы.
Автоматический цикл работы линии резки трубы начинается нажатием защелки 47 на упоре 9. Защелка 47 взаимодействует с датчиком 48, который выдает электрический
-сигнал на включение мультипликатора 2. Сжатый воздух по стрелке Т поступает под поршень большого цилиндра 54, который, перемещаясь, сжимает жидкость в малом цилиндре 55.Жидкость поступает в гидро5 цилиндр 19 устройства надрезки трубы 3 ив гидроцилиндры 33 и 34 блока зажимных матриц узла резания 7. Происходит зажим . трубы на позиции надрезки трубы и в плоскости разделения А-А. Как только давление .жидкости в системе малого цилиндра 55
мультипликатора 2 достигнет необходимой величины, которая обеспечивает надёжный., зажим трубы в местах ее обработки, датчик давления 56 выдает сигнал на включение пресса 5 и схождение сверлильных го5. ловок 18. Одновременно ,на позиции над резки трубы происходит сверление отверстий сверлами 22, тем самым подготавливается мегто для следующего реза и разделения трубы в плоскости А-А двумя ножами. Кроме того, прижимной ролик 42 зажимает трубу между приводным роликом 41. Механизм подачи 6 включен, но приводной ролик 4 не вращается, так как проскальзывает электромуфта 39.
Сначала, когда ползун пресса совершает
первый ход, вертикальные толкатели 28 нажимают на ролики горизонтального плеча рычага 35. Рычаг 35 поворачивается, его вертикальное плечо толкает горизонтальный нож 37 вперед. Нож 37 входит в просверленное отверстие в трубе, пронккает во внутрь трубы, снимает в верхней полке трубы отход, образуя шлиц в виде продолговатого отверстия, расположенного поперек трубы. Ширина этого отверстия - шлица рав на толщине горизонтального 37 и несколько превышает толщину вертикального ножа 29. Когда ползун пресса находится в нижнем положении, упор 9 от пневмоцнлиндра 50 поднимается вверх, защелка 47 осбобождается от трубы и выходнт из корпуса упора Упор 9 сразу же опускается вннз . и защелкой 47 удерживается над трубой. Ползун пресса возвращается в верхнюю мертвую точку (ВМТ). Рычаг 35 освобождает ся, горизонтальный нож 37 возвращается в первоначальное положение. В момент нахождения ползуна пресса в ВМТ верхняя каретка 26 от действия пневмоцнлнндра 27 переходит б заднее положение. В этом случае вертикальный нож 29 располагается над трубой, а вертикальные толкателн 28 над отверстиями, сд аниыми в горизонтальных плечах рычага 35. Ползун пресса совершает Игорей рабочий ход. Вертикальные толкатели 28 входят в отверстия рычага 35 и не производят никаких действий, а вертикальный нож 29 входит в шлиц на трубе и сначала своими боковыми режущими кромками расскрывают профиль трубы по боковым стенкам, а затем центральными режущими кромками по нижией стенке. Труба разделена; Ползун пресса возвращается в ВМТ и останавливается. Вфхняя каретка 26 возвращается в передне исходное положение. Для разжима трубы необходимо снять давление в системе малого цилиндра 55 муЛьтиплякатора 2. Давление снимается подачей сжатого воздуха в полость над поршнем большого цилиндра 54. Как только труба освобЬдится от зажимов, она тут же подхватывается механизмом подачи трубы 6, так как электромуфта 39 отрегулирована таким образом, что крутящий момент, необходимый для подачи трубы, муфта пропускает. Приводной ролик 41 начинает вращаться и труба передвигается вперед. Отрезанный конец трубой выталкивается из узла резания 7, а торец трубы достигает упора 9. Здесь труба на;Жимает защелку 47. Датчик наличия трубы 48 выдает сигнал на зажим трубы и цикл повторяется; После второго реза от трубы отделяетя необходимой длины заготовка и удаляется устройством удаления 8. , На позиции налрезки трубы сверлильные. оловки 18 просверлили отверстия и возвратились в исходное положение, а на позиции разделения пресс 5 совершил два рабочих хода и верхняя каретка 26 также возвратилась в переднее исходное положение. Труба разжата и тут же механизмом подачи 6 не проталкивается .вперед. Впереди себя она толкабтзаготовку с длиной L Передний конец заготовки, проходя под упором рас: стояние N, нажимает на флажок датчика, опрокидывания рольганга 49. До этого момента отрезанную заготовку поддерживали ролики рольганга 10, поэтому заготовка находилась на линии подачи трубы. Как только датчик 49 выдал сигнал, под действием пневмоцилиндра 53, рольганг 10 опускается, заготовка ничем не поддерживается и она скатывается по направляющим рольганга устройства 8 удаления вниз, где расположен Яриемный ящик. Вместё с заготовкой опустсается упор 9, который подставляет к торцу трубы свою защелку. Труба упирается в упор 9, нажимает заш.елку 47 и останавливается. Останавливается и приводной ролик 41 механизма подачи 6 за счет проскальг зывания злектромуфты 39. Защелка 47 нажата, начат новый рабочий цикл. По сравнению с известным предлагаемая линия позволяет повысить надежность и производительность за счет автоматизации пр0 цесса резки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб | 1979 |
|
SU872059A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 2003 |
|
RU2240898C1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
| Устройство для надрезки и отломки листа стекла | 1981 |
|
SU975607A1 |
| Установка для получения трубчатых заготовок | 1976 |
|
SU608591A1 |
| Устройство для формирования настилов полотен рулонного материала и подачи их к вырубному прессу | 1983 |
|
SU1125178A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2003 |
|
RU2233740C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2003 |
|
RU2283762C2 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОДЕРЕВЯННЫХ БАЛОК ИЗ МЕТАЛЛИЧЕСКОГО СЕРДЕЧНИКА И ДВУХ ДЕРЕВЯННЫХ ОБКЛАДОК И ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2354790C2 |
ЛИНИЯ РЕЗКИ ТРУБ, содержаахая механизм подачи трубы, .состоящий Ш электродвигателя, редуктора и прижимного ролика, узел надрезки и установленный в / ----. , /и.;.,.,.. - механизм зажима трубы с приводом от гидроцилиндра, узел резания, выполненный в виде двух ножей и зажимных матриц, и откидывающийся упор, отличающаяся тем, что, с целью повышения надежности и прО: ,.изводительности, она снабжена рольгангом, мультипликаторрм с датчиком давлений, Соединенным с гидроцилиндром механизм зажима, электромуфтой с регулируемым моментом проскальзывания., установленной на валу электродвигателя механизма подачи трубы, а откидывающийся упор снабжеи защелкой, датчиком опрокидывания рольганга, расположенным за защелкой, и датчиком подачи трубы. О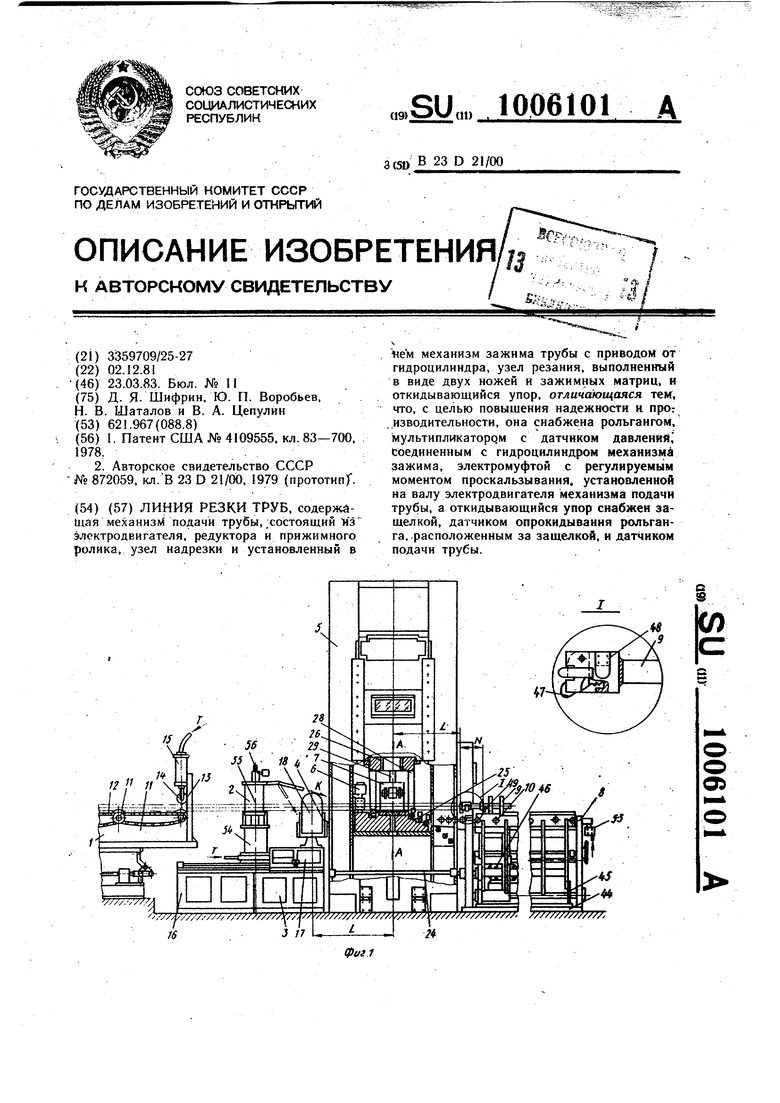
| I | |||
| Патент США № 4109555, кл | |||
| Пуговица | 0 |
|
SU83A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для резки труб | 1979 |
|
SU872059A1 |
