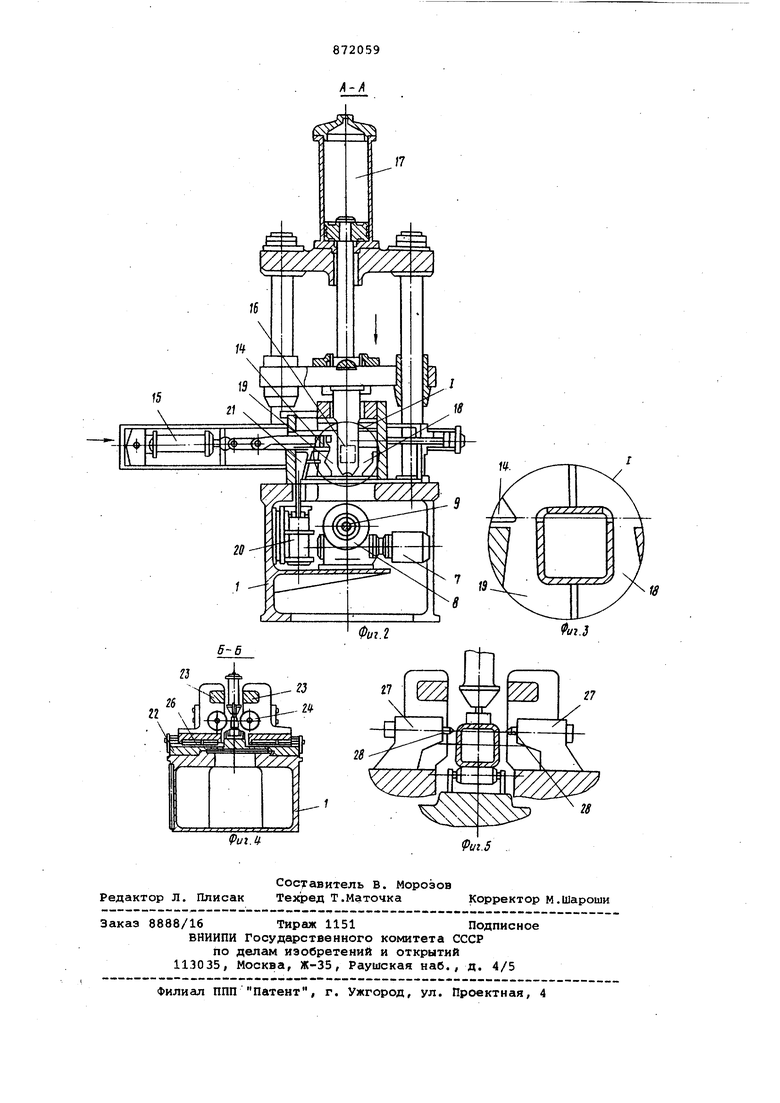
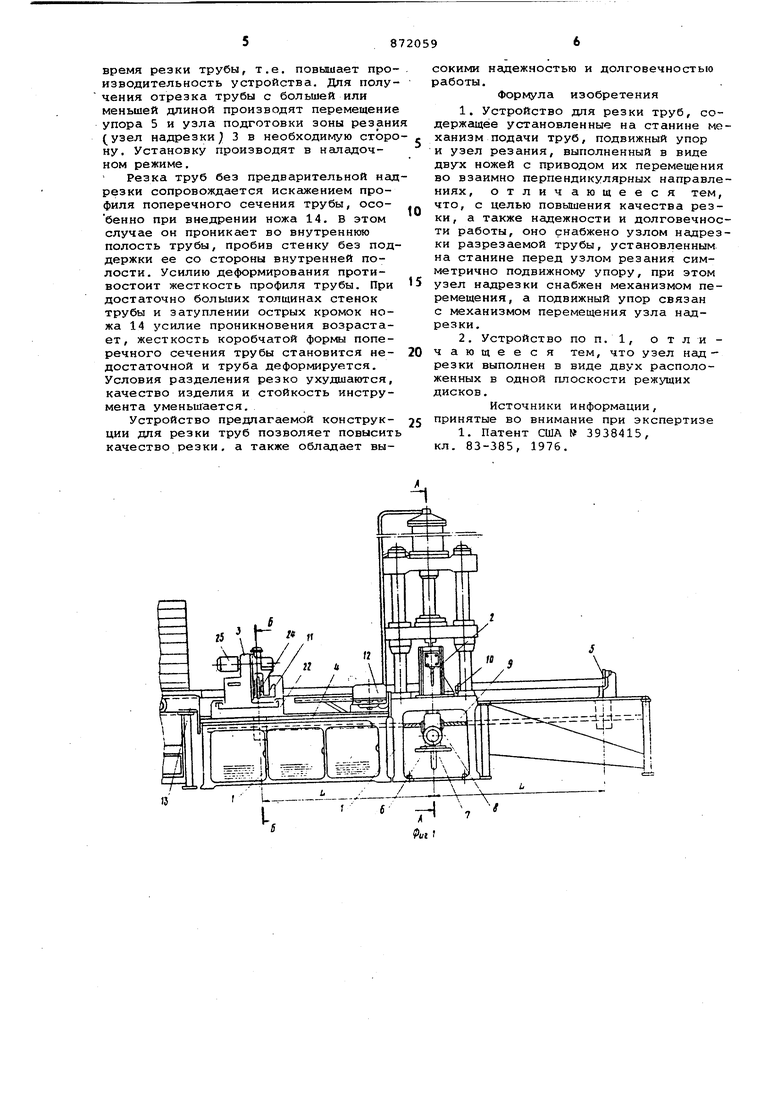
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки труб. Известно устройство для резки тру содержащее установленные на стачине- механизм подачи труб, подвижныйупор и узел резания, выполненный в виде двух ножей с приводом их перемещения во взаимно перпендикулярных направлениях l. Недостатком известного устройства является низкое качество резки, а также невысокая стойкость ножей, осо бенно при резке квадратных труб с тол щиной стенки свыше 5 мм,, что снижает надежность и долговечность работы уст ройства. Цель изобретения - повышение кагчества резки, а также надежности и долговечности работы устройства. Поставленная цель достигается тем что устройство для резки труб, содержёццее установленные на станине механизм подачи труб, подвижный упор и узел резания, выполненный в виде двух ножей с приводом их перемещения во взаимно перпендикулярных направлениях, снабжено узлом надрезки разрезаемой трубы, установленным на станине перед узлом резания симметрично подвижному упору, при ЭТОМ узел надрезки снабжен механизмом перемещения, а подвижный упор связан с механизмом перемещения узла надрезки. Узел надрезки может быть выполнен в виде двух расположенных в одной плоскости режущих дисков. На фиг. 1 изобраокено устройство для резки труб, общий вид, на фиг. 2 разрез А-А на фиг. 1, на фиг. 3 - узел I на фиг. 2, на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - узел надрезки, вариант выполнения. Устройство для резки труб содержит станину 1 (фиг. 1), на которой неподвижно смонтирован узел резания 2. Узел надрезки 3 установлен на станине 1 на направляющих 4 с возможностью передвижения вдодь линии подачи трубы. Узел надрезки 3 расположен от оси узла резания 2 на расстоянии L. На этом же расстоянии от оси узла резания 2 расположен подвижный упор 5, но только с противоположной стороны. Упор 5 и узел надрезки 3 связаны механизмом 6, обеспечивающим симметричное расположение их относительно оси узла резания. Механизм 6, обеспечивающий симметричное расположение упора 5 и узла надреэки 3 относительно оси узла резания, включает электродвигател 7, систему зубчатых передач 8 и винт 9, имензщий резьбу разного направления. Узел резания 2 и узел надрезки 3 оснащены дополнительными откидываю щимися упорами 10 и 11, работающими последовательно по направлению подави торца трубы. Дополнительные упоры 10 и 11 используют для отрезки некачественного торца вновь подав.аемой трубы. Перед узлом резания 2 установлены подс1Ющие ролики 12, имеющие привод от отдельного электродвигателя (не показан). Ролики 12 установлены на эксцентриковых шайбах и могут быть сдвинуты для работы с тру бой меньшего поперечного сечения и раздвинуты для работы с трубой большего поперечного сечения. Но во всех регулировках ролики 12 сближают и разводят так, чтобы верхняя образующая профиля труб совпадала, что обес печивает условия нормальной работы узла резания 2. Рядом с узломнадрез ки 3 установлен автоматический стеллаж .13, который поштучно выдает трубы и подает их в устройство на шаг резки. Сочетание подающих механизмов стеллажа и самого устройства дает возможность осуществить подачу трубы с двумя скоростями, вначале подачу с высокой скоростью, а при подходе к упору 5 с медленной. Узел резания 2 (фиг. 2) содержит нож 14 для раскрытия профиля трубы, который гидроцилйвдром 15 перемещают в горизонтальном направлении, нож 16 для окончательного разделения трубы, который приводится в движение гидроцилиндром 17 в вертиксшьной плоскости, зажимные губки-матрицы 18 и 19. Губка-матрица 18 неподвижная, а губка-матрица 19 подвижная и приводится I в движение гидроцилиндром 20 через клин 21 (рабочее перемещение инструментов показано стрелками . Узел надрезки 3 (фиг. 4) содержит корпус 22, контактирующий с направля ющими 4 станины 1 и винтом 9 механизма 6. В корпусе 22 смонтированы режущие диски, например фрезерные го ловки 23 с цилиндрическими фрезами 2 вращающимися от электродвигателя 25 через редукторы. -Во время фрезерования мест вхождения ножа 14 для раскрытия профиля трубы в зоне резания фрезерные головки 23 сводят с по мощью гидроцилиндра 26. Узел надрезки может быть выполнен в виде установленных на корпусе 22 головок удар ного действия 27, приводящий в движе ние ударный инструмент 28 с заострен ным концом. Головки ударного действи 27 могут быть куркового действия, ко да при нажатии курка взведенная пружина освобождается и толкает ударный инструмент 28 с большой скоростью, или взрывного действия, когда в cne-J циальной камере создается взрывная волна, толкающая инструмент 28 в сторону трубы. От удара инструмента 28. в трубе в месте внедрения ножа 14 для раскрытия профиля трубы происходит прорыв стенки, в это место входит нож 14, условия работы которого значительно облегчены, так как ему нет необходимости прорывать стенку в неблагоприятных условиях деформирования. Устройство для резки труб работает следующим образом. Разрезаемую трубу со стеллс1жа 13 подают в узел надрезки 3 до откидного дополнительного упора 11, отмеряющего длину обрезки конца, который, как правило, имеет искажение, фрезерные головки 23 узла надрезки 3 сближают, цилиндрические фрезы 24 производят сьем металла на глубине, приблизительно равной толщине стенки трубы в этом месте. Наибольшее затруднение при врезании ножа 14 для раскрытия профиля трубы представляют прямоугольные трубы, имеющие участок повышенной жесткости в углах за счет Геометрии узла и увеличенной толщины. В этом месте нож 14 испытывает наибольшее изгибающее деформирующее усилие, которое часто приводит к поломке его и искажению профиля трубы. В связи с этим цилиндрические фрезы 24 настроены так, что они снимают металл именно в углах на ширине, превышающей ширину ножа 14 на несколько десятков миллиметров. Тогда нож 14 для раскрытия профиля трубы срезает оставшуюся верхнюю часть поперечного сечения достаточно легко без искажения профиля. После подготовки зоны резания упор 11 .откидывают и трубу сначала подающим механизмом стеллажа 13, а затем подающими роликами 12 перемещают до дополнительного откидывающегося упора 10. Здесь ее зажимают в губках-матрицах 18 и 19, 3 атем ножом 14 вскрывают профиль трубы, удаляя верхнюю стенку поперечного сечения. Как только нож 14 возвратится в исходное положение начинает свое движение вниз нож 16 для окончательного разделения трубы, который удаляет оставшуюся часть поперечного сечения. Трубу освобождают от зажима, нож 16 возвращают в исходное положение, отрезанный некачественный конец трубы удаляют, упор 10 откидывают. С этого момента устройство для резки труб работает без упоров 10 и 11, а трубу каждый раз подают до упора 5 на длину отрезаемой части L. Когда производят резку трубы при помоши двух ножей 14 и 16 в узле регэлния 2, в то же время осуществляют и подготовку зоны резания при помощи цилиндрических фрез 24 в узле иадрезки 3. Совмещение времени надрозки с временем резания в узле 2 снижает общее время резки трубы, т.е. повышает про изводительность устройства. Для полу чения отрезка трубы с большей или меньшей длиной производят перемещени упора 5 и узла подготовки зоны резан (узел надрезки; 3 в необходимую стор ну. Установку производят в наладочном режиме. Резка труб без предварительной на резки сопровождается искажением профиля поперечного сечения трубы, особенно при внедрении ножа 14, в этом случае он проникает во внутреннюю полость трубы, пробив стенку без под держки ее со стороны внутренней полости. Усилию деформирования противостоит жесткость профиля трубы При достаточно больших толщинах стенок трубы и затуплении острых кромок ножа 14 усилие проникновения возрастает, жесткость коробчатой формы поперечного сечения трубы становится недостаточной и труба деформируется. Условия разделения резко ухудшаются качество изделия и стойкость инструмента уменьшается. Устройство предлагаемой конструк f H-ir - . JTUy К ции для резки труб позволяет повысит ТТТТ W тле а rfi «.ы....качество резки, а также обладает высокими надежностью и долговечностью работы. Формула изобретения 1. Устройство для резки труб сох низТио Г станинемоханизм подачи труб, подвижный упор и узел резания, выполненный в виде вГвза мно и- перемещения ниях Г перпендикулярных направлениях, отличающееся тем что, с целью повышения качества надежности и долговечности работы, оно снабжено узлом надоеэн --«овл ыГ на станине перед узлом резания симметрично подвижному упору, при этом узел надрезки снабжен механизмом перемещения, а ПОДВИЖНЫЙ упор связан с механизмом перемещения узла налрезки, 2. Устройство по п. 1, отлиающееся тем, что узел над езки выполнен в виде двух р спо енных в одной плоскости режущих ИСКОВ Источники информации, ринятые во внимание при экспертизе 1. Патент США № 3938415 л, 83-385, 1976,
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия резки труб | 1981 |
|
SU1006101A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ФИБР | 2006 |
|
RU2344904C2 |
| Поточная линия для раскроя проката | 1976 |
|
SU683903A1 |
| Станок для надрезания гибких неметаллических лент с двух сторон | 1990 |
|
SU1750945A1 |
| Линия для оребрения труб методом спиральной навивки ленты | 1989 |
|
SU1690885A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| Способ резки труб | 1979 |
|
SU969465A1 |
| Устройство для резки труб | 1989 |
|
SU1745441A1 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2015 |
|
RU2616395C1 |
| Машина для поперечной резки пруткового материала | 1985 |
|
SU1287989A1 |