Фиг.1
Изобретение относится к машиностроению, в частности к двусторонней автоматической сварке плавлением, преимущественно толстостенных металлических листов.
Известен способ двусторонней автоматической сварки, при котором сборку соединяемых элементов производят по стыковочным торцам со скосом кромок и притуплением между ними 1.
Недостатком указанного способа является сложность процесса сборки под сварку из-за отсутствия сопрягаемых поверхностей и возможности образования дефектов.
Наиболее близким техническим решением к предлагаемому является способ двусторонней сварки плавлением стыковых соединений, при котором на кромках выполняют несимметричные скосы, а соединение образуют из одной скошенной и одной прямой 2.
Недостатком этого способа сварки является возможность прожога в корне шва за счет протекания расплавленного шлака и металла сварочной ванны в зазор между свариваемыми элементами вследствие давления дуги и веса ванны.
Целью изобретения является повышение качества сварки за счет ликвидации прожога в корне шва.
Поставленная цель достигается тем, что согласно способу двусторонней автоматической сварки, при котором перед сваркой на кромках выполняют скосы, скосы на кромках выполняют под одинаковым углом, но разной ширины, а соединение под сварку собирают с перекрытием кромок большей ширины.
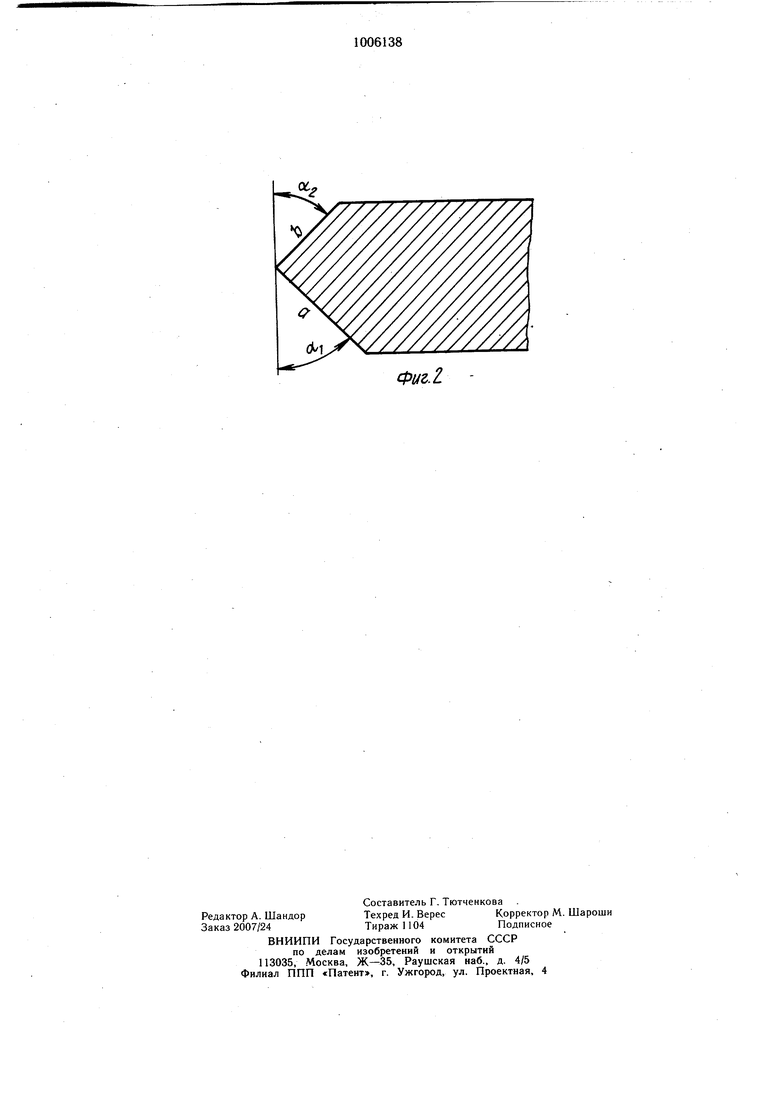
На фиг. 1 изображено сварное соединение, обший вид; на фиг. 2 - элемент соединения.
Подготовку элементов 1 и 2 (фиг. 1) под сварку выполняют так, чтобы ширина скоса кромки а не была равна ширине кромки в (фиг. 2) при равных углах разделки кромок ot| и каждого элемента.
Сборку элементов сварного соединения под сварку осуществляют таким образом, что скос кромки а большей щирины одного элемента входит в сопряжение со скосом кромки а большей ширины другого элемента. Сопряжение этих скосов кромок образуют нахлестку m (фиг. 1).
Пример. Сварка производилась сварочным трактором АДС-1000-4 сварочной проволокой Св08ГА диаметром 5 мм под слоем флюса АН-348А на образцах из стали СтЗсп толщиной 36 и 40 мм. Образцы сваривались из заготовок (элементов сварного соединения), размером 600 X 150 мм каждая. Кромки заготовок для сборки под сварку были обработаны фрезеровкой по форме предлагаемого способа. Углы скоса обеих кромок заготовки под сварку были выбраны в 30±3° (термин «угол скоса кромки взят согласно ГОСТ 2601-74, хотя в нащем случае торца-притупления и нет) нахлестка m между собираемыми в соединение под сварку элементалМИ была выбрана величиной 6±1 мм (для толщины элементов 36 и 40 мм). Зазор между собираемыми элементами устанавливался О-1 для сварки навесу.
Образцы сваривались на выбранных ре0 жимах применительно к действующему стандарту предприятия для сварки по двустосторонней симметричной разделке кромок без применения каких-либо подкладок.
Режим для толщины металла 36 мм; 2 прохода с первой стороны стыка при си5. ле сварочного тока 800-850 А, напряжении 35-37В, скорости сварки 18-19 м/ч; 2 прохода со второй стороны стыка при силе сварочного тока 1000-1050 А, напряжении 41-43 В, скорости сварки 20-21 м/ч.
Режим для толщины 40 мм; 3 прохода с первой стороны стыка при силе сварочного тока 800-850 А, напря нии 36 38 В, скорости сварки 21-22 м/ч; 2 прохода с второй стороны стыка при силе сварочного тока 1000-1050 А, напряжении 415 43 В, скорости сварки 20-21 м/ч.
При сварке первого прохода с каждой стороны стыка электрод направлялся точно в угол полученной разделки соединяемых элементов под углом 90° к поверхности свариваемых листов. Визуальный контроль после сварки показал отсутствие недопустимых дефектов сварных швов.
Радиографический контроль показал полное отсутствие каких-либо внутренних дефектов в указанных швах.
Использование изобретения позволит повысить производительность труда и качества сборки и сварки стыковых соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2553769C2 |
| Конструкция стыка для сварки с остающейся накладкой | 1975 |
|
SU556916A1 |
| Способ автоматической сварки под флюсом стыковых соединений | 1986 |
|
SU1400818A1 |
| Способ изготовления сварных стыковых соединений многослойных тонкостенных конструкций звукопоглощающих панелей | 2022 |
|
RU2803617C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| Способ двусторонней сварки плавлением стыковых соединений | 1977 |
|
SU660803A1 |
СПОСОБ ДВУСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ, при котором перед сваркой на кромках выполняют скосы, отличающийся тем, что, с целью повышения качества сварки, скосы на кромках выполняют под одинаковым углом, но разной ширины, а соединение под сварку собирают с перекрытием скосов кромок большей ширины.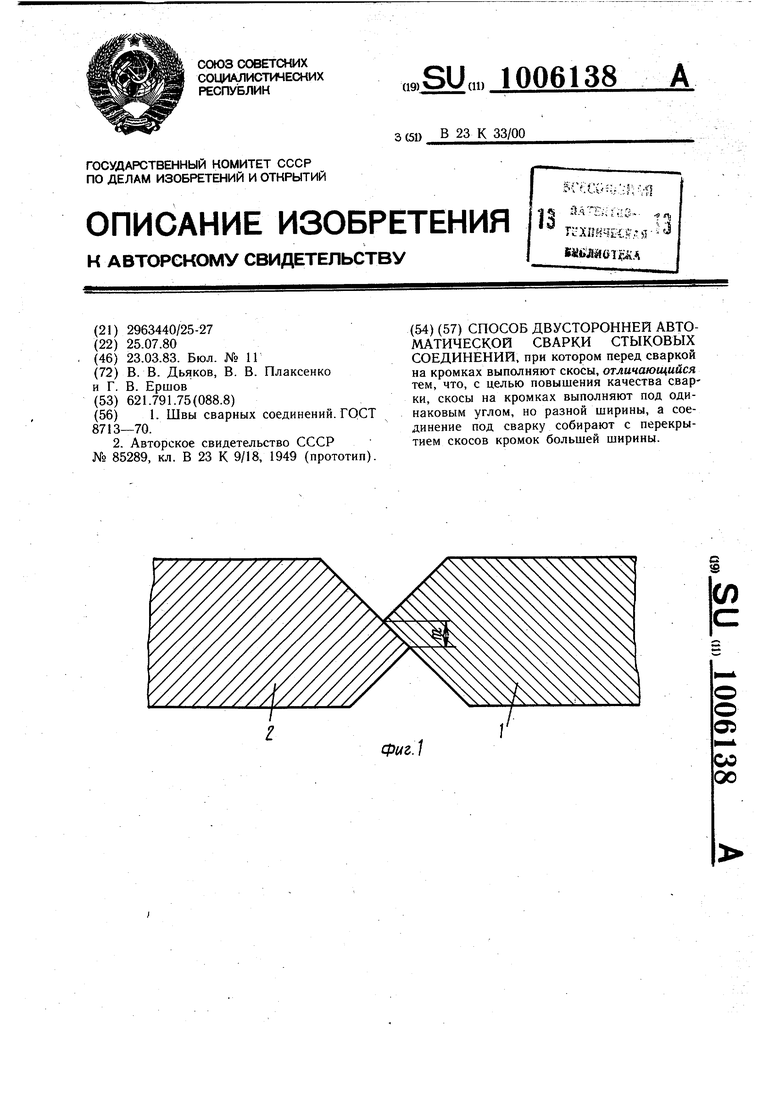
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Швы сварных соединений | |||
| ЦЕНТРОФУГА НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1927 |
|
SU8713A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СОЕДИНЕНИЙ | 1949 |
|
SU85289A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
