Изобретение относится к электрофизическим и электрохимическим методам размерной обработки и может быть использовано для обработки различных металлов и сплавов, склонных к пассивации. Известно, что применение переменного тока позволяет вести электрохимическую обработку пассивирующихся металлов и сплавов в нейтральных растворал 1. При использовании симметричного переменного тока происходит растворение электрода-инструмента, причем скорость растворения электрода превышает скорость растворения материала детали, что приводит к резкому снижению точности обработки. Использование асимметричного переменного тока позволяет снизить износ электродаинструмента. Известен также способ импульсной размерной электрохимической обработки, где длительность импульса тока ограничивают в момент, когда его производная по времени принимает отрицательные значения 2. Недостатком способа является его высокая чувствительность к флуктуациям технологического тока и напряжения и осцилляциям тока из-за непостоянства целого ряда параметров межэлектродного промежутка в процессе обработки. Целью изобретения является повышение производительности и точности формообразования за счет оптимизации процесса растворения. Поставленная цель достигается тем, что обработку ведут биполярным импульсным током, при этом в паузах между анодными импульсами на межэлектродный промежуток подают серию катодных импульсов тока, а в паузах между ними подключают зондирующие анодные импульсы, значения амплитуд токов которых сравнивают с амплитудой анодного импульса предварительно внесенного в память логического блока и при равенстве их значений отключают катодные и зондирующие анодные импульсы и подключают анодный импульс. Зондирующие анодные импульсы по амплитуде составляют 1-0,1, а по длительности 0,1-0,01 от анодных. При этом энергия катодного импульса в 25-100 раз меньше энергии анодного импульса. С целью повышения устойчивости системы отключения анодного импульса, отключение производят при снижении его амплитуды на 5-30% относительно амплитуды тока внесенного в память логического блока. На чертеже изображена работа системы, действующей по предлагаемому способу. Система содержит датчик тока 1, логический блок 2, генератор 3- анодных импульсов, генератор 4 катодных и зондирующих анодных импульсов и межэлектродный промежуток 5. Система работает следующим образом. Информация о первоначальном значении тока анодного импульса с датчика тока 1 поступает в память логического блока 2, где происходит непрерывное сравнение действующего значения анодного тока с записанным и по достижению им величины на 5-30% меньшей, чем записанное, происходит отключение генератора анодных импульсов 3 и подключение генератора катодных и зондирующих импульсов 4 к межэлектродному промежутку 5. Амплитуда зондирующих анодных импульсов сравнивается в логическом блоке 2 с записанным первоначальным значением тока анодного импульса и при их равенстве блоком 2 вырабатывается команда на отключение катодных и зондирующих анодных импульсов от межэлектродного промежутка 5 и на подключение к нему генератора анодных импульсов. Контроль за степенью пассивации обрабатываемой поверхности осуществляется по изменению амплитуды тока зондирующих анодных импульсов, генерируемая амплитуда и длительность которых выбирается таким образом, чтобы их воздействие не приводило к существенной дополнительной пассивации поверхности детали, и уменьшению частоты импульсного тока. Энергию катодного импульса выбирают из соображений осуществления полной активации обрабатываемой поверхности. Оптимизация процесса актиьчции обрабатываемой поверхности осуществляется за счет дробления энергии катодной составляющей на импульсы тока, чтобы при полной активации поверхности под действием серии единичных катодных импульсов передозировка их энергии была минимальной. Величина верхнего предела падения амплитудного значения анодного тока, при которой производится его отключение, выбирается из соображений устойчивости системы отключения от ложных срабатываний при флуктуациях технологического напряжения и осцилляциях тока из-за непостоянства целого ряда параметров межэлектродного промежутка в процессе обработки. Величина нижнего предела (30%) отключения анодного тока выбрана таким образом, чтобы анодный ток в основном расходовался на растворение металла, а не наобразование пассивирующей пленки. Предлагаемый способ позволяет свести до минимума ра-створение электрода-инструмента на этапе действия катодного тока за счет его строгой дозировки по энергии, которая равняется энергии активации запассивированной поверхности. Благодаря этому повышается точность формообразования. Повыщение КПД процесса растворения происходит благодаря поддержанию необходимого баланса между параметрами анодного и катодного токов. Пример 1. Обработку сплава ВК 8 проводили в электролите NaNO 200 г/л. Использовали анодные импульсы тока амплитудой 2,5 А при длительности 20 мс. Производительность срставила 0,005 г/мин. Пример 2. Проводили обработку сплава ВК 8 в том же электролите при тех же параметрах анодных импульсов. В паузах „ между анодными импульсами накладывали на межэлектродный промежуток серию катодных импульсов, амплитудой 1,0 А при длительности 0,4 мс. Амплитуда зондирующих анодных импульсов равнялась 1,2 А при длительности 0,25 мс. Амплитуда зондирующего импульса достигала первоначального значения после прохождения 11 катодных импульсов. Скорость съема составила 0,105 г/мин. Пример 3. Проводили обработку сплава ВК 8 в том же электролите при тех же параметрах анодного и зондирующего анодного импульсов. Амплитуда катодного импульса составила 2,5 А при длительности 0,4 мс. Амплитуда зондирующего анодного импульса достигла первоначального значения после подачи 3 катодных импульсов, Скорость съема составила 0,230 г/мин.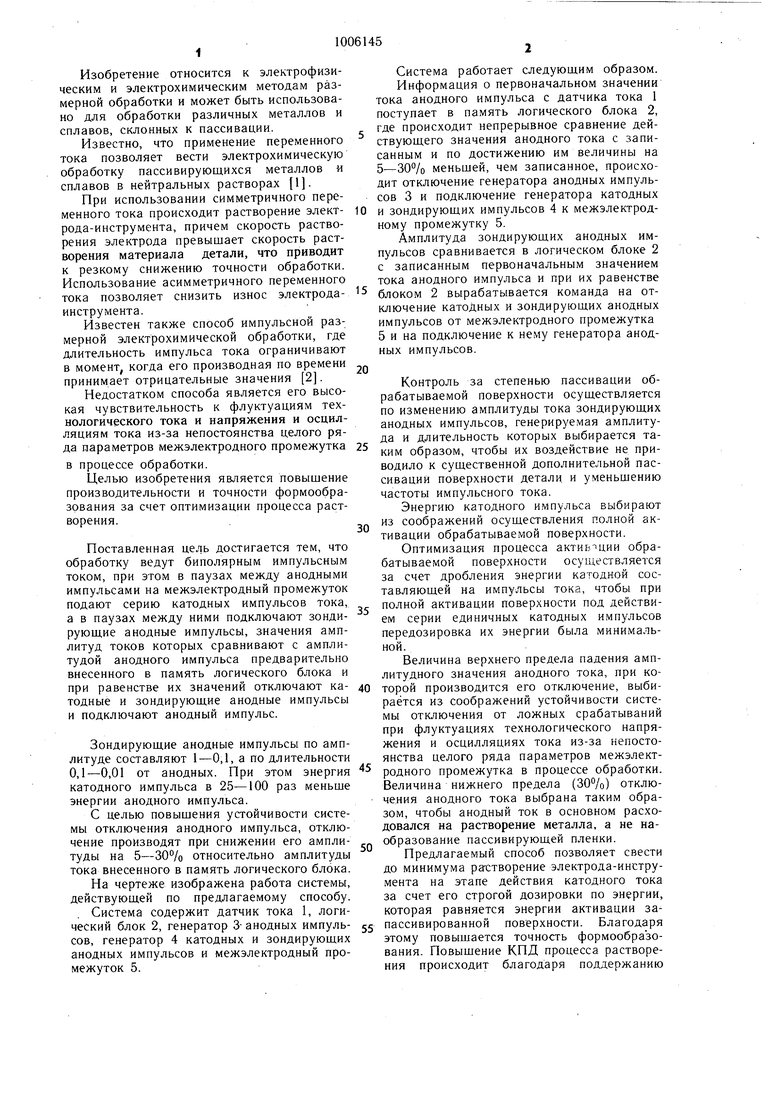
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |
| Способ электрохимической обработки металлов биполярным током | 1987 |
|
SU1440636A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2476297C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФИНИШНОГО ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТИ ГАЛЕВ ТКАЦКИХ СТАНКОВ | 2000 |
|
RU2201851C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА "ИГЛА" | 2000 |
|
RU2176580C2 |
| СПОСОБ БИПОЛЯРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2281838C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ ИМПУЛЬСНЫМ ТОКОМ с ограничением длительности анодного импульса при уменьшении его амплитуды, отличающийся тем, что, с целью повышения производительности и точности формообразования за счет оптимизации процесса растворения, в паузах между анодными импульсами на межэлектродный промежуток подают серию катодных .импульсов тока с энергией импульса в 25- 100 раз меньше энергии анодного импульса, а в паузах между ними подают зондирующие анодныеимпульсы, причем значения амплитуд токов зондирующих импульсов сравнивают с амплитудой предшествующего анодноги импульса и при равенстве их значений прекращают подачу катодных и зондирующих импульсов и подают анодный импульс. 2.Способ по п. 1, отличающийся тем, что зондирующие анодные импульсы по амплитуде составляют 1-0,1, а по длительности 0,1-0,01 от обрабатывающих анодных импульсов. 3.Способ по п. I, отличающийся тем, что отключение анодного импульса ведут (Л при снижении амплитуды анодного импульса тока на 5-30%. о: 4; ел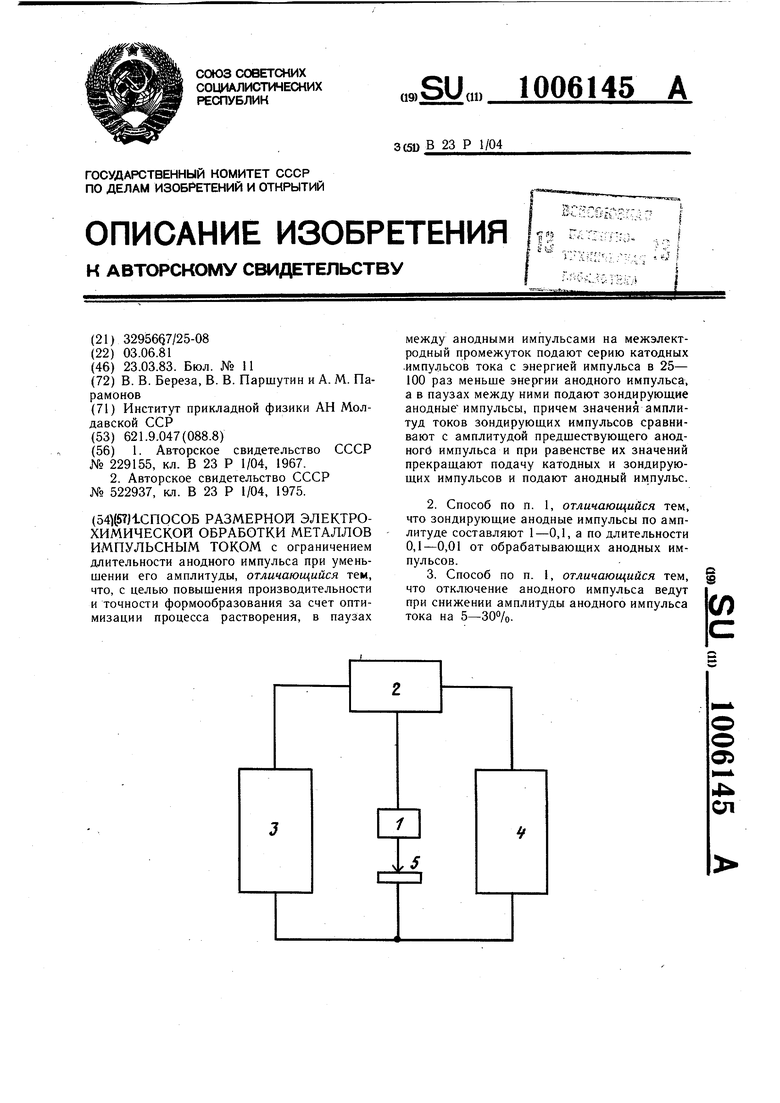
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 229155, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ импульсной размерной электрохимической обработки | 1975 |
|
SU522937A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
