Изобретение относится к области прецизионной электрохимической обработки (ЭХО) металлов и сплавов импульсным током и может быть использовано для получения сложнофасонных поверхностей деталей машин с высокой производительностью, точностью и качеством обработки, в частности при размерной электрохимической обработке деталей из легкопассивирующихся материалов, например титана и титановых сплавов.
Известен способ электрохимической обработки титана и титановых сплавов в электролите на основе однокомпонентного водного раствора нейтральной соли с использованием анодных импульсов, которые имеют длительность от 1 до 50 мc и частоту 5 до 500 Гц. Обработку осуществляют на межэлектродных зазорах 0,25 мм и более (патент США 6402931 В1, М.Кл7. В 23 Н 9/02, 2002).
Недостатком данного способа является то, что при обработке титана и титановых сплавов с использованием низкочастотных импульсов технологического тока с длительностью импульсов от 1 мс и более не удается исключить возникновения дефектов типа питтинга и точечных растравов на поверхностях заготовки, не подлежащих обработке, кроме того, использование больших зазоров для прокачки электролита через межэлектродный промежуток (МЭП) не позволяет исключить такой дефект, как струйность на обрабатываемой торцевой поверхности при размерной ЭХО.
Известен также способ электрохимической обработки титановых сплавов с использованием анодных активирующих импульсов длительностью около 20 мс, когда обработку ведут на зазорах 0,1 мм и более (Давыдов А.Д., Клепиков Р.П., Мороз И.И. Электрохимическая обработка титановых сплавов с применением анодных активирующих импульсов. - Электронная обработка материалов. 1980, 6, с. 8-10).
Недостатком данного способа является то, что он не обеспечивает достаточного повышения точности и качества электрохимической обработки титановых сплавов, так как подача относительно длинных анодных активирующих импульсов (20 мс) на больших МЭЗ (0,1-0,2 мм) также приводит к образованию дефектов типа точечных растравов (питтинга) на участках обрабатываемой заготовки, находящихся под действием малых токов рассеяния, и не обеспечивается высокое качество обрабатываемой поверхности. Кроме того, при осуществлении известных способов используют электролиты сложного состава и высокой концентрации, процентное содержание и заданное соотношение которых в процессе эксплуатации поддерживать практически сложно.
Известен способ электрохимической обработки титановых сплавов в электролитах на основе однокомпонентных водных растворов нейтральных солей с применением анодных активирующих регулируемых высокочастотных прямоугольных импульсов напряжения, подаваемых пакетами, которые синхронизируют с моментом максимального сближения колеблющегося электрода-инструмента с электродом-заготовкой, и ведут обработку на малых рабочих межэлектродных зазорах (патент 2188102, М. Кл.7 В 23 Н 3/00, Бюл. 24, 2002).
Это техническое решение как наиболее близкое по технической сущности и достигаемому эффекту принято нами в качестве прототипа.
Недостатком данного способа является то, что при обработке из-за неконтролируемого ведения процесса анодно-анионной активации обрабатываемой поверхности, или ее пассивации, или создания критической ситуации в межэлектродном промежутке из-за недопустимого уменьшения межэлектродного зазора (МЭЗ) возникают короткие замыкания электрода-инструмента (ЭИ) с обрабатываемой поверхностью, в результате этого происходит разрушение поверхности электрода-инструмента или образование дефекта, удаление которого приводит к изменению размеров рабочей части ЭИ. Возникновение короткого замыкания приводит также к образованию дефекта на обрабатываемой заготовке или к неисправимому браку. На боковой поверхности обрабатываемых полостей имеются дефекты типа растравов по границам зерен, которые существенно снижают качество поверхности.
Задачей, на решение которой направлено заявляемое изобретение, является повышение производительности, точности и качества электрохимической обработки путем существенного снижения растравленной боковой поверхности и исключения дефектов типа питтинга и точечных растравов в окрестности обрабатываемой полости за счет контролируемого ведения процесса ЭХО.
Поставленная задача достигается способом электрохимической обработки титана и титановых сплавов в электролитах на основе однокомпонентных водных растворов нейтральных солей с применением анодных активирующих регулируемых высокочастотных прямоугольных импульсов от источников тока или напряжения, подаваемых пакетами, которые синхронизируют с моментом максимального сближения колеблющегося электрода-инструмента с электродом-заготовкой и ведут обработку на малых рабочих межэлектродных зазорах, в котором в отличие от прототипа регулируют длительность пакета импульсов, фазу подачи пакета импульсов относительно момента максимального сближения электродов и скорость подачи электрода-инструмента, поддерживая такое минимальное значение рабочего межэлектродного зазора, при котором для источника напряжения импульсы тока в пакете имеют характер возрастания тока, а для источника тока импульсы напряжения в пакете имеют характер понижения напряжения, причем скорость подачи электрода-инструмента увеличивают, если для источника напряжения количество импульсов в пакете с характером возрастания тока увеличивается, а для источника тока количество импульсов в пакете с характером понижения напряжения увеличивается, в противном случае скорость подачи ступенчато уменьшают до тех пор, пока не начнется увеличение количества импульсов в пакете с возрастанием тока для источника напряжения и с понижением напряжения для источника тока, при этом используют источники импульсов со скоростью падения плотности тока по заднему фронту, исключающей пассивацию обрабатываемой поверхности, причем используют электролиты с малым содержанием нейтральных солей - 3... 9-процентной концентрации.
Регулирование длительности пакета, фазы подачи пакета относительно момента максимального сближения электродов, поддержание оптимального значения минимального МЭЗ за счет контролируемого ведения процесса по форме высокочастотных импульсов позволяют обеспечивать высокую производительность, точность и качество обработки.
Предлагаемый способ электрохимической обработки титана и титановых сплавов позволяет повысить производительность в 1,3 раза, обеспечить точность в пределах 10 мкм и качество обрабатываемой поверхности Ra=0,2-0,4 мкм по торцевой и боковым поверхностям при формировании сложнофасонных полостей.
Совокупность предложенных признаков является новой и неочевидной и обуславливает соответствие предложенного изобретения критерию "изобретательский уровень".
Предлагаемое изобретение поясняется конкретными примерами его выполнения и прилагаемыми рисунками, подтверждающими возможность его осуществления, на которых:
фиг. 1 изображает согласно изобретению изменение формы импульсов тока в пакетах в зависимости от величины МЭЗ, которые подают синхронно с моментом максимального сближения электродов;
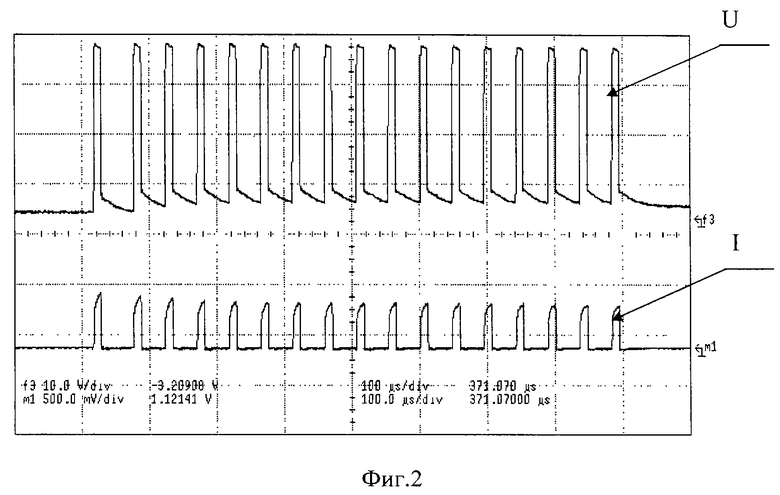
фиг. 2 изображает согласно изобретению осциллограмму пакетов импульсов напряжения и тока, подаваемых от источника напряжения, с оптимальной формой импульсов тока в пакете.
Предлагаемый способ ЭХО заключается в следующем. После включения станка, источника питания и насоса для подачи электролита в МЭП выставляют рабочий зазор и под давлением электролита на входе МЭП (50 кПа и более) производят электрохимическую обработку с подачей на МЭП пакета высокочастотных импульсов напряжения (тока). Обработку осуществляют с использованием колеблющегося электрода. Включают вибратор станка, который приводит в колебательное движение ЭИ в пределах 1...100 Гц с амплитудой колебания 0,1-0,2 мм, и выставляют начальное значение минимального МЭЗ, например, в пределах 0,01...0,05 мм. При этом высокочастотный источник питания выдает пакеты высокочастотных импульсов с частотой, равной частоте колебания ЭИ (фиг.1). Пакеты импульсов синхронизируют с моментом максимального сближения электродов, т.е. с моментом достижения межэлектродного зазора (8 мин) величиной 0,01...0,03 мм. Параметры высокочастотных импульсов, длительность пакета импульсов и фазу подачи пакета импульсов относительно момента максимального сближения электродов в процессе обработки плавно регулируют, периодически контролируя скорость подачи и качество обрабатываемой поверхности заготовки и участки, не подлежащие обработке. Сначала добиваются, чтобы не было дефектов типа питтинга и точечных растравов в окрестности обрабатываемой полости, затем добиваются увеличения скорости подачи без образования указанных дефектов. Эксперименты проводились по обработке титанового сплава ВТ-6 в однокомпонентных электролитах в 5...9-процентном в водном растворе азотнокислого натрия и в 3...5-процентном растворе хлорида натрия. Частота подачи пакетов, синхронизированных с частотой колебания электрода-инструмента, равнялась 50 Гц. Длительность пакета изменялась от 200 мкс до 3 мс, а фаза подачи пакета относительно момента максимального сближения электродов регулировалась таким образом, что в момент максимального сближения электродов часть пакета импульсов не выходила за пределы этого момента в зависимости от условий обработки (величины давления электролита на входе МЭП, схемы прокачки электролита - центральная, боковая или в ванне без прокачки, и глубины обработки) (фиг.2). Длительности импульсов в пакете и паузы между ними регулировались от 1 до 50 мкс. Скорость падения плотности тока по заднему фронту импульсов, подаваемых как от источника тока, так и от источника напряжения, имела 108А/см2•с. Высокие значения скорости выключения импульсов тока исключают практически пассивацию обрабатываемой торцевой поверхности, что обеспечивает высокую скорость анодного растворения титана и титановых сплавов.
Процесс обработки вели, контролируя изменение формы пакета и каждого импульса в пакете во времени. При этом путем регулирования длительности пакета и фазы его подачи относительно момента максимального сближения электродов поддерживали амплитуду импульсов тока при использовании источника напряжения и амплитуду импульсов напряжения при использовании источника тока приблизительно одинаковой. Уменьшением величины МЭЗ за счет увеличения скорости подачи добивались анодно-анионной активации обрабатываемой поверхности, которую оценивали по изменению формы импульса тока (напряжения) во времени. Если происходило монотонное увеличение тока от переднего фронта к заднему фронту импульса, то происходила активация поверхности, что проявлялось в увеличении скорости анодного растворения и, следовательно, в увеличении скорости подачи ЭИ. Если скорость подачи увеличивали выше допустимой, то в результате происходило уменьшение величины МЭЗ меньше допустимого (например, меньше 5 мкм). При этом рост тока в течение импульса не только прекращался, наоборот, ток во времени начинал падать вследствие заполнения МЭП продуктами электрохимических реакций - зашламления и газонаполнения. При уменьшении скорости подачи ЭИ падение тока у импульсов прекращалось, т.е. при увеличении величины МЭЗ до допустимого значения (например, 7...10 мкм) и при поддержании такого значения МЭЗ все импульсы тока в пакете снова приобретали монотонно возрастающий характер. Таким образом, регулируя длительность пакета, фазу подачи пакета относительно момента максимального сближения электродов, параметры высокочастотных импульсов, скорость подачи и поддерживая оптимальное значение минимального МЭЗ за счет контролируемого ведения процесса по форме высокочастотных импульсов, обеспечивали высокую производительность, точность и качество обработки поверхности.
В этих условиях экспериментирования на оптимальных режимах электрохимической обработки на поверхности вокруг обрабатываемой полости отсутствовали дефекты типа питтинга, точечных растравов и растравливаний по границам зерен на боковой поверхности обрабатываемой полости. Скорость обработки увеличилась относительно прототипа в 1,3 раза. Шероховатость обработанной торцевой поверхности находилась в пределах Ra=0,2-0,4 мкм. Эти положительные эффекты можно объяснить тем, что при предложенном способе обработки удается ввести большее количество электричества для анодного растворения обрабатываемой поверхности при малых значениях межэлектродного зазора (30 мкм и менее) даже в условиях использования однокомпонентных электролитов малой концентрации на основе водных растворов нейтральных солей (3...9%). Это обеспечивается повышением надежности обработки на малых межэлектродных зазорах из-за наличия контроля по форме каждого импульса тока (напряжения) в пакете и информации об анодно-анионной активации обрабатываемой поверхности, а также наличия информации о возникновении ситуации, вызывающей возникновение короткого замыкания электродов, что позволяет производить обработку без разрушения рабочей поверхности электрода-инструмента и обрабатываемой поверхности, не допуская возникновения короткого замыкания между электродами при ЭХО на предельно малых межэлектродных зазорах (в пределах 10 мкм), а также локализовать процесс формообразования при минимальных значениях МЭЗ. Все это приводит к существенному повышению производительности и качества обработки без снижения точности формообразования. На оптимальных режимах геометрические размеры и форма ЭИ копируются на обрабатываемой заготовке с погрешностью не более 0,01...0,05 мм.
Пример конкретной реализации
Предлагаемый способ электрохимической обработки реализован на модернизированном копировально-прошивочном станке модели ЕСМ-1500. Обрабатываемый материал - титановый сплав марки ВТ-6. ЭИ - сталь 40Х13. Площадь обработки -1 см2. Прокачка электролита - центральная. Состав электролита - 8% NaNO3. В процессе обработки высокочастотные (~80 кГц) импульсы напряжения длительностью 8 мкс и паузой между ними 4,2 мкс на МЭП подавали пакетами с частотой 50 Гц длительностью 1 мс. Амплитуда импульсов напряжения в пакете равнялось 25 В. Середину пакета высокочастотных импульсов напряжения синхронизировали с моментом максимального сближения электродов. Частота колебания электродов равнялась 50 Гц. Амплитуда колебания электрода - 0,1 мм. Начальный межэлектродный зазор - 0,02 мм.
В процессе обработки контролировали изменение формы каждого импульса в пакете во времени. Путем увеличения скорости подачи уменьшали величину МЭЗ, при этом добивались анодно-анионной активации обрабатываемой поверхности, которую оценивали по изменению формы импульсов тока (напряжения) во времени. Если при уменьшении величины МЭЗ происходило монотонное увеличение тока от переднего фронта к заднему фронту импульса, то скорость анодного растворения поверхности увеличивалась, что позволяло увеличить и скорости подачи. Однако если подачу увеличивали выше допустимой, то рост тока в течение импульса прекращался и изменялась форма импульса тока, т.е. ток во времени начинал падать вследствие заполнения МЭП продуктами электрохимических реакций из-за уменьшения величины МЭЗ меньше 5 мкм. При уменьшении скорости подачи, т.е. при увеличении величины МЭЗ от 5 до 20 мкм падение тока импульсов прекращалось и при поддержании такого значения МЭЗ все импульсы пакета снова приобретали монотонно возрастающий характер.
Таким образом, регулируя скорость подачи, поддерживали оптимальное значение МЭЗ, обеспечивающего высокую производительность, точность и качество обработки. В этих условиях на оптимальных режимах электрохимической обработки на поверхности вокруг обрабатываемой полости отсутствуют дефекты типа питтинга, точечных растравов и растравливаний по границам зерен на боковой поверхности обрабатываемой полости. Скорость обработки увеличилась относительно прототипа в 1,3 раза. Шероховатость обработанной торцевой поверхности находится в пределах Ra=0,2-0,4 мкм. Погрешность копирования ЭИ на обработанной поверхности составляет не более 0,02 мм. В окрестности обработанной полости на поверхностях, не подлежащих обработке, дефекты типа питтингов и точечных растравов отсутствуют.
Таким образом, предложенный способ электрохимической обработки позволяет существенно увеличить скорость обработки, улучшить качество поверхности и повысить точность обработки в результате контролируемого ведения процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2188103C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ЗАЗОРА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 2001 |
|
RU2211121C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
Способ может быть использован при прецизионной электрохимической обработке для получения сложнофасонных поверхностей деталей машин. Обработку проводят в электролитах на основе однокомпонентных водных растворов нейтральных солей 3...9-процентной концентрации. Подачу пакетов анодных активирующих регулируемых высокочастотных прямоугольных импульсов от источников напряжения или тока синхронизируют с моментом максимального сближения колеблющегося электрода-инструмента с электродом-заготовкой. Обработку ведут на малых рабочих межэлектродных зазорах. Регулируют длительность пакета импульсов, фазу подачи пакета импульсов относительно момента максимального сближения электродов и скорость подачи электрода-инструмента. Используют источник импульсов со скоростью падения плотности тока по заднему фронту, исключающий пассивацию обрабатываемой поверхности. Способ позволяет существенно увеличить скорость и точность обработки в результате контролируемого процесса, а также улучшить качество поверхности. 2 ил.
Способ электрохимической обработки титана и титановых сплавов в электролитах на основе однокомпонентных водных растворов нейтральных солей с применением анодных активирующих регулируемых высокочастотных прямоугольных импульсов от источников напряжения или тока, подаваемых пакетами, которые синхронизируют с моментом максимального сближения колеблющегося электрода-инструмента с электродом-заготовкой, и ведут обработку на малых рабочих межэлектродных зазорах, отличающийся тем, что регулируют длительность пакета импульсов, фазу подачи пакета импульсов относительно момента максимального сближения электродов и скорость подачи электрода-инструмента, поддерживая такое минимальное значение рабочего межэлектродного зазора, при котором для источника напряжения импульсы тока в пакете имеют характер возрастания тока, а для источника тока импульсы напряжения в пакете имеют характер понижения напряжения, причем скорость подачи электрода-инструмента увеличивают, если для источника напряжения количество импульсов в пакете с характером возрастания тока увеличивается, а для источника тока количество импульсов в пакете с характером понижения напряжения увеличивается, в противном случае скорость подачи ступенчато уменьшают до тех пор, пока не начнется увеличение количества импульсов в пакете с возрастанием тока для источника напряжения и с понижением напряжения для источника тока, при этом используют источники импульсов со скоростью падения плотности тока по заднему фронту, исключающей пассивацию обрабатываемой поверхности, и используют электролиты с малым содержанием нейтральных солей – 3…9%-ной концентрации.
| RU 2188102 C1, 27.08.2002 | |||
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2188103C1 |
| Способ размерной электрохимической обработки | 1976 |
|
SU621520A1 |
| Способ электрохимической обработки | 1977 |
|
SU717847A1 |
| US 6402931 B1, 11.06.2002 | |||
| Приспособление для указания частоты электрических импульсов | 1934 |
|
SU45081A1 |

