Изобретение относится к абразивным HHCTpyMeHtaM для шлифования торцом круга, а именно для глубинного шлифования, т. е. при обработке с повышенными глубинами шлифования и пониженной нродольной подачей.
Известен шлифовальный круг, выполненный Б виде корпуса, в торце которого закреплен абразивный слой, с выполненными на нем по дуге окружности канавками 1.
Однако при использовании данного круга с увеличенной глубиной шлифования (0,5- 1,0 мм) на рабочей поверхности круга образуется треугольный профиль, что приводит к ухудшению качества шлифовальной поверхности и снижению производительноети за счет необходимости осуществления правки вершины треугольного профиля или введения доводочных операций с целью достижения требуемой шероховатости.
Целью изобретения является увеличение производительности обработки наряду с повышением качества обработанной поверхности вследствие сохранения в процессе шлифования на режушей поверхности круга в радиальном сечении профиля в виде трапеции, т. е. сохранение участка с постоянной плоской поверхностью, параллельной обрабатываемой.
Поставленная цель достигается тем, что в круге, включающем корпус и закрепленный на его торце режущий алмазно-абразивный слой с выполненными по дуге окружноети канавками, в котором канавки расположены между внутренней кромкой круга и его средней осевой линией, а суммарный центральный угол, охватывающий дуги канавок, составляет 300-320°, при этом ширина канавок выбрана из соотношения
г, S D к
где Р - масса абразива в круге, карат;
S - толщина абразивного слоя круга, мм;
наружный диаметр круга, мм; концентрация абразива в круге, %.
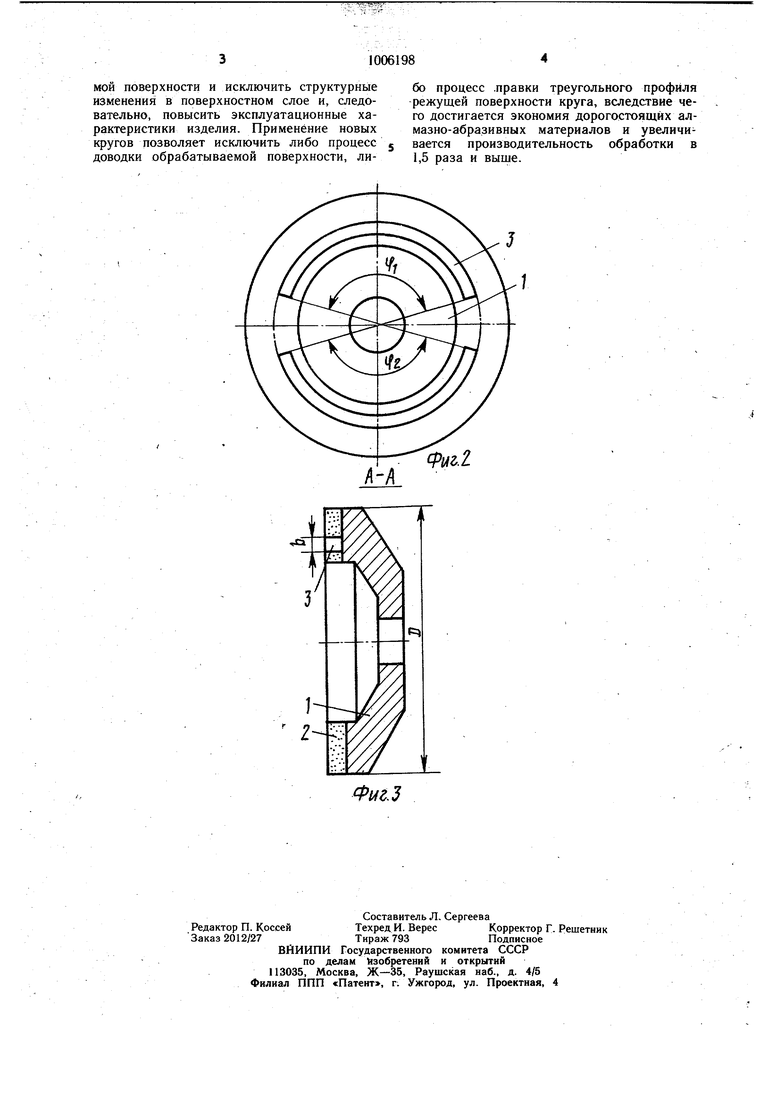
На фиг. 1 изображен круг со стороны его торцовой алмазно-абразивной части с канавками, общий вид, четыре дуговые канавки; на фиг. 2 - то же, две дуговые канавки; на фиг. 3 - сечение А-А на фнг. 1.
Шлифовальный круг состоит из корпуса 1, на его торце закреплен алмазно-абразивный слой 2, в котором по дуге окружности выполнены канавки 3.
Шлифовальный круг работает следующим образом.
Круг устанавливается посредством корпуса 1 на оправку шпинделя шлифовального станка и закрепляется на ней. Обра батываемое изделие закрепляется в зажимном устройстве и получает возвратно-поступательное движение продольной подачи от периферии круга к центру, а также поперечную подачу на глубину обработки. При вращении круга СОЖ (или электролит) поступает в зону шлифования. При шлифовании с поперечной подачей в двойной ход обрабатываемого изделия вначале в работу вступает участок алмазно-абразивного слоя, заключенный между наружной кромкой круга и наружной кромкой канавок, а при обратной подаче - участок слоя, заключенный между внутренней кромкой канавок и внутренней кромкой круга. Эти участки предназначены для съема металла с высокой производительностью. Алмазно-абразивный слой, заключенный в промежуток между канавками по окружности, предназначен для зачистки обрабатываемой поверхности , так как вследствие уменьшения площади рабочей поверхности круга за счет канавок такой слой будет оставаться параллельным обрабатываемой поверхности.
Образование в процессе щлифования на круге площадки, параллельной обработанной поверхности, достигается регулировкой за счет изменения суммарного центрального угла «f «fi+q -f-qs+f, охватывающего дуги канавок. При выборе угла меньще 300° площадь рабочего слоя, заключенного между канавками по дуге окружности, увеличивается, и режущий слой начинает принимать участие в съеме основного припуска, что приводит к образованию на нем треугольного профиля и ухудщению качества обработанной поверхности.
При увеличении угла более 320° площадь рабочего слоя, заключенного между канавками, уменьщается, в результате чего резко снижается число абразивных зерен, участвующих в формировании качественной поверхности, а также снижается прочность алмазно-абразивного слоя между канавками, что приводит к склонам или разрушению его.
Сохранение профиля режущей поверхности круга в радиальном сечении в форме трапеции позволяет значительно снизить высоту микронеровностей обработанной поверхности по сравнению с кругом, имеющим треугольный профиль S радиальном сечении. На получение высокого качества поверхности влияет также то, что окончательная обработка производится прерывистым абразивным слоем, что снижает температуру при шлифовании и исключает структурные превращения в поверхностном слое изделия.
Круг новой конструкции позволяет работать с более высокой производительностью по сравнению с известным более чем в 1,5- 2 раза. Это достигается за счет увеличения глубины шлифования (0,2-0,6 мм/дв. ход у известного и 0,8-1,00 мм/дв. ход у предлагаемого круга) или продольной подачи (0,35-0,45 м/мин у известного и 0,5- 0,6 м/мин у предлагаемого круга).
При использовании предлагаемого круга можно достичь тройного эффекта: повысить производительность шлифования, снизить высоту микронеровностей обрабатываемой поверхности и исключить структурные изменения в поверхностном слое и, следовательно, повысить эксплуатационные характеристики изделия. Применение новых кругов позволяет исключить либо процесс доводки обрабатываемой поверхности, либо процесс .правки треугольного профиля режущей поверхности круга, вследствие чего достигается экономия дорогостоящих алмазно-абразивных материалов и увеличивается производительность обработки в 1,5 раза и выше.
Ф14г.З
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2205736C1 |
| Прерывистый шлифовальный круг | 1987 |
|
SU1495104A1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ КАНАВОК ОТВЕРСТИЙ ВРЕЗАНИЕМ | 2004 |
|
RU2276003C1 |
| УПРУГИЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2006 |
|
RU2327557C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2004 |
|
RU2275296C1 |
| Способ обработки деталей из твердых хрупких неметаллических материалов | 1990 |
|
SU1743808A1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВРЕЗАНИЕМ ВНУТРЕННИХ КАНАВОК | 2006 |
|
RU2329130C1 |
| Способ прерывистого торцового алмазно-абразивного шлифования | 1983 |
|
SU1106648A1 |
| КОМБИНИРОВАННЫЙ АЛМАЗНО-АБРАЗИВНО-ВЫГЛАЖИВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2303512C1 |
| СПОСОБ АДДИТИВНО-АДАПТИВНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118248C1 |
ШЛИФОВАЛЬНЫЙ КРУГ, выполненный в виде корпуса, на торце которого закреплен абразивный слой с выполненными на нем по дуге окружности канавками, отличающийся тем, что, с целью повышения производительности и качества обработки при глубинном шлифовании путем сохранения участка с постоянной плоской поверхностью, параллельной обрабатываемой, канавки расположены между внутренней кромкой круга и его средней линией, а суммарный центральный угол, охватываюший дуги канавок, составляет 300-320°, при этом шина канавок b определяется по формуле285.10.р гдеР - масса абразива в круге, карат; S - толщина абразивного слоя, круга, мм; D - наружный диаметр круга, мм; К - концентрация абразива в круге, %. (Л Од 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шлифовальный круг | 1973 |
|
SU499083A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
