1
Изобретение относится к абразивным инструментам для шлифования торцом круга.
Известен абразивный круг для электролитического (электроабразивного) шлифования плоских поверхностей, на рабочем торце которого выполнены канавки под определенным углом к радиальному направлению.
Недостатком известного устройства является неравномерная подача электролита в межэлектродный зазор и засорение канавок шламом, приводяш,ее к снижению производительности процесса.
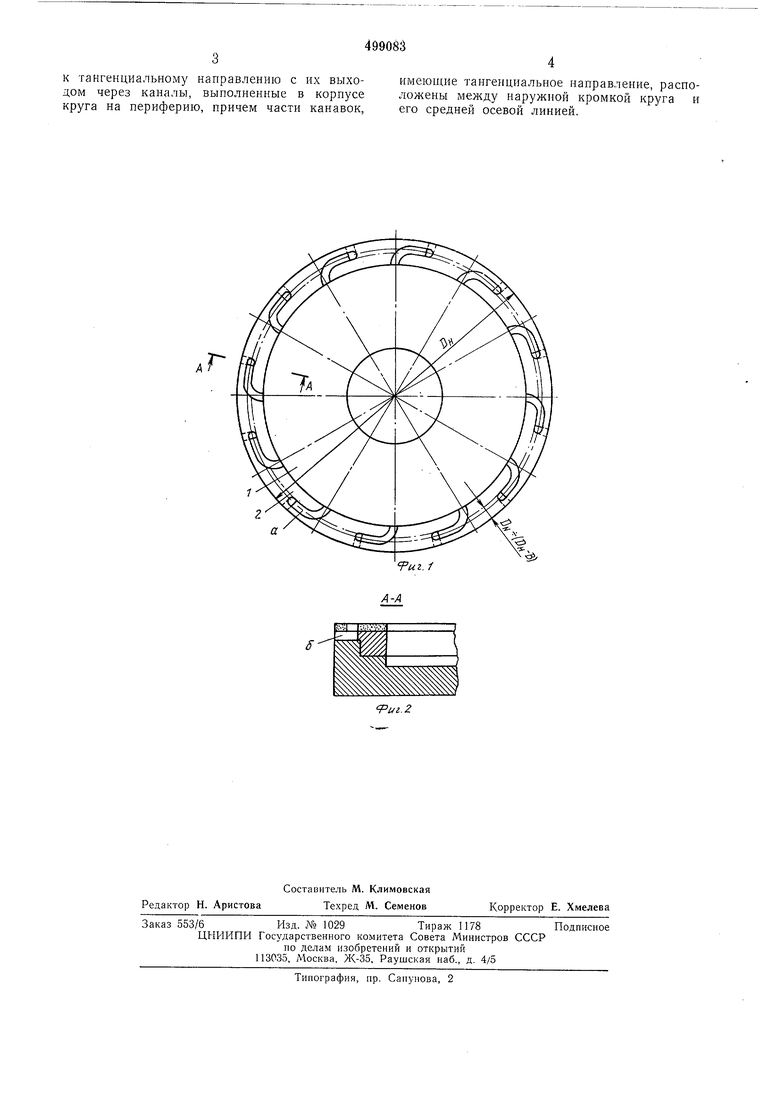
С целью обеспечения равномерной подачи электролита в межэлектродный зазор и своевременного удаления шлама из рабочей зоны канавки на торце круга имеют форму сопряженного перехода от радиального к тангенциальному направлению с последующим выходом их через каналы, выполненные в корпусе круга на нериферию, причем части канавок, имеющие тангенциальиое направление, расположены между наружной кромкой круга и его средней осевой линией.
На фиг. 1 изображен предлагаемый шлифовальный круг; на фиг. 2 - сечение по А-А на фиг. 1.
Алмазный круг 1 с рабочим слоем (алмазным) 2 снабжен канавками а и каналами б. Конструктивные размеры канавок с каналами выбираются в зависимости от наружного
диаметра круга (D,,) и ширины его рабочего слоя (В).
Шлифовальный круг работает следующим образом.
Электролит через трубопровод или нолый шпиндель подается на отражательный диск, встроенный в выточку круга, а оттуда по канавкам а в межэлектродиый зазор с последующим выходом через каналы б на периферию круга. Благодаря выбранной конструкции канавок электролит непрерывно постунает в полость и находится под избыточным давлением, что позволяет ему обильно смачивать, охлаждать, активно участвовать в электрохимических процессах и уносить отходы шлифования через каналы б, которые находятся на другом уровне относительно плоскости канавок.
20
Формула изобретения
Шлифовальный круг для электроабразивной обработки с канавками на рабочем торце, отличающийся тем, что, с целью обеспечения равномерной подачи электролита в межэлектродный зазор и своевременного удаления шлама из рабочей зоны, канавки имеют форму сопряженного перехода от радиального к тангенциальному направлению с нх выходом через каналы, выполненные в корпусе круга на периферию, причем части канавок, имеющие тангенциальное направление, расположены между наружной кромкой круга и его средней осевой линией.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прерывистого торцового алмазно-абразивного шлифования | 1983 |
|
SU1106648A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Шлифовальный круг | 1981 |
|
SU1006198A1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2001 |
|
RU2184025C1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2205736C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ КАНАВОК ОТВЕРСТИЙ ВРЕЗАНИЕМ | 2004 |
|
RU2276003C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2004 |
|
RU2275296C1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| Электрод-инструмент для размерной электрохимической обработки | 1984 |
|
SU1187938A2 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
