(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный инструмент | 1982 |
|
SU1077771A1 |
| Способ обработки твердых материалов | 1980 |
|
SU931387A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 1989 |
|
SU1839393A1 |
| СПОСОБ ОБРАБОТКИ ТРУЩИХСЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ ИСКУССТВЕННО ВЫРАЩЕННОГО МОНОКРИСТАЛЛА НА ОСНОВЕ АЛЬФА-AlO | 2014 |
|
RU2585885C2 |
| СПОСОБ УСКОРЕННОГО ФОРМИРОВАНИЯ МАКРОТОПОЛОГИИ ВЫСТУПОВ ИНСТРУМЕНТА В ВИДЕ ПРЕРЫВИСТОГО КРУГА | 1997 |
|
RU2136477C1 |
| СПОСОБ ГЕТТЕРИРУЮЩЕЙ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2001 |
|
RU2224330C2 |
| СПОСОБ АДДИТИВНО-АДАПТИВНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118248C1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| СПОСОБ РЕЗКИ ПОЛУПРОВОДНИКОВЫХ СЛИТКОВ НА ПЛАСТИНЫ | 1996 |
|
RU2108225C1 |
Использование: область алмазно-абразивной обработки деталей из хрупких твердых неметаллических материалов с металлическими вставками. Сущность изобретения: шлифовальный круг 3 со связанными алмазными зернами перед этапом выхаживания отводят от обрабатываемой поверхности 1 на величину не более 1/3 диаметра алмазного зерна в круге и подают суспензию или пасту со свободными абразивными зернами. Величину основной фракции свободных зерен выбирают из усdct «- K|qp k, где икр - величина ловия ;згъ основной фракции алмазных зерен в кру-. re; h - величина подъема круга; Jo-эмпирический коэффициент, зависящий от технологических условий и режима обработки; RZ - высота микронеровностей на поверхности. 1 ил.
Изобретение относится к области алмазно-абразивной обработки деталей из хрупких твердых неметаллических материалов с металлическими вставками и может быть использовано в машино- и приборостроении.
Известен способ абразивной обработки твердых материалов, включающий шлифование связанным в круге абразивом и последующее выхаживание в течение определенного времени с подачей в зону обработки суспензии, содержащей зерна абразивные с размером 2/3 величины зерен, связанных в круге.
Недостаток известного способа в том, что при шлифовании изделий из твердых неметаллических материалов с металлическими вставками взвешенные в суспензии абразивные зерна попадают под круг, защемляются и работают как связанные, оставляя на обработанной поверхности однонаправленные следы, наволакивают и втирают металл сквозных вставок в материал изделия.
Ц ель изобретения - повышение качества изделия со сквозными металлическими вставками за счет устранения наволакивания и втирания металла указанных вставок в материал изделия.
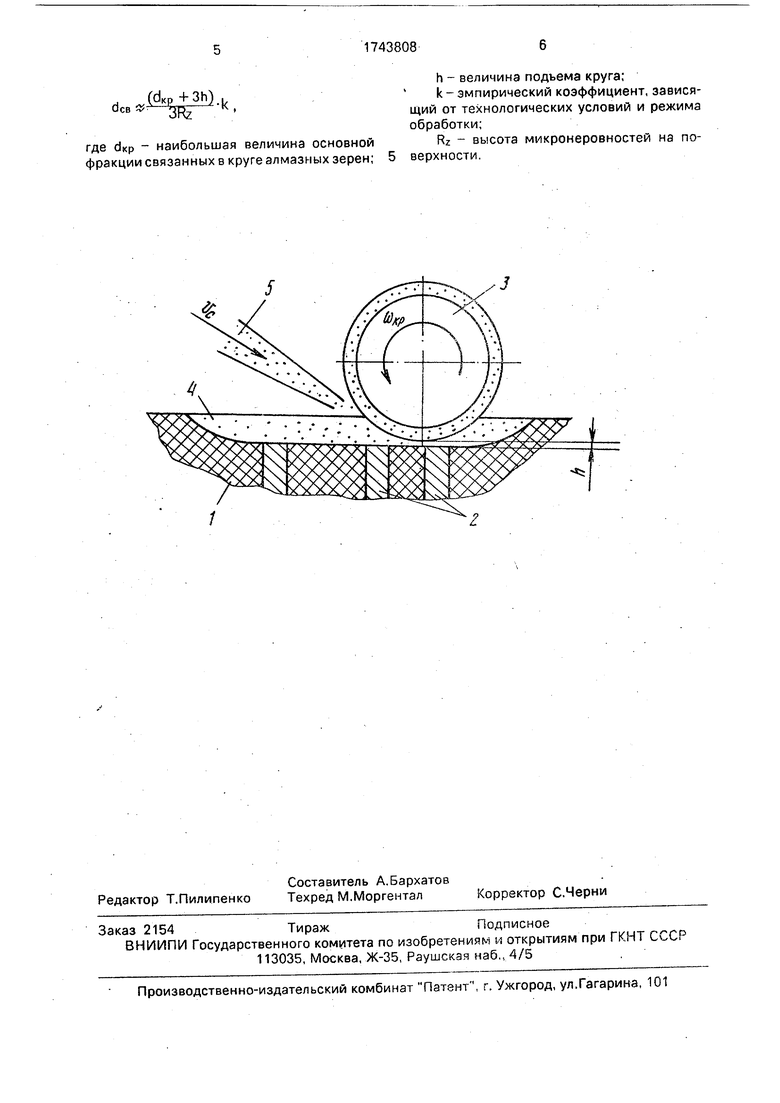
На чертеже представлена схема осуществления способа.
Обрабатываемое изделие 1 из неметаллического хрупкого материала со сквозными вставками 2 закрепляют на столе станка и вышлифовывают алмазным кругом 3 канавку 4 в соответствии с требованиями чертежа, после чего круг отводят от ее поверхности на величину не более 1/3 диаметра алмазных зерен в круге и посредст
ь
ы
00
о
00
вом устройства 5 подают в рабочую зону абразивную суспензию, величину абразивных зерен в которой выбирают из условия
dee
(dKp+3h) ,
-14rs К.
зъ
где - величина алмазных зерен в круге;
h - величина подъема круга; k-эмпирический коэффициент, зависящий от технологических условий и режима обработки;
Rz - высота микронеровностей на по- верхности.
Подъем круга перед заключительным этапом с подачай в зону обработки пасты или суспензии со свободными абразивными зернами, имеющими величину основной фракции йсв А/Р обеспечивает наилучшие условия для бесконтактной турбоабразив- ной обработки (при отсутствии прямого контакта алмазных зерен шлифовального круга с обрабатываемой поверхностью), когда абразивные зерна в суспензии под кругом работают Е свободном состоянии, перекатываясь в матрице из алмазных зерен круга. Каждое абразивное зерно работает свободным, не защемляясъ между кругом и обрабатываемой поверхностью. Свободные зерна перемещаются, подталкиваемые алмазными зернами круга, и прижимаются к поверхности изделия центробежными силами через слой жидкой фазы суспензии. Эти зерна вращаются с большой скоростью и насекают пленку металла вставок, которая появилась в результате наволакивания и (втирания) насаливания металла вставок на поверхность неметаллической детали при шлифовании. Жидкая фаза суспензии проникает при этом в трещины, возникающие в пленке от воздействия свободных абразивных зерен, расклинивают и окисляют металл, а идущие следом свободные зерна удаляют окисную пленку, частицы металла с ослабленной адгезией и скругляют вершины микронеровностей, ослабленные многократным передеформированием. Поверхность изделия очищается от втертого кругом металла вставок, значительно увеличивается сопротивление (токи утечки минимальные), уменьшается параметр шероховатости, повышается качество изделия. Линейный размер (глубина) канавки при этом практически не изменяется .
Отвод круга на величину больше 1 заставляет использовать крупные абразивные зерна, что ухудшает параметры шероховатости, ухудшает качество. Кроме того, крупные зерна менее изометричны по форме и разноразмерности, поэтому возможно их защемление под зернами круга, при этом абразивные зерна начинают работать в квазизакрепленном состоянии, дополнительно наволакивая и втирая металл вставок в материал изделия, или образуют выколки.
Способ был реализован при обработке канавок в деталях из минералокерамики
ВК-94, Деталь имела форму с отверстием. В ней с выхода на оба плоских торца размещено 40 вставок из ковара в местах формирования канавок. Шлифование выполняли алмазным кругом прямого профиля за несколько проходов. Использовали круги с
зерном АСМ 14 /10, АС 80/63, AC 125/10Q.
После вышлифовывания канавки на
полную глубину на заключительном этёИе
обработки круг отводили на величину h, поеле чего попутно вращению с расходом 0,1...0,2 л/мин подавали абразивную суспензию с зерном.
Величину dcs определяли следующим образом: например, при подьеме круга на
0,010 мм для шероховатости с параметром ,RZ 1 мкм при dKp 80 мкм
. 80 +3-10 „ с 00 dco -о-0, мкм.
Выбираем ближайшее в ряду d 20 мкм, Таким образом, в результате подъема шлифовального круга над обработанной поверхностью на величину до 1 /3 dKp и подачи суспензии со свободными зернами, величина основной фракции которых удовлетворяет условию dce A/R устранено наволакивание и втирание металла вставок и улучшено качество изделия,
Формула изобретения
Способ обработки деталей из твердых хрупких неметаллических материалов,
включающий врезное шлифование кругом со связанными алмазными зернами и подачу в зону обработки суспензии или пасты со свободными абразивными зернами на этапе выхаживания, отличающийся
тем, что, с целью повышения качества изделия со сквозными металлическими вставками за счет устранения наволакивания и втирания металла указанных вставок в материал изделия, перед этапом выхаживания
шлифовальный круг отводят от обрабатываемой поверхности на величину не более 1 /3 диаметра алмазного зерна в круге, а величину основной фракции свободных зерен выбирают из условия
ri ..(dKP+3h) . dcB sO K3Rz k ,
где d«p - наибольшая величина основной фракции связанных в круге алмазных зерен; 5
h - величина подъема круга;
k - эмпирический коэффициент, зависящий от технологических условий и режима обработки;
Rz - высота микронеровностей на поверхности.
/
| Способ обработки твердых материалов | 1980 |
|
SU931387A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
