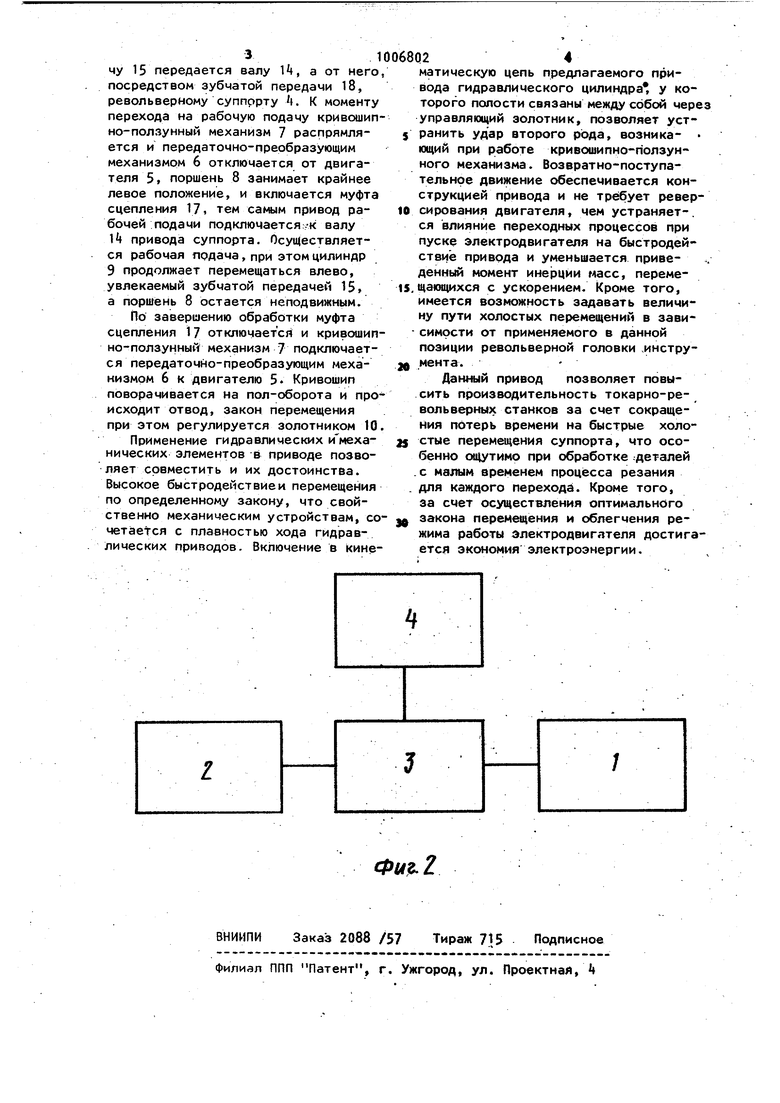
Изобретение относится к станкостроению и может быть использовано на металлорежущих станках токарной группы, кроме того, в приводах пере мещений агрегатных станков, автомат ческих линий и других устройств, в которых цикл перемещения рабочего органа состоит из рабочего и холостого перемещения при значительной массе рабочих органов и требуется высокое быстродействие и точность позиционирования. Известен привод суппорта, применяемый в одношпиндельных токарно-ре вольверных автоматах, имеющих привод рабочей подачи и привод быстрь1х перемещений, конечное звено которого выполнено в виде кривошипно-ползунного механизма. Привод обеспечивает быстрые холостые перемещения с высокими скоростями и позволяет осуществить различные скорости рабочих подач LI, Недостатком привода является неизменность величины пути быстрого перемещения, неоправданная при обработке с использованием многоинструментальных наладок, когда минимал ная необходимая величина пути холостого хода будет различной для каждои позиции револьверной головки. Кроме того, в процессе работш кривошипно-ползунного механизма происходит удар второго рода, что ограничивает применение подобных приводов работой с исполнительными орган ми небольшой массы. Цель изобретения - уменьшение по терь времени на холостые перемещени и улучшение динамических характерис тик привода. Поставленная цель достигается те что привод суппорта токарно-револь верного станка, содержащий привод быстрых перемещений с кривошипно-пол зунным механизмом.и привод рабочих подач с конечными звеньями в виде зубчато-реечной пары, снабжен цилинд ром, а ползун кривошипно-ползунного механизма выполнен в виде поршня, размещенного в цилиндре, полости ко торого заполнены регулируемым объемом жидкости, при этом цилиндр через рейку связан с продольно перемещаемым суппортом. На фиг. 1 схематически изображен привод; на фиг. 2 - то же, структурная схема. Привод суппорта станка включает в себя привод быстрых перемещений 1 и привод рабочей подачи 2 , связанные посредством общих для обоих приводов звеньев 3 с суппортом k. Привод быстрых холостых перемещений 1 состоит из двигателя 5 свя- занного передаточно-преобразующим механизмом 6 с кривошипно-ползунным механизмом 7, к которому присоединен поршень 8, размещенный в цилиндре 9, связанном с общим звеном 3. Полости цилиндра 9 сообщаются между собой через регулирующий золотник 10, плунжер которого соединен .с уп- авляющим устройством 11, закрепленным на корпусе золотника 10 и связанным с револьверным суппортом , например, посредством кулачка 12, размещенного на поворотном барабане 13 суппорта k. Привод рабочей подачи 2 может быть произвольного типа, например, с применением коробки подам. Общее звено 3 может быть выполнено, например, в виде вала 1А,с которым связаны: зубчатая передача 15, посредством которой к валу 1 присоединен привод быстрых холостых перемещений 1; зубчатая передача 1б и муфта сцепления 17, которыми с валом 14 связан привод рабочей подачи 2, зубчатая передача 18, через которую вал 14 связан с суппортом 4. Привод суппорта токарно-револьверного станка работает следующим образом. Исходное положение;: револьверный суппорт 4 отведен, муфта сцепления 17 и. передаточно-преобразующий механизм 6 разомкнуты, поршень 8 находится в крайнем правом положении. По команде от системы управления станка передаточно-преобразующий механизм 6замыкается и соединяет кривошипно-ползунный механизм 7 с постоянно включенным двигателем 5Кривошип.поворачивается и при этом происходит перемещение поршня 8 влево. Жидкость из левой полости цилиндра 9 перетекает в правую полость через управляющий золотник 10. Плунжер золотника 10 взаимодействует с кулачком управляющего устройства 11, при этом гидравлическое сопротивление-золотника изменяется таким образом, чтобы обеспечить безударный закон движения цилиндра 9 от которого движение через зубчатую переда-, чу 15 передается валу Т, а от него посредством зубчатой передачи 18, револьверному суппорту t. К моменту перехода на рабочую подачу кривошип но-ползунный механизм 7 распрямляется и передаточно-преобразующим механизмом 6 отключается от двигателя 5, поршень 8 занимает крайнее левое положение, и включается муфта сцепления 17, тем самым привод рабочей подачи подключается:-к валу И привода суппорта. Осуществляется рабочая подача, при этом цилиндр 9 продолжает перемещаться влево, увлекаемый зубчатой передачей 15, а поршень 8 остается неподвижным. По завершению обработки муфта сцепления 17 отключается и кривошип но-ползунный механизм 7 подключается передаточно-преобразующим механизмом 6 к двигателю 5. Кривошип поворачивается на пол-оборота и про исходит отвод, закон перемещения при этом регулируется золотником 10 Применение гидравлических имеханических элементов в приводе позволяет совместить и их достоинства. Высокое быстродействиеи перемещения по определенному закону, что свойственно механическим устройствам, со четается с плавностью хода гидравлических приводов. Включение в кинеQ2матическую цепь предлагаемого привода гидравлического цилиндра у которого полости связаны между собой через управляющий золотник, позволяет устранить удар второго рода, возника- ющий при работе кривошипно-ползунного механизма. Возвратно-поступательное движение обеспечивается конструкцией привода и не требует реверсирования двигателя, чем устраняет-, ся влияние переходных процессов при пуске электродвигателя на быстродействие привода и уменьшается приведенный момент инерции масс, перемещающихся с ускорением. Кроме того, имеется возможность задавать величину пути холостых перемещений в зависимрсти от применяемого в данной позиции револьверной головки .инструмента. Данный привод позволяет повысить производительность токарно-револьверных станков за счет сокращения потерь времени на быстрые холостые перемещения суппорта, что особенно 0111УТИМО при обработке .деталей с малым временем процесса резания для каждого перехода. Кроме того, за счет осуществления оптимального закона перемещения и облегчения режима работы электродвигателя достигается экономия электроэнергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОШПИНДЕЛЬНЫЙ АВТОМАТИЧЕСКИЙ ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК | 1949 |
|
SU91305A1 |
| Устройство для обработки валов с профилем "равноосный контур" | 1976 |
|
SU663502A1 |
| Токарный станок с автоматическим регулированием подачи | 1973 |
|
SU440216A1 |
| Револьверный суппорт токарного автомата | 1981 |
|
SU992124A1 |
| Устройство для продольного копирования на токарно-револьверных станках | 1980 |
|
SU933387A1 |
| Токарно-револьверный станок с устройством для двухкоординатного копирования | 1981 |
|
SU959929A1 |
| ИМПУЛЬСНАЯ БЕССТУПЕНЧАТАЯ ПЕРЕДАЧА | 2002 |
|
RU2240455C2 |
| Гидравлический манипулятор с механической системой программного управления | 1976 |
|
SU673595A1 |
| ИМПУЛЬСНАЯ БЕССТУПЕНЧАТАЯ ПЕРЕДАЧА | 2002 |
|
RU2240456C2 |
| СУППОРТ ТОКАРНО-РЕВОЛЬВЕРНОГО АВТОМАТА | 1973 |
|
SU406646A1 |
ПРИВОД СУППОРТА ТОКАРНОРЕВОЛЬВЕРНОГО СТАНКА, содержащий привод быстрых перемещений с кривошипно-ползунным механизмом и привод рабочих подач с конечными звеньями в виде зубчато- р еемной пары, отличающийся тем,что, с це-, лью расширения технологических возможностей путем обеспечения использования инструментов различной длины и улу1«иения динамических характеристик, он снабжен цилиндром, а ползун кривошипно-ползунного механизма выполнен в виде поршня, размещенного в цилиндре, полости которого заполнены регулируемым объемом жидкости, при этом цилиндр через рейку связан с продольно перемещаемым суппортом.j
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мод | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Солесос | 1922 |
|
SU29A1 |
