Изо бретение касается конструкции резьбонакатного инструмента, предназНаченного для Накатывания внутренних резьб.
Известна конструкция резьбонакатного инструмента для накатывания наружных резьб, выполненного в виде цилиндрического ролика, наружная mOB pxiHOCTb которого снабжена резьбой.
Однако известная конструкция резьбонакатного инструмента не может быть использована для накатывания «нутренних резьб, так как средний диаметр накатното ролика должен быть равен или кратен среднему диаметру накатываемой резьбы.
Отличительная особенность предложенного инструмента заключается в том, что, с целью обеспечения возможности накатыва1ния внутренних резьб, он выполнен в виде усеченного эллипсоида, наружный диаметр кото. рото меньше диаметра отверстия изделия, подтотовленното под накатывание.
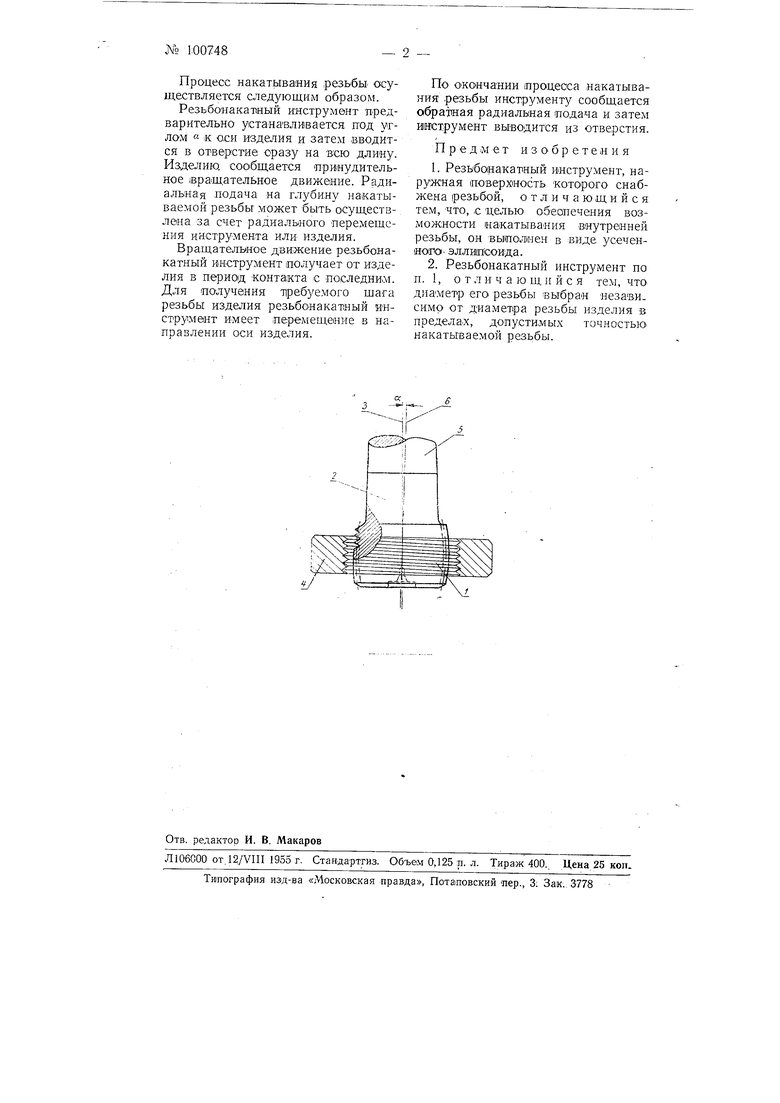
На чертеже изображен резьбонакатный инструмент для накатывания внутренних резыб.
Рабочая часть / инструмента 2 выпол1нена в 1виде усеченного эллипсоида, на наружной (поверхности которого нанесена резьба; три этом ось
симметрии профиля любото витка резьбы перпендикулярна к оси 3 инструмента.
Резьба инструмента имеет такую же заходность, как и накатываемая резьба в изделии 4. Хвостовик 5 инструмента закрепляется в специальной державке, устанавливаемой на суппорте станка, а изделие закрепляется В патроне станка. Диаметр резьбы инструмента выбирают независимо от диаметра резьбы изделия в пределах, допустимых точностью наКатываемой резьбы.
Так как диаметр резьбонакатного инструмента меньше диаметра отверстия, в котором Накатывается резьба, линии контакта витка резьбы инструмента и изделия для осуществления накатывания внутренней резьбы требуемых размеров совмещаются путем устано вки оси 3 инструмента под определенным углом « к оси 6 изделия.
Угол а поворота оси резьбонакатНО)ГО инструмента относительно оси изделия определяется разностью углов подъема винтовой линии инструмента и изделия; при этом, чем меньще разность Мвжду средними диаметрами- накатываемой резьбы и резьбы инструмента, тем меньше этот
УГОЛ. № 1:00748- Процесс накатывания резьбы осуществляется следующим образом. Резьбонакатный инструмент предварительно устанавливается яод углом « к оси изделия и затем вводится в отверстие сразу на всю длину. Изделию, сообщается принудительное 1вращ,ательное движение. Радиальная подача на глубину накатываемой резьбы может быть осуществлена за счет радиального леремещсния инструмента или изделия. В ращ а тельное движение резьбонакатный инструмент получает от изделия в период контакта с последнил. Для получения т|ребуемого шага резьбы изделия резьбонакатный инструмент имеет перемещение в направлении оси изделия. - По окончании процесса накатывания резьбы инструменту сообщается обратная радиальная подача и затем ииструмент выводится из отверстия. Предмет изобретения 1.Резьбанакат1ный инструмент, наружная поверхность которого снабжена резьбой, отличающийся тем, что, с целью обеспечения возможности накатывания внутренней резьбы, он выполнен в виде усеченного- эллипсоида. 2.Резьбоиакатный инструмент по п. 1, отличающийся тем, что диаметр его резьбы выбран независимо от диаметра резьбы изделия в предела-х, допустимы.х точностью накатываемой резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОНАКАТНЫЙ ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ РЕЗЬБ | 2008 |
|
RU2384382C1 |
| СПОСОБ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ | 2004 |
|
RU2252845C1 |
| Державка для резьбонакатного ролика | 1950 |
|
SU89415A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ РЕЗЬБ | 2008 |
|
RU2371273C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |
| РОЛИК ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2010 |
|
RU2447965C2 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| ГОЛОВКА ДЛЯ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ С РАДИАЛЬНОЙ ПОДАЧЕЙ РЕЗЬБОНАКАТНЫХ РОЛИКОВ | 2004 |
|
RU2252844C1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
«/4-
