Изобретение относится к трубопрокатному производству, а именно к спо собам горячей пилигримовой прокатки, позволяющим прокатывать трубы без пильгерголовки, Известен способ горячей прокатки труб без пильгерголовки, включающий деформации гильзы валками на дорне с регулируемым подпором .заднего торца кольцом. По этому способу основная часть гильзы прокатывается с удержанием заднего конца гильзы упор ным кольцом, сдвинутым вперед, а рас катка - упорньи кольцсм, сдвинутым в крайнее заднее положение 1. Недостатком этого способа является то, что для его осуществления необходима сложная система пepeмen eни упорного кольца в крайнее, заднее положение. Раскатка пильгерголовки ведется с подпором подающего аппарата. С увеличением толщины стенки прокаты ваемой трубы уменьшаются силы трения на контакте дорна с трубой. При н&личи Подпора подающего аппарата без фиксации заднего конца гильзы относительно дорна величина сдвигающих сил гильзы оказывается больше сил трения на контакте дорна с трубой, что приводит к смещению гиЛьзы относительно дорна, нарушает процесс раскатки пильгерголовки. Наиболее близким к предлагаемому является способ горячей пилигримовой прокаткий труб, когда прокатку ведут по обычной технологии до получения недоката длиной 40-50 NM, после чего гильзу сдерживают и освобождают участок дорна, равный 1-1,5 м и при фиксиров анном положении упорного кольца докатывают пильгерголовку без упора гильзы в кольцо 2. Прокатка трубы по данному способу производится при наличии подпора (противодавления) со стороны подающего, аппарата на дорн. Как следствие, силы трения на контактной поверхности дорна и раскатанной части гильзы, необходимые для осуществления отката дорна назад, оказываются недостаточными, и в этот момент происходит смещение гильзы относительно дорна в сторону подающего аппарата. Это нарушает синхронную работу подающего аппарата и пильгерстана и увеличивает время на раскатку. При смещении гильзы раскатки пильгерголовки не происходит и при последующей подаче нарушается точность шага подачи, что приводит к увеличению времени раскатки пильгерголовки и нару1иению синхронной работы трубы. Раскатка пильгерголовки из-за возникающих больших сдвигаюащх сил гильзы в сторону подающего аппарата практически невозможна. Следовательно, недостатками этого способа прокатки труб являются нестабильность и длительность раскатки пильгергрловки.
Цель изобретения - стабилизация и интенсификация процесса прокатки.
Поставленная цель достигается тем что в способе горячей пилигримовой прокатки труб, включающем деформацию гильзы валками на дорне частичное выдергивание дорна из гильзы и раскатку пильгерголовки, перед раскаткой пильгерголовки принудительно охлаждают прокатанную часть гильзы {например,водо-воздушной смесью под давлением 7-10 ати) и снимают подпор дорна, Принудительное охлаждение участка раскатанной трубы водо-воздушной смесью под давлениемв момент частичного выдергивания дорна позволяет, снизить температуру участка трубы 9| время частичного извлечения дорна Р 900-980 С до 780-830°С и тем самым сократить время простоя станка, необходимое для подстуживания. гильзы на воздухе.
Снижение тег-шературы участка трубы, примыкающей к пильгерголовке, на 100-150°С, обеспечивает температурный натяг между дорном и трубой, необходимый для фиксации гильзы.
Раскатка пильгерголовки при снято подпоре подающего аппарата на дорн уменьшает сдвигающие силы гильзы относительно дорна. Даже при раскатке труб больщого диаметра их величина оказывается намного меньше величины контактных сил трения, что обеспечивает надежную фиксацию гильзы относительно дорна и, как следствие, стабильную и быструю раскатку пильгерххзловки.
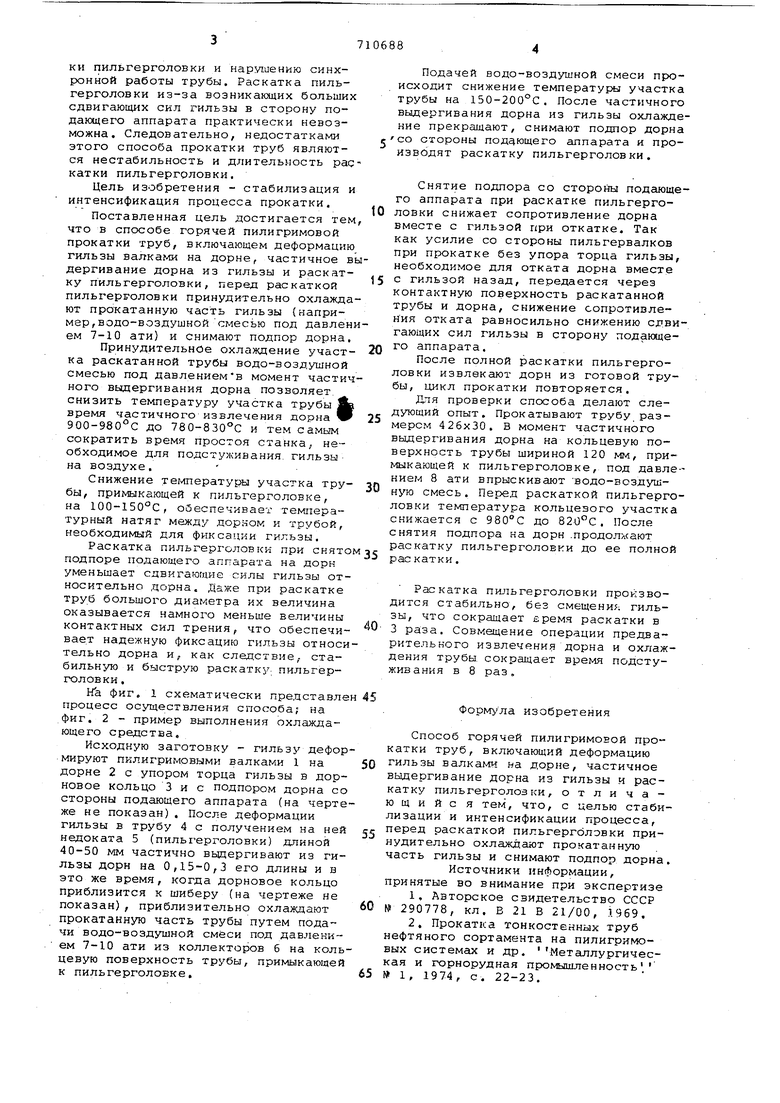
На фиг. 1 схематически представле процесс осуществления способа; на фиг. 2 - пример выполнения охлаждающего средства.
Исходную заготовку - гильзу деформируют пилигримовыми валками 1 на дорне 2 с упором торца гильзы в дорновое кольцо 3 и с подпором дорна со стороны подающего аппарата (на чертеже не показан). После деформации гильзы в трубу 4 с получением на ней недоката 5 (пильгерголовки) длиной 40-50 мм частично вьдергивают из гильзы дорн на 0,15-0,3 его длины и в это же время, когда дорновое кольцо приблизится к шиберу (на чертеже не показан), приблизительно охлаждают прокатанную часть трубы путем подачи водо-воздушной смеси под давлением 7-10 ати из коллекторов 6 на кольцевую поверхность трубы, примыкающей к пильгерголовке.
Подачей водо-воздушной смеси происходит снижение температуры участка трубы на 150-200°С. После частичного выдергивания дорна из гильзы охлаждение прекращают, снимают подпор дорна со стороны подающего аппарата и производят раскатку пильгерголовки.
Снятие подпора со стороны подающего аппарата при раскатке пильгерголовки снижает сопротивление дорна вместе с гильзой при откатке. Так как усилие со стороны пильгервалков при прокатке без упора торца гильзы, необходимое для отката дорна вместе
с гильзой назад, передается через контактную поверхность раскатанной трубы и дорна, снижение сопротивления отката равносильно снижению сдвигающих сил гильзы в сторону подающего аппарата.
После полной раскатки пильгерголовки извлекают дорн из готовой трубы, цикл прокатки повторяется.
Для проверки способа делают следующий опыт. Прокатывают трубу размерсм 426x30. В момент частичного выдергивания дорна на кольцевую поверхность трубы щириной 120 мм, примыкающей к пильгерголовке, под давлением 8 ати впрыскивают водо-воздушную смесь. Перед раскаткой пильгерголовки температура кольцевого участка снижается с 980°С до 820С. После снятия подпора на дорн .продолхсают раскатку пильгерголовки до ее полной
раскатки.
Раскатка пильгерголовки производится стабильно, без смещения, гильзы, что сокращает время раскатки в 3 раза. Совмещение операции предварительного извлечения дорна и охлаждения трубы, сокращает время подстуживания в 8 раз.
Формула изобретения
Способ горячей пилигримовой прокатки труб, включающий деформацию гильзы валками ьа дорне, частичное выдергивание дорна из гильзы и раскатку пильгерголозки, отличающийся тем, что, с целью стабилизации и интенсификации процесса, перед раскаткой пильгерголэвки принудительно охлаждают прокатанную часть гильзы и снимают подпор дорна,
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР № 290778, кл. В 21 В 21/00, 1969.
2.Прокатка тонкостенных труб нефтяного сортамента на пилигримовых системах и др. Металлургическая и горнорудная промьпиленность
1, 1974, с. 22-23.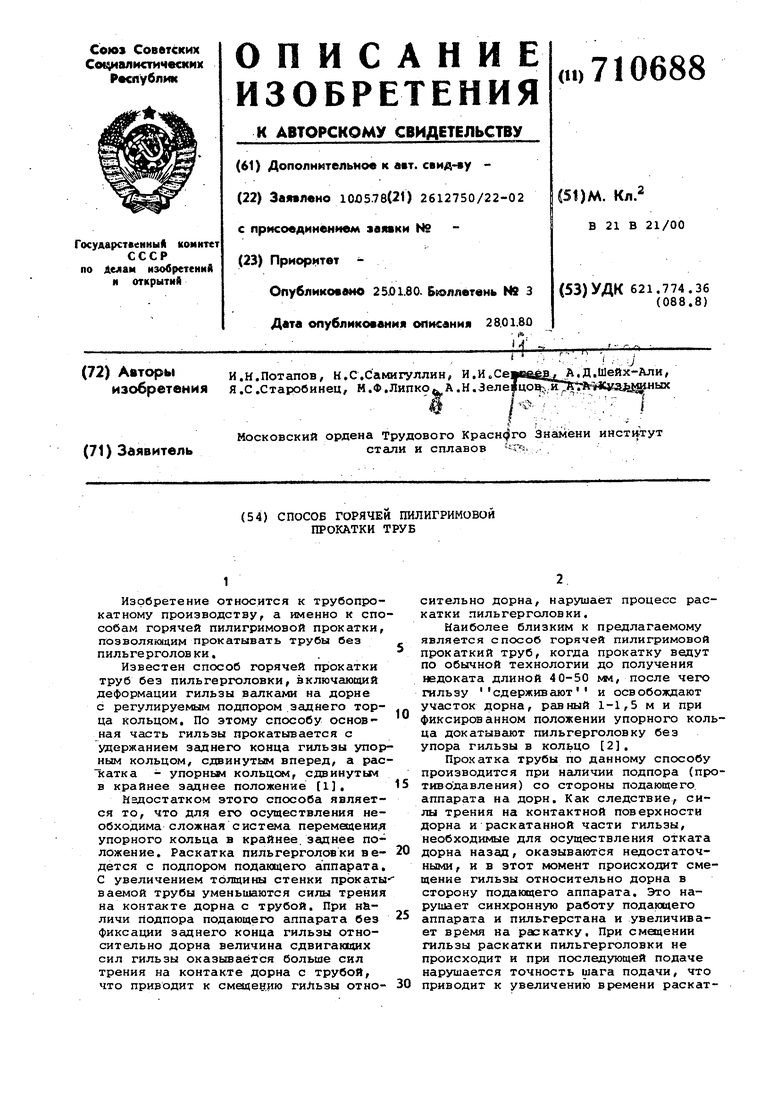
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей пилигримовой прокатки труб | 1990 |
|
SU1759489A1 |
| Технологический инструмент для горячей пилигримовой прокатки труб | 1981 |
|
SU1007770A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ИЗ КОВАНЫХ И НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК (НЛЗ), СЛИТКОВ ЭШП И ВДП НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2004 |
|
RU2276625C2 |
| Дорн для горячей прокатки труб на пилигримовом стане | 1983 |
|
SU1127652A1 |
| Дорновое устройство подающего аппарата пилигримового стана | 1972 |
|
SU450603A1 |
| Способ горячей пилигримовой прокатки труб | 1986 |
|
SU1407599A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТРУБ ИЗ КОВАНЫХ ЗАГОТОВОК И СЛИТКОВ (НЕПРЕРЫВНОЛИТЫХ, ЭШП И ВДП) НА УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2001 |
|
RU2207201C2 |
| Дорновое устройство пилигримового стана | 1983 |
|
SU1189522A1 |
| Способ пилигримовой прокатки труб | 1978 |
|
SU743733A1 |
| Дорновое устройство пилигримового стана | 1990 |
|
SU1784308A1 |
Pue.f
