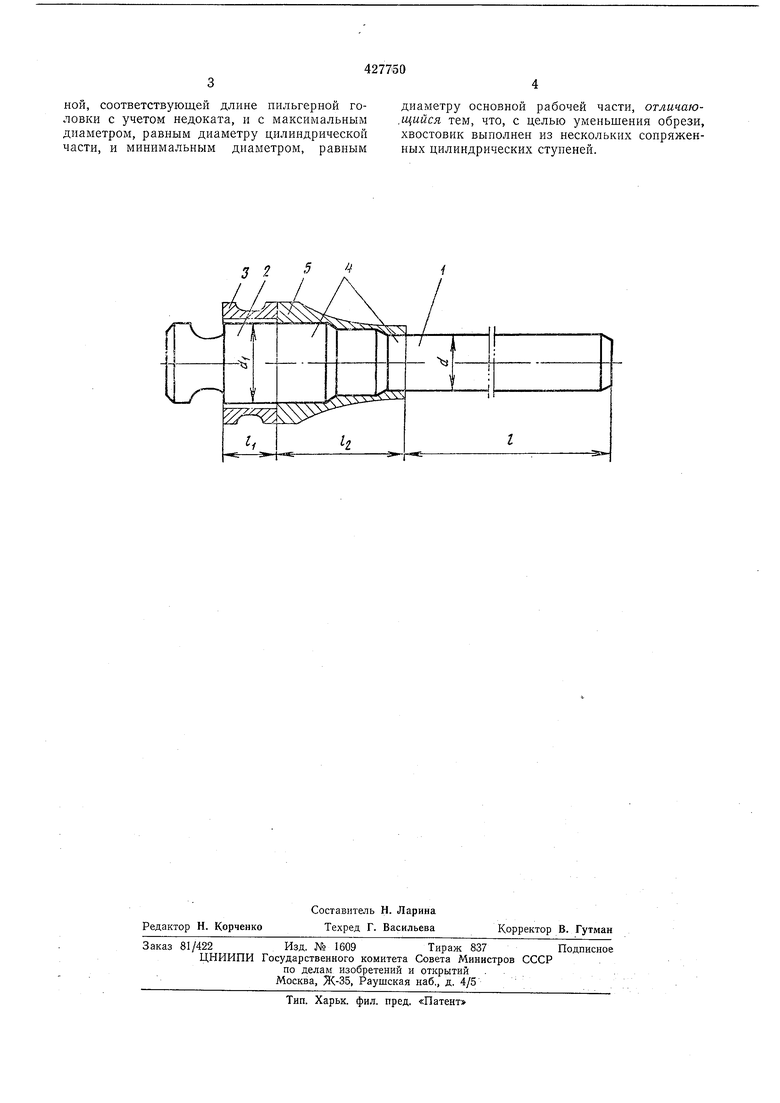
Изобретение относится к трубопрокатному производству, в частности к усовершенствованию рабочего инструмента прокатного стана, например дорна для прокатки труб на пильгерстане. Известен дорн для прокатки труб на пильгерстане, включающий рабочую основную часть, цилиндрическую увеличенного диаметра часть протяжеуностью, равной ширине дорнового кольца, и соединяющий эти части конический хвостовик длиной, соответствующей длине пильгерной головки с учетом недоката, и с максимальным диаметром, равным диаметру цилиндрической части, а минимальным диаметром, равным диаметру основной рабочей части. Недостатком известного дорна является то, что в конце прокатки гильзы за счет повышеиной конусности хвостовика дорна происходит увеличение наружного диаметра заднего конца гильзы, что приводит к повыщению нагрузки на рабочую линию; при этом наблюдается незначительная экономия металла за счет невозможности обкатки пильгерной головки с наименьшим недокатом. Для уменьшения обрези металла в предлагаемом дорне для прокатки труб на пильгерстане хвостовик выполнен из нескольких сопряженных цилиндрических ступеней. На чертеже показан описываемый дорн. Дорн имеет рабочую основную часть / длиной / и диаметром d, несколько меньшим или равным внутреннему диаметру прокатываемой гильзы; цилиндрическую часть 2 увеличенного диаметра d протяженностью /ь равной ширине дорнового кольца 3; соединяющий эти части ступенчатый хвостовик, выполненный из нескольких сопряженных цилиндрических ступеней 4, длиной tz, соответствующей длине пнльгерной головки 5 с учетом ее недоката, причем максимальный диаметр хвостовика равен диаметру di цилиндрической части 2, а минимальный диаметр хвостовика равен диаметру d основной рабочей части 1 дорна. Раскатка гильзы производится на основной рабочей части / дорна, а раскатка пильгерной головки - на длине 4 ступенчатого хвостовика. Длина хвостовика (Iz) и цилиндрической части (/i) равна 600 мм. Предложенный дорн можно стабильно фиксировать по длине пильгерной головки. Предмет из об р ет е н и я Дорн для прокатки труб на пильгерстане, содержащий рабочую основную часть, цилиндрическую увеличенного диаметра часть протяженностью, равной ширине дорнового кольца, и соединяющий эти части хвостовик длиной, соответствующей длине пильгерной головки с учетом недоката, и с максимальным диаметром, равным диаметру цилиндрической части, и минимальным диаметром, равным
диаметру основной рабочей части, отличаю.щийся тем, что, с целью уменьшения обрези, хвостовик выполнен из нескольких сонряженных цилиндрических стуиеней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент для горячей пилигримовой прокатки труб | 1981 |
|
SU1007770A1 |
| Дорн для горячей прокатки труб на пилигримовом стане | 1983 |
|
SU1127652A1 |
| Дорновое устройство пилигримового стана | 1990 |
|
SU1784308A1 |
| Дорновое устройство пилигримового стана | 1989 |
|
SU1708455A1 |
| Дорновое устройство пилигримового стана | 1983 |
|
SU1189522A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ИЗ КОВАНЫХ И НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК (НЛЗ), СЛИТКОВ ЭШП И ВДП НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2004 |
|
RU2276625C2 |
| Способ горячей пилигримовой прокатки труб | 1990 |
|
SU1759489A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТРУБ ИЗ КОВАНЫХ ЗАГОТОВОК И СЛИТКОВ (НЕПРЕРЫВНОЛИТЫХ, ЭШП И ВДП) НА УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2001 |
|
RU2207201C2 |
| Дорновое устройство пилигримового стана | 1978 |
|
SU719721A1 |
| СОСТАВНОЙ ДОРН ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2527589C2 |