ч1
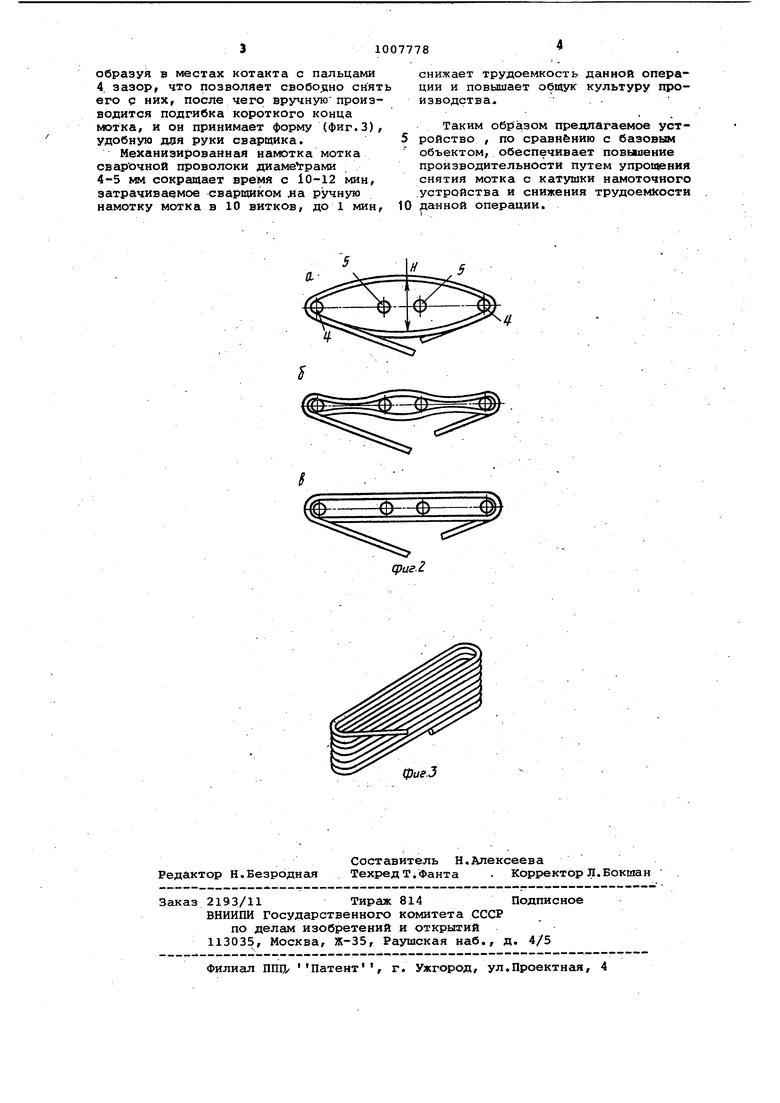
00 Изобретение относится к ручной газовой сварке и может быть применено для формирования мотка проволоки, используемого сварщиком в процессе сварки. Известны устройства для намотки сварочной проволоки на катушки, снимаемой с намоточного устройства вмвс те с проволокой, содержащие смонтированные на станине механизмы укладки витков на приводную катушку 1. На известных устройствах можно намотать и моток сварочной проволоки .но нельзя обеспечить стабильность ег формы после снятия с катушки, так как он под действием упругих сил распрямляется и принимает форму неудобную для руки сварщика. Известно также устройство дл, намотки и формирования мотка сварочной проволоки, содержащее смонтированный на станине механизмукладки витков проволоки на приводную катушку 2. , Образованный на известном устройс ве моток проволоки сохраняет свою фо му после cbteka с катушки за счет обвя5ки мотка в установке грдним из концов проволоки этого же мотка. В процессе сварки связанный моток использовать -..нельзя, а по еле развязки он поД действием упругих сил проволоки распрямляется. Цель изобретения - повышение производительности путем упрощения снятия мотка с катушки намоточного устройства и снижение.трудоемкости дан ной операции. -Указанная цель достигается тем, что устройство для намотки и форми|Ьования мотка сварочной проволоки, содерж.ащее смонтированный на станине уклздки витков проволоки на приводную катушку, снабжено установленными на приводной катугЗке в плоскости, проходящей через ее ось четырьмя пальцами, а также смонтированнЕдмина станине по обе стороны от оси приводной катушки взаимодействую щими с пальцами приводными клещами для обжима проволоки. На фиг.1 показано предлагаемое уст зойство, план; на фиг.2 - положение мотка на пальцах приводной катуш ки в плане,, (а - после его намотки; б - в момент обжига мотка клещами в - сформованный моток перед съемом с пальцев) на фиг.З - готовый к свар ке моток проволоки. На плите 1 станины закреплена пр водная ось 2, механизм поворота кото рой находится под плитой 1 (не показан) . На приводнрй оси 2 жестко уста новлена поворотная приводная катушка 3 с двумя парами пальцев 4 и 5. С обеих сторон поворотной приводной катушкнГ 3 установлены клещи 6 с возможностью перемещения их вдоль оси пальцев 4 и 5 пневмоцилиндрами 7. Поворотная приводная катушка 3 оснащена зажимом 8 конца сварочной проволоки. Поворотная приводная катушка 3 от поворота в исходном положении фиксируется защелкой 9. На плите 1 шарнирно с возможность:о подъема в вертикальной плоскости установлен механизм 10 укладки сварочной проволоки вокруг пальцев 4. На одном конце механизма 10 уклалки установлено устройство 11 натяжения проволо ки, на другом - направляющие проволоку ролики 12, и этим же концом Оно лежит на профиле цилиндрического кулачка 13, приводимого во вpaщejJиe тем же,, приводом , что и приводная ось 2 поворйтной приводной катушки 3. На плите установлены также ручка 14 включения и автоматического отключения привода намоточного устройства и ножницы 15 для обрезки проволрки. 5ажим 8 конца проволоки приводят в действие рычагом 16. Устройсгвво работает следующим образом. Оператор заправляет конец сварочной проволоки в зажим 8 на поворотной приводной катушке 3, нажимает на ручку 14 включения и автоматического отключения,выводит ее тем самым: из паза кулачка 13 и включает механизм поворота. Приводная ось 2 с закрепленной на ней поворотной приводной катушкой 3, начинает вращаться, увлекая за собой проволоку и наматы- ; вая ее вокруг крайних пальцев 4, количество витков намотки задается профилем цилиндрического кулачка 13, Передвигающим вверх механизм укладки 10 на шаг, равный диаметру проволоки. После полного оборота цилиндрического кулачка 13 ручка 14 включения и автоматического отключения западает в паз поворотной приводной катушки 3, останавливается и фиксируется защелкой 9. Проволока, намотанная на крайние пальцы 4,образует моток,показанный на фиг.2а, где его ширина Н определяет; нужную форму мотка перед его формированием. Величину Н регулируют с помощью устройства 11 натяжения проволоки. После остановки и фиксации катушки к ней подводятся ножницы 15 и вручную моток проволоки отрезается, бдновременнб с отрезкой включаются пневмоцилиндры 7, перемещающие раскрытые клещи на рабочую позицию, показанную на фиг.1, где клещи под действием этих же пневмоцилиндров 7 обжимают моток проволоки вокруг пальцев 4 до упора в пальцы 5. Моток принимает при этом форму, показанную на фиг.26, после чего ножницы вручную, а клещи пневмоцилиндрами 7 отводятся от катушки. Моток под действием упругих сил принимает форму, показанную на фиг.26,
образуя в местах котакта с пальцами 4 зазор, что позволяет свободно снят его с них, после чего вручнуюпроизводится подгибка короткого конца мотка, и он принимает форму (фиг.З), удобную Д5Я руки сварщика.
Механизированная намотка мотка сварочной проволоки диамеграми 4-5 мм сокращает время с 10-12 мин, затрачиваемое сварадком ла ручную намотку мотка в 10 витков, до i мин.
снижает трудоемкость данной операции и повышает o6ms культуру производства. . .
Таким об15азом предлагаемое устройство , по сравнению с базовым объектом, обеспечивает повышение производительности путем упрои ния снятия мотка с катушки намоточного устройства и снижения трудоемкости данной операции.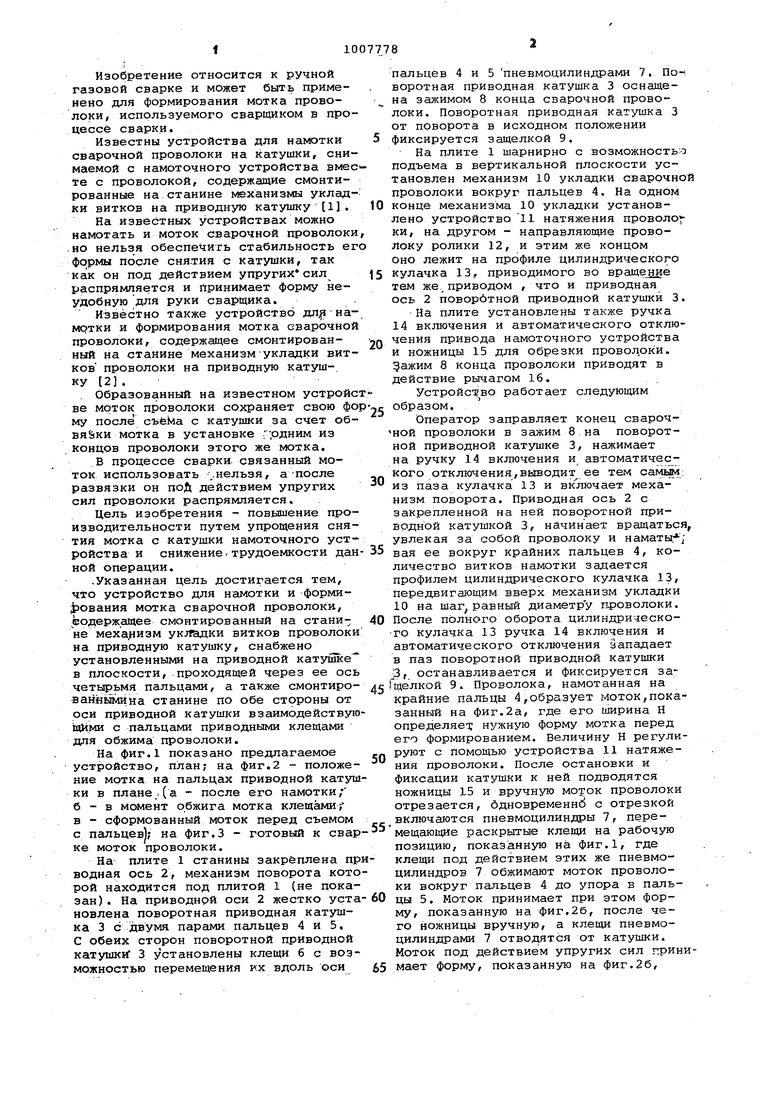
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки мотков проволоки | 1980 |
|
SU958239A1 |
| Намоточное устройство | 1981 |
|
SU1034810A2 |
| Автомат для изготовления мотков из провода | 1976 |
|
SU738028A1 |
| Способ образования мотков проволокии уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1975 |
|
SU844092A1 |
| Устройство для намотки и формирования пучков проволоки | 1987 |
|
SU1496860A1 |
| НАМОТОЧНОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 1995 |
|
RU2095171C1 |
| Намоточное устройство | 1977 |
|
SU774667A1 |
| Моталка | 1977 |
|
SU698693A1 |
| Линия для консервации мотковпРОВОлОКи | 1979 |
|
SU844094A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ ГИБКОГО ДЛИННОМЕРНОГО МАТЕРИАЛА | 2012 |
|
RU2505371C1 |
УСТРОЙСТВО ДЛЯ НАМОТКИ И ФОРМИРОВАНИЯ МОТКА СрАРОЧНОЙ ПРОВОЛОКИ, содержащее смонтированный на станине механизм укладки витков про- волоки на приводную катушку, отличающееся тем, что, с целью повышения производительности путем упрощения снятия мотка с ка тушки намоточного устройства и сни жения трудоемкости данной операции, оно снабжено установленными на при-водной катушке в плоскости,проходящей через ее ось четырьмя пальцами -а также смонтированнымина станине по обе стороны от оси катушки взаимодействуиидими с пальцами приводными клещами для обжима проволоки.
Д.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ ПРОВОЛОКИ | 1971 |
|
SU414025A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
