05
00
9д
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гиперболоидных контактных узлов Карташева В.В. | 1987 |
|
SU1554058A1 |
| НАМОТОЧНОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 1995 |
|
RU2095171C1 |
| Автомат для изготовления проволочных пучков | 1985 |
|
SU1303234A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СПАРЕННЫХ СЕРИЕСНЫХ | 1973 |
|
SU388307A1 |
| Устройство для рядовой укладки нитевидного материала на двухфланцевую катушку | 1987 |
|
SU1500598A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| МЕХАНИЗМ ПЕРЕКЛЮЧЕНИЯ РАСКЛАДОЧНОГО УСТРОЙСТВА НА ГЛАДКОМ ВАЛУ | 2021 |
|
RU2766010C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 1994 |
|
RU2103097C1 |
| РАСКЛАДЧИК НАМОТОЧНОГО СТАНКА | 2009 |
|
RU2392214C1 |
| Механизм для изменения направленияпЕРЕМЕщЕНия узлА РАСКлАдКи НАМОТОч-НОгО уСТРОйСТВА | 1979 |
|
SU845941A1 |
Изобретение относится к машиностроению ,в частности, к конструкции устройств для намотки и формирования пучков проволоки. Цель изобретения - расширение технологических возможностей за счет изготовления полуфабрикатов металлических щеток и повышение производительности за счет многорядной намотки за один цикл. Это обеспечивается конструкцией катушки. Катушка выполнена в виде ромбовидной пластины 4 с выемками 6, расположенными на малой диагонали пластины 4, и установленных по обе стороны от последней зубьев 7 с двойным скосом при вершинах и канавками. В канавках смонтированы стержни 10. Узел укладки установлен на каретке, а последняя - на рамке, которая может перемещаться возвратно-поступательно вдоль катушки с шагом, равным расстоянию между зубьями 7. Благодаря многоместной конструкции катушки можно получать за один цикл множество пучков, т.е. увеличить производительность. 1 з.п. ф-лы, 14 ил.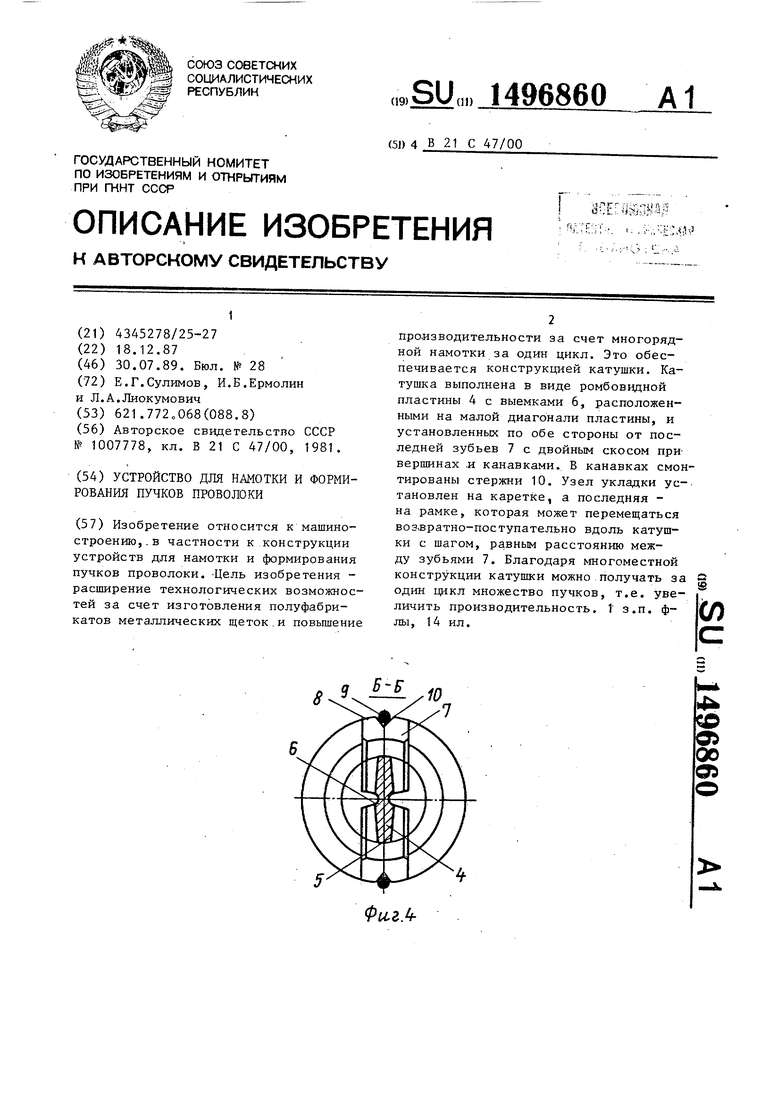
Фиг.
Изобретение относится к машиностроению, в частности к конструкции устройств для намотки и формирования пучков проволоки.
Цель изобретения - расширение технологических возможностей за счет изготовления полуфабрикатов металлических щеток и повьшение производительности за счет многорядной намотки за один цикл.
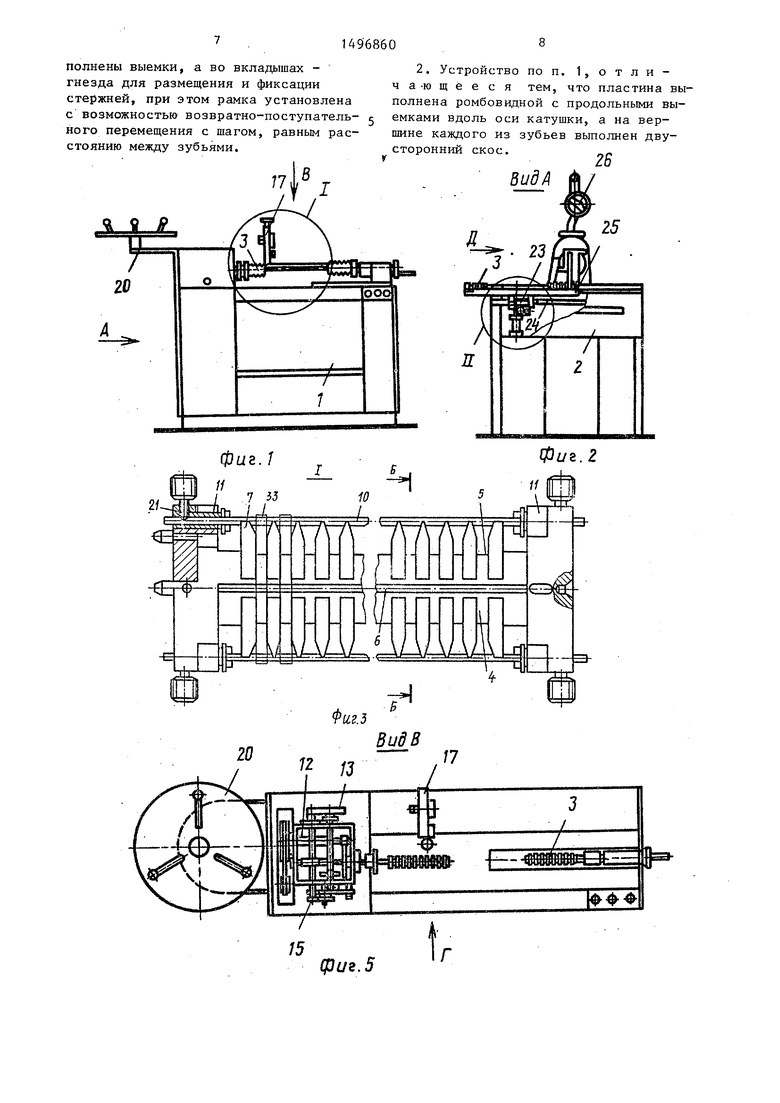
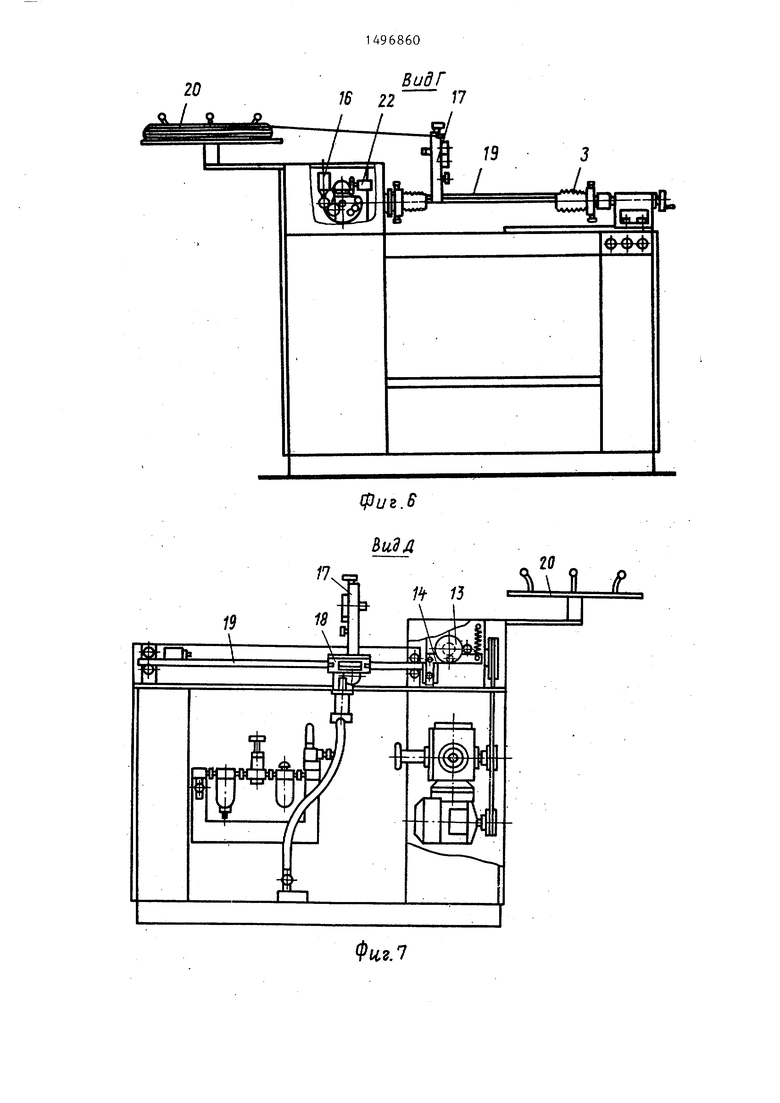
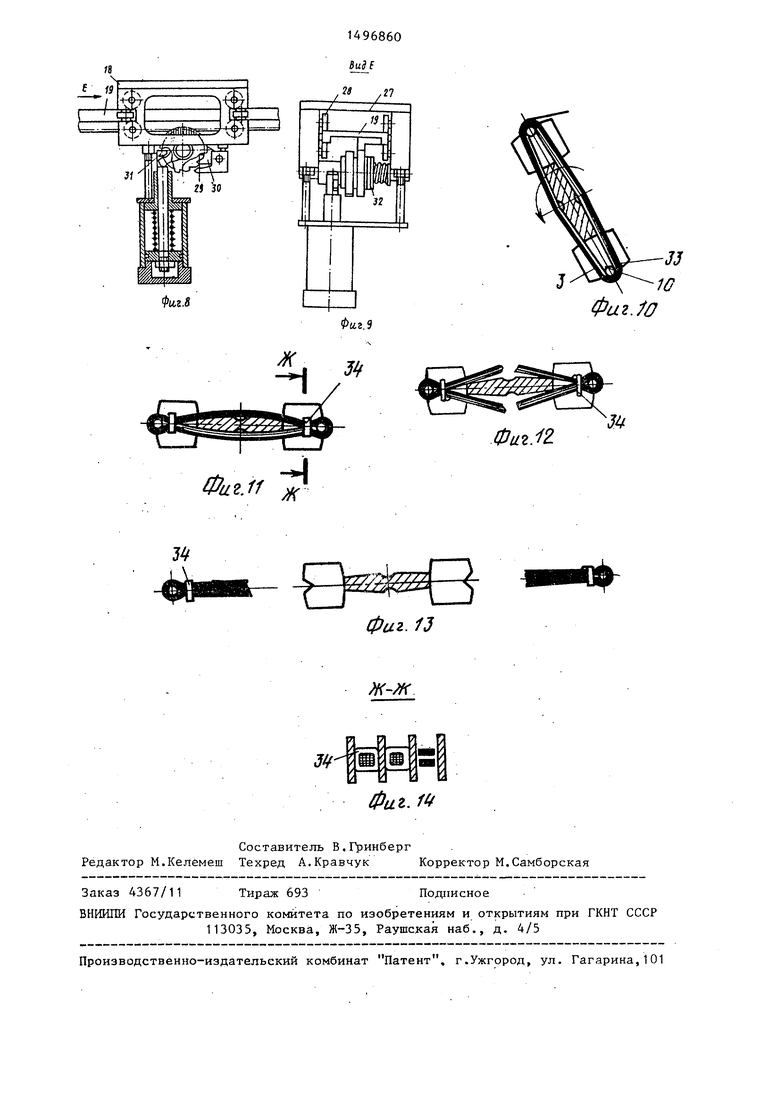
На фиг, 1 показано устройство, общий вид5 на фиг. 2 - вид А на фиг. 1 ; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - разрез Б-В на фиг. 3,- на :фиг. 5 - вид В на фиг. 1 на фиг.6 - вид Г на фиг. 5, на фиг. 7 - вид Д на фиг. 2j на фиг. 8 - узел II на фиг. 2} на фиг-. 9 - вид Е на фиг. &; на фиг. 10-13 - этапы образования пуч ка проволоки; на фиг. 14 - разрез Ж-Ж.на фиг. 11.
Устройство содержит две основные части: узел 1 намотки и узел 2 формирования пучков. В Узле намотки 1 имеется приводная катушка 3, содержащая ромбовидную пластину 4 с цилиндрическими участками 5 и двумя выемками 6 расположенньши на малой диагонали ромбовидной пластины 4. По обе стороны пластины ,4 расположены зубья 7, на которых выполнены двойные скосы при их вершинах. По цилиндрической кромке 8 зубьев 7 выполнены V-образные канавки 9, в которых рас- положены стержни 10. Пластина 4 соединена с фланцами 11 с отверстиями. Фланцы 11 имеют центры и поводки для соединения со шпинделем задней бабкой. Привод узла намотки включает коробку передач с валом 12, который через зубчатую и червячную передачу содинен с валом 13. Кулачок этого вала 13 в;:аимодейстБует с кулисно-ры- чаясным N/еханизмом 14. Посредством зубчатых передач вал 13 связан с выходным валом 15, несущим кулачок управления конечным выключателем -16, соединенных со счетчиком циклов. Устройство содержит также узел укладки 17, смонтированный на каретке 18, размещенной на рамке 19, имеющей возможность перемещаться в роликовых опорах и взаимодействовать с рычажно кулисным механизмом 14, а также вер- тушку 20. Фланцы 11 имеют вкладыши 21
В коробке передач имеется вал с кулачком и пневмораспределителем 22 управления узлом 2 формирования пучков, которьм содержит подвижную каретку 23, установленную на неподвижной рамке 24 с рейкой. К каретке 23 жестко прикреплена горизонтальная планка 25 с катушкой 3. Рядом с упомянутым узлом 2 установлена брошюро- вочная машина 26.
Каретки 18 и 23 ус-кроены следующим образом.
Коробчатый каркас 27 охватывает рамку 19 и контактирует с ней 12-ю роликами 28 с вертикальными и горизонтальными осями. Снизу к каркасу 27 прикреплена ось, на которой установлен блок 29 из храпового и зубчатого колеса, находящегося в зацеплении с рейкой. Собачка 30 храповика сферическим концом входит в отверстие штока 31 пневмоцилиндра. Блок 29 постоянной притормаживается фрикционным механизмом 32.
Устройство работает следующим образом.
Моток проволоки устанавливается н вертушку 20. В катушку 3 по ее канавкам 9 пропускают стержни 10, заводят их во вкладыщи 21 фланцев 11 и крепят винтами.Проволоку от мотка пропускают через узел 17 укладки и закрепляют на катушке 3.
Каретка 18с узлом 17 должна быть в исходном положении - у коробки пере- дач. Перевод каретки 18 в исходное положение производится оператором ра фиксацией фрикционного механизма 32. Каретка 23 оператором также переводится в исходное положение.
В брошюровочную машину 26 ставится моток проволоки., предназначенный для скрепок. К пневматическим цилиндрам обеих кареток 18 и 23 подключают трубопроводы питания сжатым воздухом (не показаны) от общей регулирующей аппаратауры.
Намотка проволоки на катушку 3 производится включением привода с коробкой передач. При вращении шпиндел от вала 12 проволоки из вертушки 20 через узел 17 наматьюается на катушк 3 между первым и вторым зубьями 7. При этом вал 13, вращаясь с кулачком приводит в движение рычажно-кулисный механизм 14, который сообщает возвратно-поступательное перемещение рамке 19. Находящаяся на рамке 19 каретка- 18 с узлом 17 также совершает поступательное движение. Таким образом идет рядовая навивка проволоки
первого мотка 33. В это время кинематически связанный с валом 13 выходной вал 15 ведет отсчет числа рядов проволоки. Заданное число учитывается сменными зубчатыми колесами. После прохода последующего ряда по команде кулачка вала 15 конечный выключатель 16, считающий число рядов, производит подачу воздуха в пневматический цилиндр, который осуществляет перемещение его штока 31, в результате повернется рычаг с собачкой 30 и произойдет поворот блока 29. Кинематическая связь зубчатого колеса блока 29 с рейкой обеспечит перемещение каретки 18 по рамке 19. Величина хода штока 31 расчитана таким образом, чтобы каретка 18 переместилась на шаг между
зубьями 7. Навивка второго мотка меж-2о вкладьши 21 фланцев 11, при этом стерду вторым и третьим зубьями 7 производится аналогично.
На катушке 3 проволока ложится на стержни 10 и облегает ромбовидную пластину 4 (фиг. 10). Таким образом, перемещая периодически рамку 19 с движущейся на ней челночно кареткой 18, производят намотку на всю катушку. Острые кромки на зубьях 7 способствуют тому, что наматываемая проволока скатывается либо по левзта сторону, либо по правую сторону зубца.
Во время намотки проволоки в узле 2 формирования пучков производится скрепление пучка проволоки на предварительно намотанной катушке. Для этого используется брошюровочная машина 26. Она устанавливается со смеш.ением на шаг от последнего пучка проволоки. Команда на перемещение катушки 23 и установку скрепок поступает от узла намотки 1, от кулачка и пневораспределителя 22. По командам пневмораспределителя 22 производится подача воздуха в пнев- моцилиндр каретки 23.
Реечно-храповьм механизмом каретки 23 перемещается вправо, последний пучок оказывается в зоне прохода скрепки, с выдержкой времени включается брошюровочная машина 26. Скрепка, посылаемая машиной, проходит между последним и предпоследним зубцами и затем подгибается на наковальне машины так, что охватывает пучок 34 (фиг. 11). После возврата механизмов брошюровочной машины 26 в исходное положение идет ожидание команды на следующее шаговое перемещение, т.е.
жни 10 выходят из отверстий вкладышей 21 и достигаются через прорези во фланцах 11. Пучки проволоки оказываются нанизанными на стержни 10 и пе25 редаются на с борку щеток.
Устройство позволяет механизиро- г вать основные операции по изготовлению пучков металлических щеток. Многоместная катушка в виде гребенки поз30 воляет получать за один цикл множество пучков, что обеспечивает высокую потребность в них.
Технико-экономический эффект от внедрения изобретения по сравнению с базовым объектом обеспечивается благо35
40
45
50
55
даря повьшгению производительности за счет многорядной намотки за один цикл.
Формула изобретения
быть установлено вдвое больше скрепок, чем намотано пучков. После установки скрепок катушка со скрепленными лучками передается на резку. Разрезка производится абразивным инструментом,
перемещаемьм вдоль катушки (фиг. 12). При этом кромка инструмента проходит в выемках 6 катушки 3.
Полученные пучки (фиг. 13) снимаются с оправки. Для этого вынимаются
жни 10 выходят из отверстий вкладышей 21 и достигаются через прорези во фланцах 11. Пучки проволоки оказываются нанизанными на стержни 10 и пе25 редаются на с борку щеток.
Устройство позволяет механизиро- г вать основные операции по изготовлению пучков металлических щеток. Многоместная катушка в виде гребенки поз30 воляет получать за один цикл множество пучков, что обеспечивает высокую потребность в них.
Технико-экономический эффект от внедрения изобретения по сравнению с базовым объектом обеспечивается благо35
даря повьшгению производительности за счет многорядной намотки за один цикл.
Формула изобретения
j,j
фиг. 1
21
Фи.г.3
фиг. 5
Вид/1
Фиг.2
В ид В
20
В ид Г 16
Фиъ.В ВидД
Фи.п
Фаг.П
54
3ff
Составитель В.Гринберг Редактор М.Келемеш Техред А.Кравчук Корректор М.Самборская
Заказ 4367/11
Тираж 693
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг1г
фаг. /J
Ж-Ж
Фаг. 1f
Подписное
| Устройство для намотки и формирования мотка сварочной проволоки | 1981 |
|
SU1007778A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
