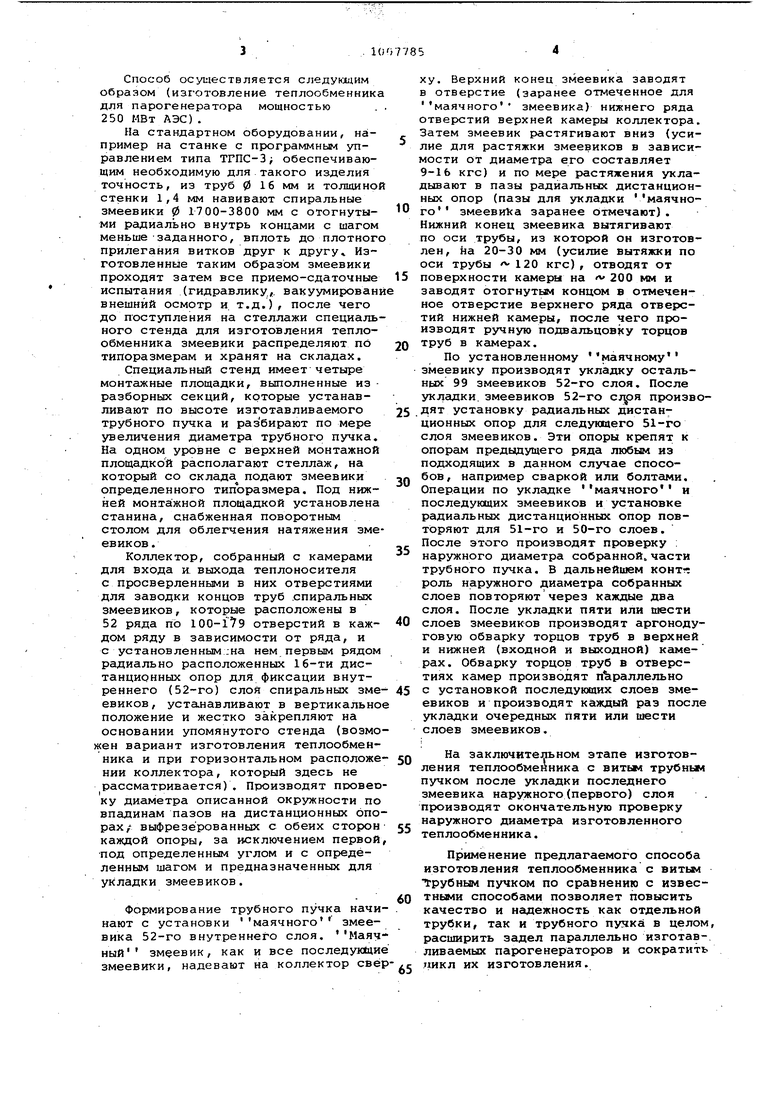
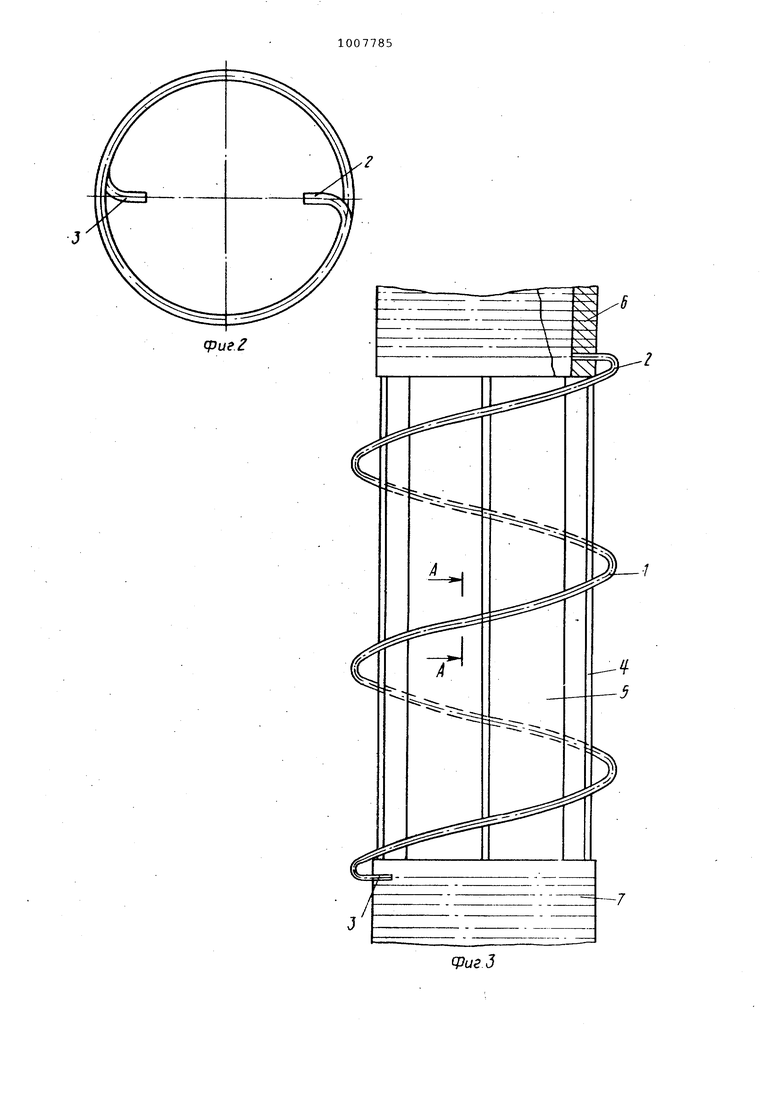
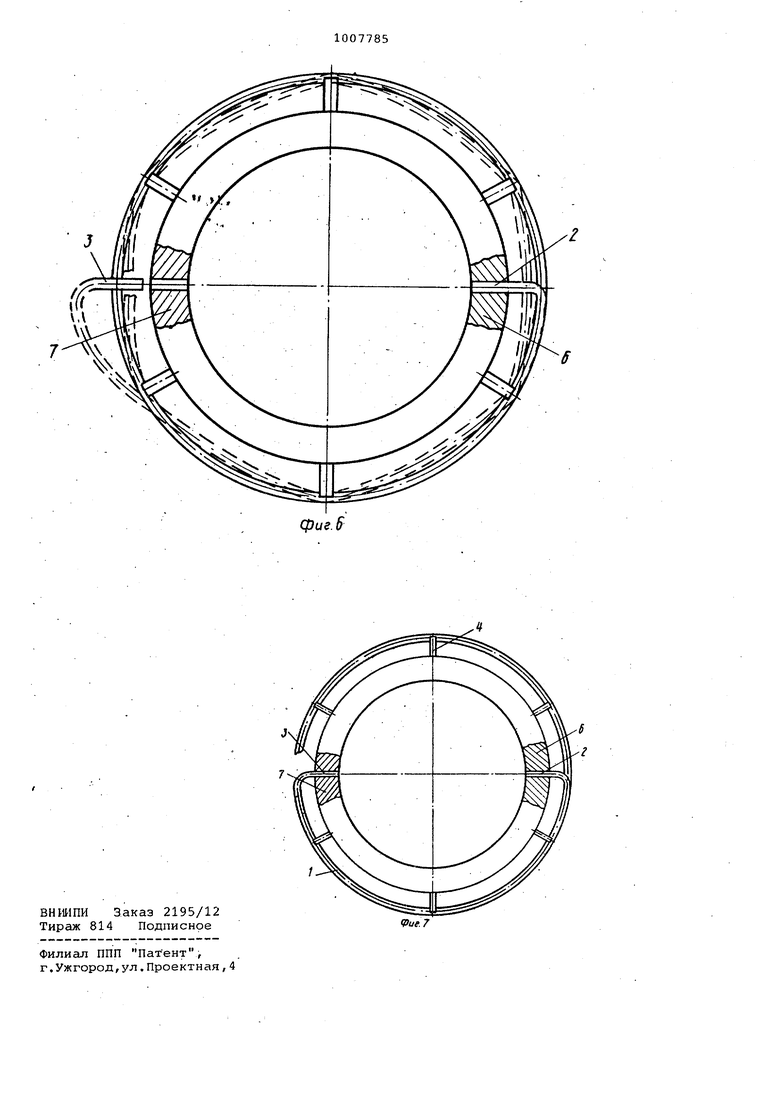
Изобретение относится к энергом шиностроению, преимущественно атомн му энергомашиностроению, и может быть использовано для изготовления теплообменников к парогенераторам с витыми трубными пучками для АЭС. Известен способ изготовления теплообменника, при котором трубны Пучок формируют из очень плотно на мотанных на профилегибочных машина в виде спиралей гладких труб, концы которых затем закрепляют в отверст ях торовых коллекторов JL . Для удобства заводки и креплени концов каждой трубы в отверстиях коллекторов к ним приваривают отре ки труб,- которые располагают сроено этим отверстиям, что вводит элемен ненадежности в конструкции, ас точки зрения правил безопасности эксплуатации АЭС. это недопустимо. Кроме того, этот способ применим для изготовления очень больших теплообменников с жесткими трубными спиралями, при растяжении которых деформация трубы происходит в пластической области деформации металла Цель изобретения - s eньшeниe трудоемкости изготовления. Указанная цель достигаетвя тем, что согласно способу изготовления теплообменника с витым трубным пучком путем навивки спиральных змееви ков из которых образуют многозаходные слои, концентрично расположенны относительно коллектора, к камерам которого подсоединяют соответствующие концы змеевиков каждого слоя, и растяжения их по оси коллектора до заданного шага, спиральные змеевики навивают с отогнутыми радиально внутрь концами, затем один отогнуты конец змеевика заводят в отверстие камеры колллектора, после чего вытягивают другой конец по оси. трубы в пределах упругих деформаций до по лучения соосности отогнутого конца с отверстием в другой камере, На фиг. 1 показан спиральный зме евик с радиально отогнутыми концами на фиг. 2 - то же, вид сверху; на фиг. 3 - спиральный змеевик, установленный в пазы дистанционных опор на коллекторе, в отверстие входной камеры которого заведен один его отогнутый конец; на фиг. 4 - разрез А-А на фиг. 3; на фиг, 5 - первоначальное- положение другого отогнутого конца спирального змеевика относительно отверстия в камере; на фиг. 6 - спиральный змеевик при уст новке отогнутого конца его соосно отверстию в камере коллектора, вид сверху; на фиг. 7 - то же, на заклю чительной операции сборки с коллектором . Из трубы одним из известных способов навивки на стандартном оборудовании навивают змеевик 1 с отогнутыми радиально внутрь концами 2 и 3 с шагом меньше заданного, вплоть до плотного прилегания витков друг к другу, с диаметром, обеспечивающим последующее свободное одевание на дистанционные опоры ,4, которые устанавливают на коллекторе 5, Длину змеевика 1 вьтолняют равной теоретически рассчитанной длине змеевика, обеспечивающей в дальнейшем плотное прилегание змеевика 1 при установке его в пазы дистанционных опор 4. Затем на жестко закрепленный в вертикальном или горизонтальном положении коллектор 5, выполненный с двумя камерами б и 7, например, для входа и выхода теплоносителя и с установленным на нем первым рядом радиально расположенных дистанционных опор 4, надевают предварительно навитый змеевик 1, при этом один его отогнутый конец 2 заводят в отверстие камеры 6 и закрепляют в нем, например завальцовьюают. Далее змеевик 1 растягивают до заданного шага, обусловленного пазами в дистанционных опорах 4, Другой отогнутый конец 3 змеевика 1 остается свободным и занимает положение, как показано на фиг. 5. Для заводки его в отверстие другой камеры 7 змеевик вытягивают по оси трубы, из которой он изготовлен, обеспечивая соосность отогнутого конца 3 с отверстием в камере 7, при этом .змеевик 1, установленный в пазах дистанционных опор 4, временно изменяет свою цилиндрическую форму и в результате натяга принимает форму выпуклого многогранника, условно показанную на фиг. б пунктирными линиями. Таккак операции растягивания и вытягивания змеевика 1 производят в пределах упругой деформации металла трубы, из которого свит змеевик 1, после . закрепления (например, завальцовки) отогнутого конца 3 змеевика 1 в отверстии камеры 7 змеевик 1 возвращается к цилиндрической форме. Подобньм же образом производят сборку остальных змеевиков слоя с коллектором 5 изготавливаемого теплообменника. Для сборки последующих слоев змевиков с коллектором 5 каждый раз на предыдущий слой змеевиков устанавивают последующий ряд радиально асположенных опор, и процесс сборки овторяется, как было описано для дного змеевика 1 первого слоя витоо трубного пучка. В результате получают теплообменик с витым трубным пучком из многоаходных слоев змеевиков. Способ осу1; ествляется следунщим образом (изготовление теплообменника для парогенератора мощностью . 250 МВт АЭС). На стандартном оборудовании, например на станке с программным управлением типа ТГПС-3; обеспечивающим необходимую для такого изделия точность, из труб 0 16 мм и толщиной стенки 1,4 мм навивают спиральные змеевики 0 1700-3800 мм с отогнутыми радиально внутрь концами с шагом меньше-заданного, вплоть до плотного прилегания витков друг к другу Изготовленные таким образом змеевики проходят затем все приемо-сдаточные испытания (гидравлику,,, вакуумирован внешний осмотр и т.д.), после чего до поступления на стеллажи специаль ного стенда для изготовления теплообменника змеевики распределяют по типоразмерам и хранят на складах. Специальный стенд имеет четыре монтажные площадки, выполненные из разборных секций, которые устанавливают по высоте изготавливаемого трубного пучка и разбирают по мере увеличения диаметра трубного пучка. На одном уровне с верхней монтажной площадкой располагают стеллаж, на который со склада подают змеевики определенного типЪразмера. Под нижней монтажной площадкой установлена станина, снабженная поворотным столом для облегчения натяжения зме евиков. Коллектор, собранный с камерами для входа и. выхода теплоносителя с просверленными в них отверстиями для заводки концов труб .спиральных змеевиков, которые расположены в 52 ряда по 100-179 отверстий в каждом ряду в зависимости от ряда, и с установленным ;на нем первым рядом радиально расположенных 16-ти дистанционных опор для фиксации внутреннего (52-го) слоя спиральных зме евиков, устанавливают в вертикально положение и жестко закрепляют на основании упомянутого стенда (возмо жен вариант изготовления теплообменника и при горизонтальном расположе нии коллектора, который здесь не рассматривается). Производят провео ку диаметра описанной окружности по впадинам пазов на дистанционных опо рах/ выфрезёрованных с обеих сторон каждой опоры, за исключением первой под определенным углом и с определенным шагом и предназначенных для укладки змеевиков. Формирование трубного пучка начи нают с установки маячного змеевика 52-го внутреннего слоя. Маяч ный змеевик, как и все последующи змеевики, надевают на коллектор свё ху. Верхний конец змеевика заводят в отверстие (заранее отмеченное для маячного змеевика) нижнего ряда отверстий верхней камеры коллектора. Затем змеевик растягивают вниз (усилие для растяжки змеевиков в зависимости от диаметра его составляет 9-16 кгс) и по мере растяжения укладывают в пазы радиальных дистанционных опор (пазы для укладки маячного змееви1 а заранее Отмечают). Нижний конец змеевика вытягивают по оси трубы, из которой он изготовлен, йа 20-30 мм (усилие вытяжки по оси трубы л. 120 кгс), отводят от поверхности камеры на л 200 мм и заводят отогнутым концом в отмеченное отверстие верхнего ряда отверстий нижней камеры, после чего производят ручную подвальцовку торцов труб в камерах. По установленному маячному змеевику производят укладку остальных 99 змеевиков 52-го слоя. После укладки, змеевиков 52-го производят установку радиальных дистанционных опор для следующего 51-го слоя змеевиков. Эти опоры крепят к опорам предыдущего ряда любым из подходящих в данном случае способов, например сваркой или болтами. Операции по укладке маячного и последующих змеевиков и установке радиальных дистанционных опор повторяют для 51-го и 50-го слоев. После этого производят проверку : наружного диаметра собр анной, части трубного пучка. В дальнейшем контроль наружного диаметра собранных слоев повторяют через каждые два слоя. После укладки пяти или шести слоев змеевиков производят аргонодуговую обварКу торцов труб в верхней и нижней (входной и выходной) камеpax. Обварку торцов труб в отверстиях камер производят Пе1раллельно с установкой последующих слоев змеевиков и производят каждый раз после укладки очередных пяти или июсти слоев змеевиков. На заключительном этапе изготовления теплообменника с витьм трубным пучком после укладки последнего змеевика наружного(первого) слоя производят окончательную проверку наружного диаметра изготовленного теплообменника. Применение предлагаемого способа изготовления теплообменника с витым Трубным пучком по сравнению с известными способами позволяет повысить качество и надежность как отдельной трубки, так и трубного пудка в целом, расширить задел параллельно изготавливаемых парогенераторов и сократить пикл их изготовления.
fpue2
qJus 3
дгиеЛ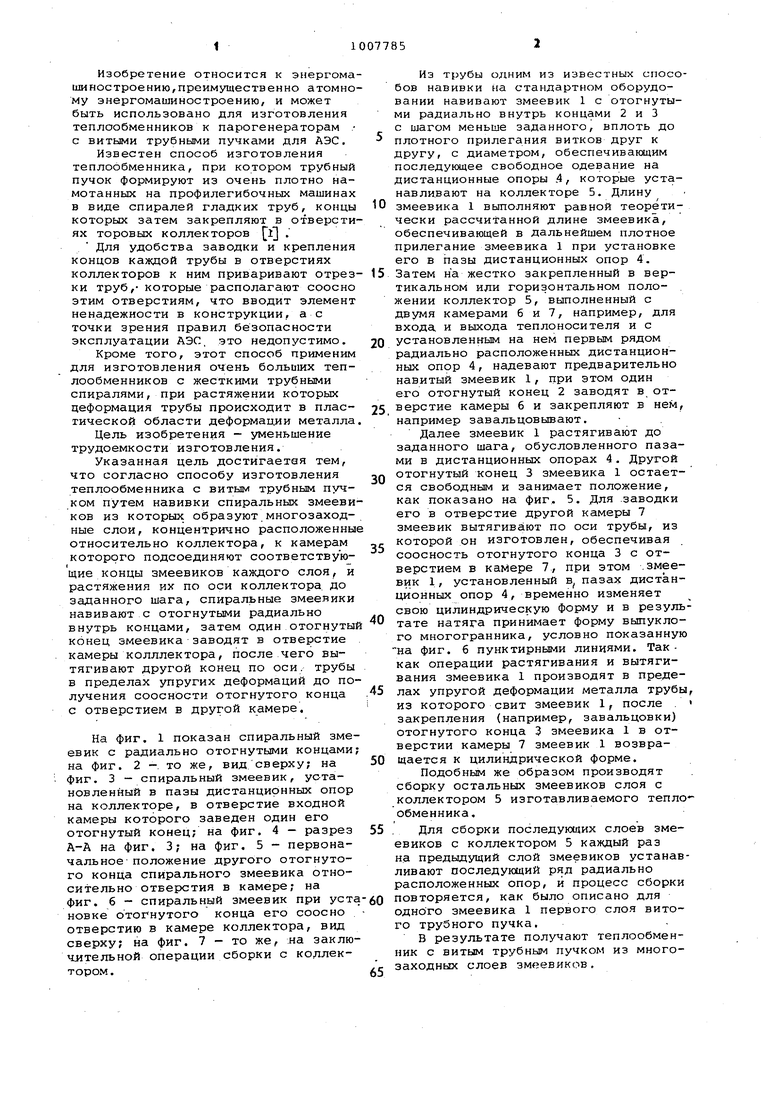
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки | 1987 |
|
SU1555014A1 |
| Способ изготовления многослойного змеевикового теплообменника | 2019 |
|
RU2730779C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ЗМЕЕВИКОВОГО ТЕПЛООБМЕННИКА | 2022 |
|
RU2785433C1 |
| Способ изготовления змеевикового теплообменника | 1984 |
|
SU1402785A1 |
| Витой теплообменник | 2023 |
|
RU2807843C1 |
| ТЕПЛООБМЕННИК | 1993 |
|
RU2050525C1 |
| Теплообменник для гидрогенизационных установок вторичной переработки нефти | 2023 |
|
RU2828249C1 |
| Трубчатая печь | 1984 |
|
SU1279998A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ ИЗ ОРЕБРЕННЫХ ТРУБ | 1994 |
|
RU2087236C1 |
| Кожухотрубные теплообменники в процессах дегидрирования углеводородов C-C (варианты) | 2017 |
|
RU2642440C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА с витым трубн.ым пучком путем навивки спиральных змеевиков, из которых образуют многозаходные слои. концентрично расположенные относительно коллектора, к камерам которого подсоединяют соответствующие концы змеевиков каждого слоя, и растяжения ИХ по оси коллектора до заданного шага, отличающийся тем, что, с целью, уменьшения трудоемкости изготовления, спиральные змеевики навивают с отогнутыми- радиально внутрь концами, затем один отогнутый конец змеевика заводят в отверстие камеры коллектора, после чего вытягивают другой конец по оси трубы в пределах упругих деформаций до получения соосности отогнутого конца с отверстием в другой камере. р J 00 ел фиг.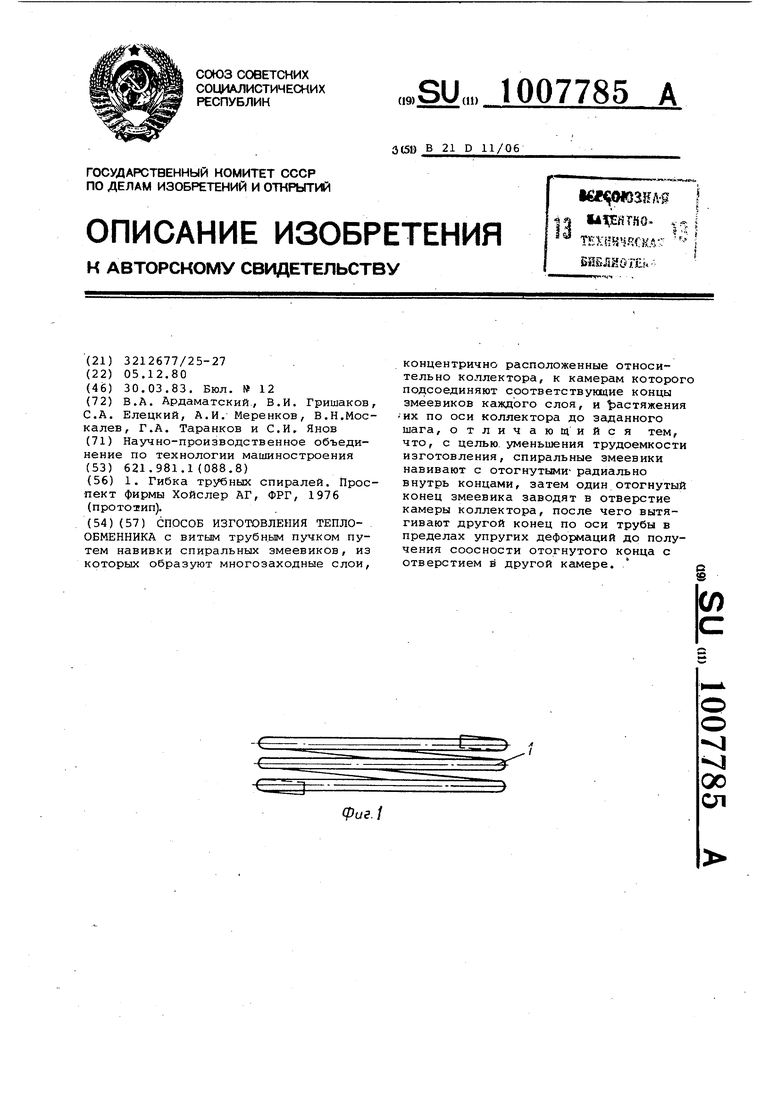
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гибка трубных спиралей | |||
| Проспект фирмы Хойслер АГ, ФРГ, 1976 (прототип). | |||
