Изобретение относится к холодной обработке металлов и других материалов резанием.
По основному авт. св. № 618209 известен сборный инструмент, состоящий из цилиндрического корпуса, в периферийной части которого установлены режущие элементы. Каждый режущий элемент оснащен цилиндрическим хвостовиком, который используется для закрепления режущего элемента в корпусе в любом угловом и линейном положениях. Рабочая часть вставного режущего элемента представляет собой тело вращения и выполнена в виде цилиндра, который пересечен пазом, наклоненным к оси режущего инструмента. Это пересечение в сочетании с расположением режущего элемента в периферийной части корпуса инструмента обеспечивает плавное сопряжение режущей и калибрующей кромок, которые имеют форму дуги 1.
Недостатком известного устройства является то, что калибрующая кромка режущего элемента имеет незначительную длину, а главная задняя поверхность, контактирующая с обработанной поверхностью, имеет вид линии, расположенной параллельно оси режущего элемента, т.е. известная конструкция ножа не обладает способностью высокоэффективного выглаживания и калибрования отверстия. Кроме того, главная задняя поверхность режущего элемента (исходя из последовательности прохождения процесса резания), расположенная после калибрующей его части, удаляется от обработанной поверхности отверстия, образуя взаимный клиновидный зазор, в который, как показала практика использования инструмента, во время работы может попадать стружка и вдавливаться в обработанную поверхность, что является причиной резкого ухудщения чистоты последней. Кроме того, известная конструкция сборного инструмента не позволяет осуществлять компенсацию величин износа главной задней поверхности режущего элемента, т.е. его перемещения вдоль радиуса корпуса инструмента.
Цель изобретения - повыщение качества обработки отверстия путем устранения вероятности вдавливания стружки в обработанную поверхность отверстия задней поверхностью режущего элемента и увеличения эффекта выглаживания обрабатываемой поверхности при хорошей стабилизации инструмента в обработанном отверстии, а также получение возможности компенсировать величину износа режущего элемента.
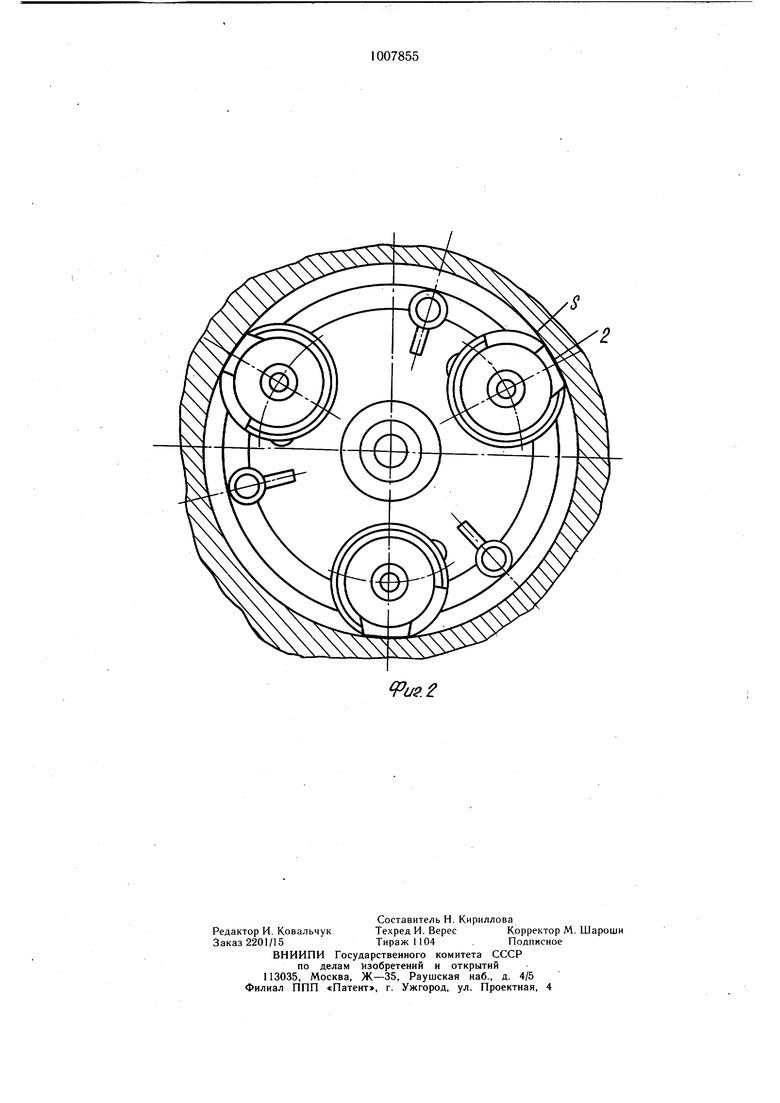
Поставленная цель достигается тем, что Б сборном инструменте для обработки отверстий с режущими элементами, выполненными в виде тела вращения, на периферии которого прорезан паз, образующий режущую и калибрующую кромки, которые плавно переходят одна в другую и выполнены в форме дуги, задняя поверхность калибрующей части режущего элемента выполнена в виде опорной площадки, которая может выходить на конец кромки.
На фиг. 1 изображен сборный инструмент, вид сбоку, (здесь отчетливо видна опорная площадка режущего элемента, эксцентричная разрезная втулка изображена в сечении); на фиг. 2 - то же, вид с торца. Сборный инструмент для обработки отверстий состоит из трех режущих элементов 1 с опорными площадками 2. Режущие элементы закреплены в периферийной части корпуса 3, на специальных цилиндрических хвостовиках. Для осуществления восстановления нужного рабочего диаметра инструмента после износа опорных площадок между корпусом инструмента и хвостовиком режущего элемента установлена эксцентричная разрезная втулка 4. Поворачивая эту втулку вокруг оси, можно менять
, рабочий диаметр инструмента. При эксплуатации сборного инструмента между поверхностью обработанного отверстия и главной задней поверхностью режущего элемента образуется клиновидный зазор, в который без наличия опорной площадки попадает стружка и может вдавливаться вращающимся инструментом в обработанную поверхность. Опорная площадка на главной задней поверхности режущего элемента существенно снижает вероятность этого явления, а если опорная площадка выходит на конец калибрующей кромки (на фиг. 1), то вероятность вдавливания стружки в обработанную поверхность равна нулю. Инструмент помещен в обработанное отверстие для того, чтобы отразить увеличение длины калибрующей кромки, прилегающей непосредственно к обработанной поверхности отверстия.
Выполненные на главных задних поверхностях инструмента специальные опорные площадки обеспечивают достаточно высокий эффект выглаживания и калибрования обрабатываемого отверстия, вследствие чего на один-два класса повыщается точность и чистота обработки отверстий и устраняется вероятность вдавливания стружки в обрабатываемую поверхность, а примеQ нение разрезных эксцентричных втулок позволяет в 1,5-2 раза повысить долговечность инструмента с одновременным расщирением диапазона использования корпусов предлагаемого сборного инструмента.
9U2.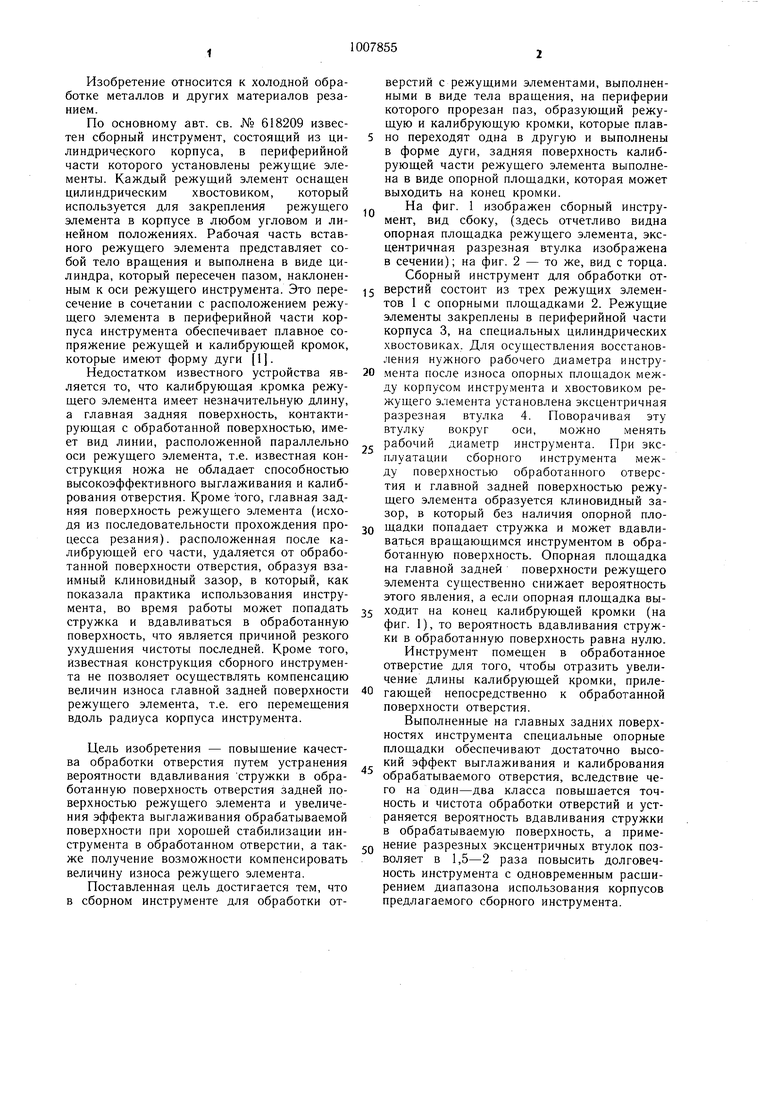
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный инструмент для обработки отверстий | 1976 |
|
SU618209A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ И КАЛИБРОВАНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩИМ ИНСТРУМЕНТОМ | 2011 |
|
RU2474486C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2020 |
|
RU2726516C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2013 |
|
RU2524466C1 |
| Развертка | 1974 |
|
SU512872A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2014 |
|
RU2575530C2 |
| Комбинированная развертка | 1984 |
|
SU1281350A1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ МНОГОФУНКЦИОНАЛЬНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И ДЕРЖАВКА ДЛЯ НЕГО | 2004 |
|
RU2364477C2 |
| Сборный канавочный резец | 1990 |
|
SU1780932A1 |
СБОРНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ по авт. св. № 618209, отличающийся тем, что, с целью повышения качества обработки отверстия, задняя поверхность калибрующей части режущего элемента выполнена в виде опорной площадки, которая может выходить на конец кромки. (Л 00 ел сд /e.f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сборный инструмент для обработки отверстий | 1976 |
|
SU618209A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
