Изобретение относится к машиностроению, в частности к металлообработке режущим инструментом при обработке ртверстий.
Целью изобретения является улучшение качества обработки отверстий, повьшение стойкости.
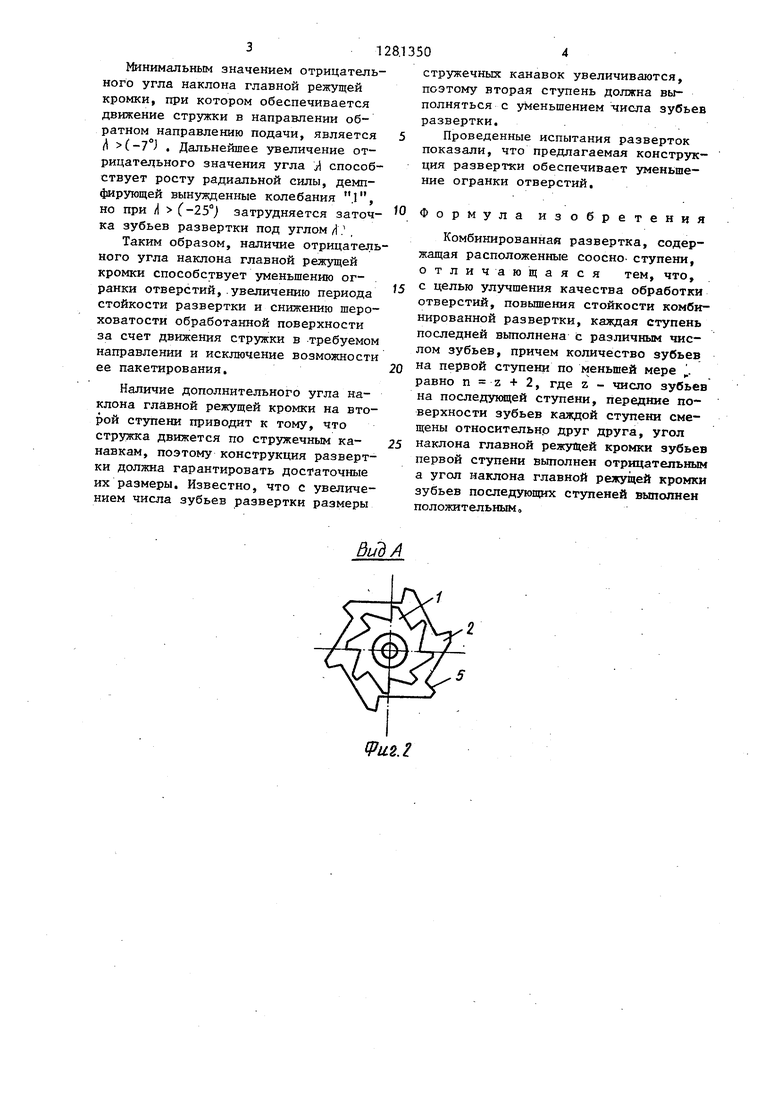
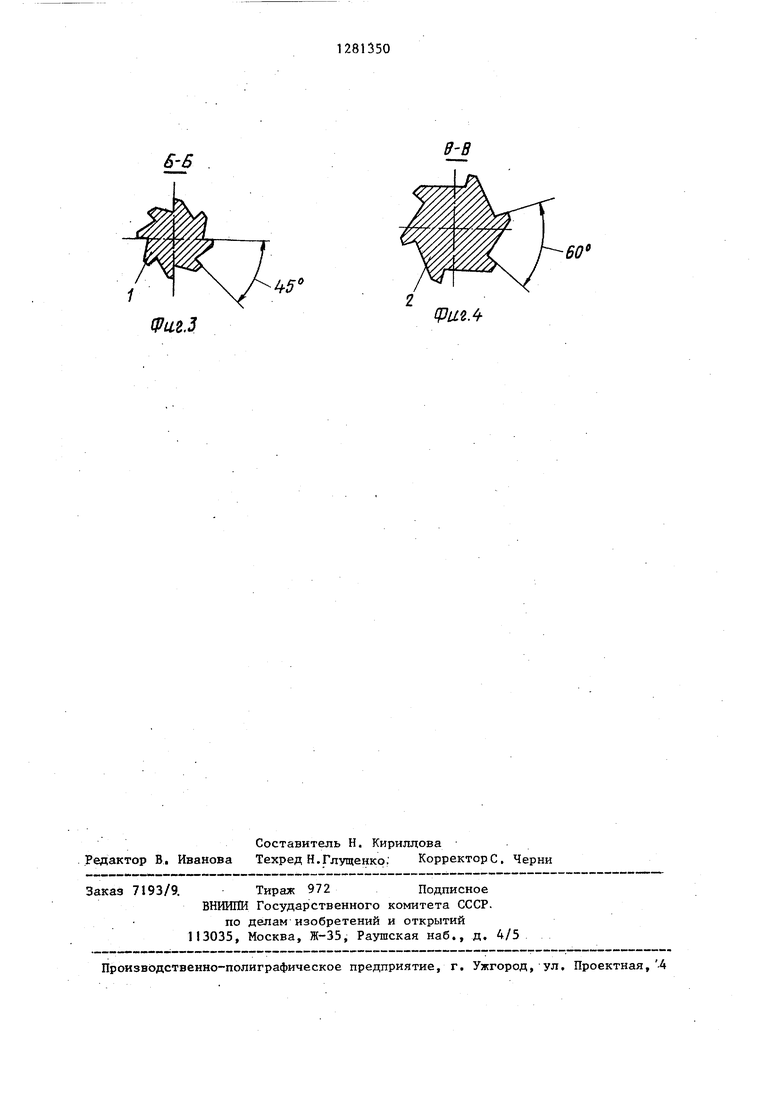
На фиг. 1 изображена предлагаемая комбинированная развертка; на фиг 2 - вид А на фиг, 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1.
Конструкция развертки состоит из двух ступеней. Первая ступень 1 раз- 1 вертки имеет большее число зубьев, вторая ступень 2 - меньшее. Зубья ,на обеих ступенях расположены равномерно по окружности. Между ступенями выполняют цилиндрическое соединительное тело 3j а для крепления развертки предусмотрен хвостовик 4. Конструктивные элементы развертки, передняя поверхность зуба 5, Ч - главный угол в плане, j- угол наклона главной кромки, t - расстояние между первой и второй ступенью, tj общая длина развертки.
Число ступеней развертки определяется количеством соосных отверстий обрабатываемой детали,
Траектория, которую описывает центр развертки с равномерным распределением зубьев за время ее поворота на годин угловой шаг, при наличии вынужденных колебаний является окружно стью. При этом каждьш последуюш й зу двихсется по следу, оставленному пре дьщутдим зубом. Количество граней в поперечном сечении отверстий представляет огранку с числом граней п Z + 1, где Z - число зубьев развертки. Величина огранки при этом может быть больае поля допуска на об рабатьшаемое отверстие, что приводит к браку детали.
В предлагаемой конструкции раз- вертки каждая ступень имеет различное число зубьев, первая, например восемь вторая шесть, тогдачколичество волн на-первой ступени отверстия должно быть на первой девять, а на второй семь. При Совместной работе всех ступеней разв ертки движение их по не- зависимым траекториям невозможно, тогда обе ступени будут описывать общую траекторию. Такой траекторией является фигура Лиссажу,
O
5
0
5
0
5
0
5
Q г
При такой траектории движения центра развертки каждая последующая режущая кромка не двигается по следу, оставленному предыдущей кромкой, что приводит к выглаживанию волнообразной поверхности отверстия калибрующими участками зубьев развертки. Выглаживание обработанной поверхности сопровождается большими упру- гопластическими деформациями обработанной поверхности, что ведет к снижению шероховатости обработанной поверхности и частичному сглаживанию волн, кроме того, на кшшбрующую ленточку действуют значительные радиальные силы от упругопластического контакта, которые демпфируют вынужденные колебания в системе станка, а следовательно, уменьшают амплитуду колебаниГ; развертки. Уменьшение амплитуды колебаний развертки уменьшает износ зубьев и огранку отверстий.
Смещение зубьев первой ступени относительно второй обеспечивает дополнительйое смещение траекторий движения зубьев первой ступени относительно второй, что увеличивает угол фазового сдвига между траекториями движения зубьев 1 и 2 ступеней, а следовательно, гарантирует более полное выглалшвание обработанной.поверхности.
Угловой шаг ступени с меньшим чк:с лом зубьев ё .ин больше углового шага ступени с большим числом зубьев развертки 0,, G, , поэтому угловое смепгение ступени раз.вертки рационально лишь при изменении величины угла смещения в пределах углового шага ступени с большим числом зубьев , так как дальнейпю.е смещение в пределах угла 60 G.Q будет повторением первого цикла смещения, но в пределах другой пары зубьев развертки„
Наличие, отрицательного углсЭ 1акло- на главной ре;1суш,ей кромки на первой ступени способствует движению стружки в направлении противоположном направлению подачи, что исключает царапание обработанной поверхности сходящей стружкой. Кроме того, по стружечным канавкам второй суупени сходит стружка, снимаемая только ее режущими кромками,, что практически исключает пакетирование стружки в канавках,
Минимальным значением отрицательного угла наклона главной режущей кромки, при котором обеспечивается движение стружки в направлении обратном направлению подачи, является (.-1°} . Дальнейшее увеличение от- рицатедьного значения угла yi способствует росту радиальной силы, демпфирующей вынужденные колебания .1, но при /I (-25°) затрудняется заточка зубьев развертки под углом / ,
Таким образом, наличие отрицательного угла наклона главной режущей кромки способствует уменьшению огранки отверстий,.увеличению периода стойкости развертки и снижению шероховатости обработанной поверхности за счет движения стружки в требуемом направлении и исключение возможности ее пакетирования.
Наличие дополнительного угла наклона главной режущей кромки на второй ступени приводит к тому, что стружка движется по стружечным канавкам, поэтому конструкция развертки должна гарантировать достаточные их размеры. Известно, что с увеличением числа зубьев развертки размеры
стружечных канавок увеличиваются, поэтому вторая ступень должна выполняться с уменьшением т1исла зубьев развертки. ..
Проведенные испытания разверток показали, что предлагаемая конструкция развертки обеспечивает уменьшение огранки отверстий.
Формула изобретения
Комбинированная развертка, содержащая расположенные соосно- ступени, отличающаяся тем, что,
с целью улзгчшения качества обработки отверстий, повышения стойкости комбинированной развертки, каждая ступень последней выполнена с различным числом зубьев, причем количество зубьев
на первой ступени по меньшей мере . равно п Z + 2, где z - число зубьев на последующей ступени, передние поверхности зубьев каждой ступени смещены относительно друг друга, угол
наклона главной режуЦей кромки зубьев первой ступени выполнен отрицательным а угол наклона главной режущей кромки зубьев последующих ступеней выполиен положительным.
диЭ/J
Vu2.l
6-6
(Риг.З
cpaz.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированная развертка | 1988 |
|
SU1673324A1 |
| СПОСОБ ВИБРОСВЕРЛЕНИЯ С МЕЛКОДИСПЕРСНЫМ ДРОБЛЕНИЕМ СТРУЖКИ | 2008 |
|
RU2412023C2 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2198766C2 |
| БОЛТ | 1996 |
|
RU2116527C1 |
| УСТРОЙСТВО ДЛЯ ЗУБОТОЧЕНИЯ | 2012 |
|
RU2611584C2 |
| РАЗВЕРТКА | 1996 |
|
RU2149083C1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| Шлицевая протяжка | 1985 |
|
SU1271684A1 |
Изобретение относится к машиностроению, в частности к металлообработке режущим инструментом при обработке отверстий. Цель изобретения - улучшение качества обработки отверстий, повышение стойкости комбинированной развертки за счет умень шения ог.ранки отверстия. Развертка состоит из двух ступеней, первая ступень 1 имеет большее число зубьев, чем вторая ступень 2. Зубья на обеих ступенях расположены равномерно по окружности, между зубьями выполнена цилиндрическое соединительное тело 3 для крепления-развертки предусмотрен хвостовик 4. Развертка выполнена со следующими геометрическими параметрами . главный угол в плане; / - угол наклона главной кромки; 1 - расстояние между первой и второй ступенью; Ej - общая длина развертки. Число ступеней развертки определяется количеством со- осньгх отверстий обрабатываемой детали. Передние поверхности 5 зубьев каждой ступени смещены относительно друг друга на угол, по крайней мере равный величине углового шага зубьев ступени с больпшм числом зубьев. Угол наклона главной режущей кромки зубьев первой ступели выполнен отрицательным, а угол у зубьев последу- .ющих ступеней выполнен положительным, 4 ил. (Л to 00 00 ел в 1Раг.1
| Патент США № 3591302, кл | |||
| Микрофонно-телефонно-катодный усилитель | 1923 |
|
SU408A1 |
