Известны зубошевинговальные станки, содержащие стол со шпиндельными бабками изделия, каретку шевера, механизм бочкообразования, кинематическую цепь осевой ;юдачи с механизмом ее реверса, механизм радиальных подач с ходовым винтом рабочей подачи.
Предлагаемый зубошевинговальный станок отличается от известных тем, что механизм бочкообразования смонтирован на поворотных направляющих и выполнен в виде салазок с направляющими, взаимодействующими с призматическими ползушками. Последние смонтированы коническими хвостовиками в поворотном барабане с валом, концы которого связаны с пазами двух копиров, закрепленных на салазках и служащих для качения салазок. Кинематическая цепь осевой подачи снабжена тормозом, состоящим из двух электромагнитных муфт, жестко установленных на ведущем валу этой цепи и взаимодействующих при включении с ведомыми шестернями механизма реверса осевой подачи, причем механизм радиальных подач содержит гидроцилиндр быстрых перемещений ходового винта рабочей подачи.
Такая конструкция повышает точность и надежность станка.
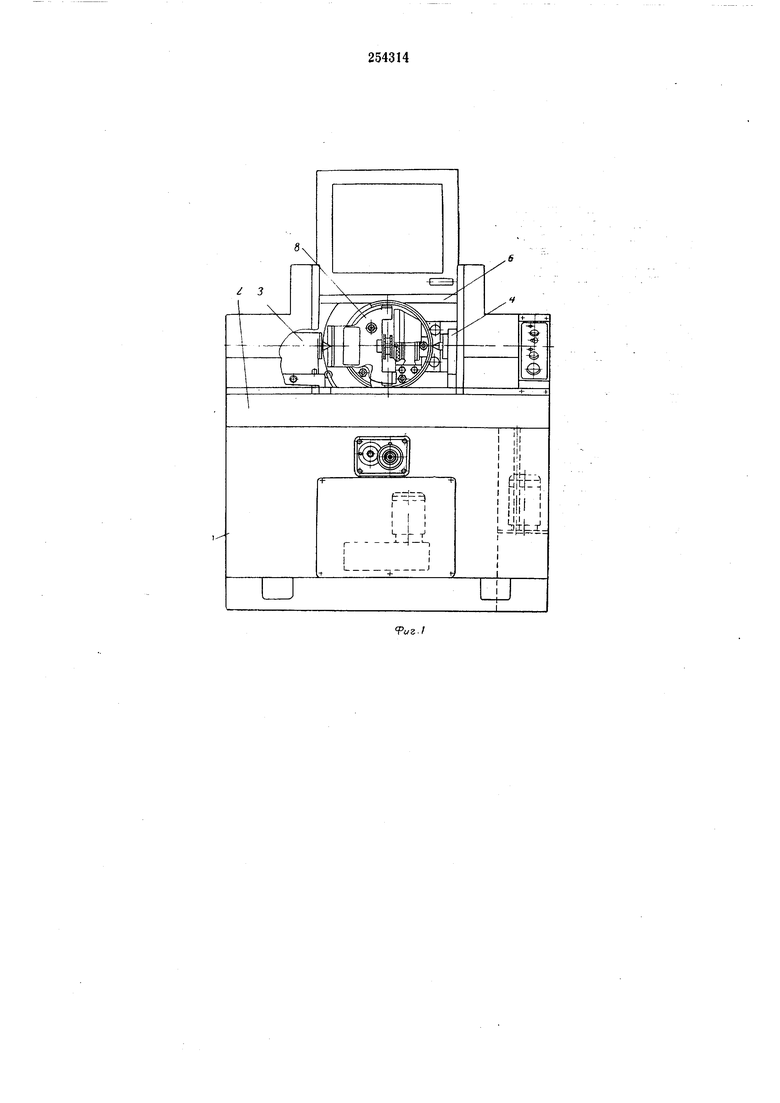
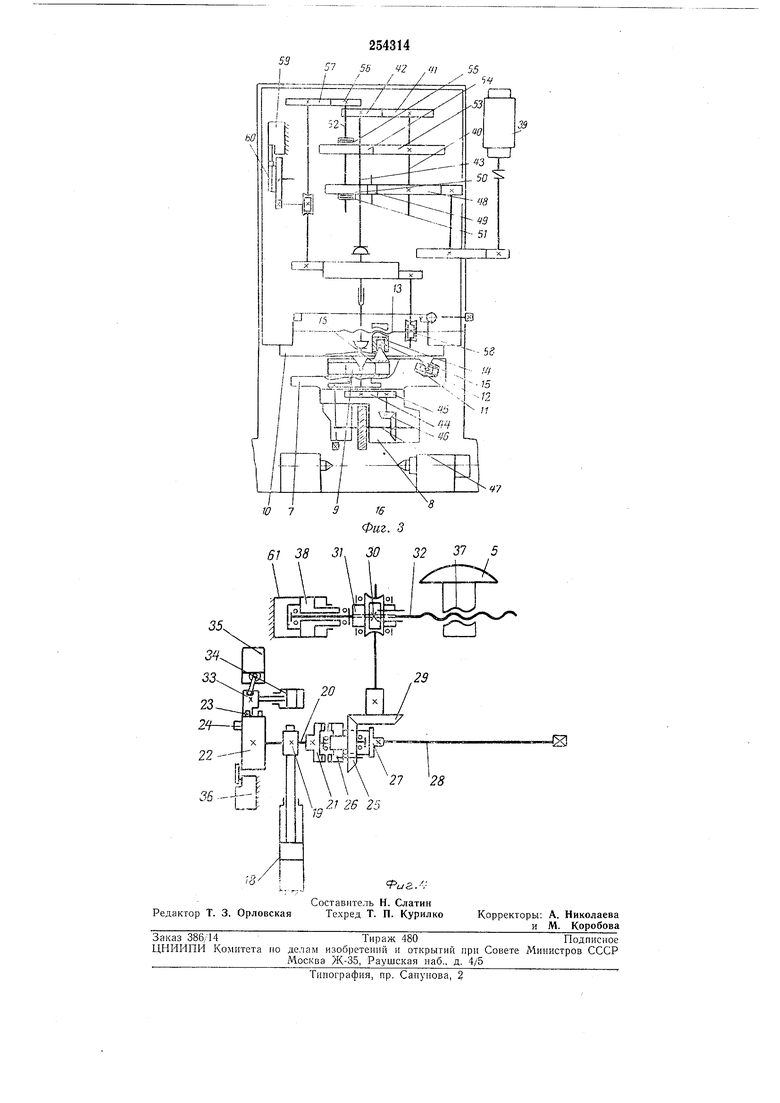
сбоку; на фиг. 3 - кинематическая схема привода вращения шевера и механизма осевых подач; на фиг. 4 - схема механизма радиальных подач.
Зубошевинговальный станок содержит горизонтальную станину 1, на которой закреплен стол 2 со шпиндельными бабками 3, 4 изделия, установленными на расстоянии, соответствующем длине обрабатываемой детали. На продольных направляющих станины / смонтирована каретка 5 с поворотными налравляющими 6, снабженными салазками 7. На салазках по круговому Т-образному пазу крепится шеверная головка 8, которая лможет быть установлена под необходимым углом скрещивания. Поворотные направляющие 6 также могут быть закреплены по круговому Т-образному пазу на каретке 5 под любым углом от О до 90° для работы с продольной диагональной или поперечной подачей.
Салазки 7 имеют направляющие, в которые входит призматическая часть лолзушек 9, смонтированных .коническими хвостовиками в поворотном барабане 10.
В салазках 7 с помощью винтов закреплены цилиндрическими хвостовиками два копира 11, причем под винты сделаны пазы, позволяющие разворачивать копиры. В пазы копиров // входят концы оси 12, установленной в проушине барабана 10. Такая установка
копиров обеспечивает качение салазок вокруг осей ползушек 9 в процессе обработки. . Станок содержит также ходовой випт 13, смонтированный на нодшипни,ках в барабане 10, ходовую гайку 14 с двумя пазами, перпендикулярными ее оси, в которые входят своей клиновой частью ползушки 15, установленные в кронштейне 16, скрепленном с салазками 7. Ползушки 15 пружинами постоянно поджаты к гайке 14, что обеспечивает автоматическую выборку люфта между гайкой и ползушками.
В нише станины 1 (см. фиг. 2) смонтирован механизм радиальных подач 17, состояш,ий из приводного гидроцилиндра 18 со штокомрейкой, с которым зацепляется зубчатое колесо 19, насаженное на вал 20. На валу также неподвижно закреплены многозубая торцовая полумуфта 21 и барабан 22. Барабан 22 имеет по лериферии два ряда отверстий, в которые в шахматном порядке с определенным шагом вводятся винты-упоры 23, а на торце барабана 22 по окружности расположены отверстия, в одном из которых устанавливается ВИ.НТ 24. Коническое зубчатое колесо 25 свободно сидит на валу 20, а полумуфта 26 может перемещаться вдоль ступицы зубчатого колеса 25.
Диск 27 неподвижно закреплен на валу 28 и с помощью штырей, проходящих через отверстия в колесе 25, связан с полумуфтой 26. Коническое колесо 29 насажено на один вал с червяком 30, находящимся в зацеплении с червячным колесом 31, жоторое закреплено от осевых перемещений упорными подшипннками. Червячное колесо 31 имеет шлицевое отверстие и свободно сидит на винте 32 радиальной подачи.
Собачка 33 связана со щтоком гидроцилиндра 34 и воздействует на конечный переключатель 35. Конечный переключатель 36 срабатывает под воздействием винта 24. Гайка 37 с ввернутым в нее винтом 32 связана с кареткой 5. Поршень 38 гидроцилиндра закреплен на хвостовике винта 32 и при перемещении осуществляет быстрый подвод и отвод каретки 5.
Привод вращения шевера и осевых подач щеверной головки 8 смонтирован в каретке 5. Вращение шеверу передается (см. фиг. 3) от электродвигателя 39 через цилиндрические зубчатые колеса, вал 40, сменные зубчатые колеса 41, 42, центральный шарнирный вал 43, зубчатые колеса 44, 45 к 46 н шпиндель 47. Движение осевой подачи передается с вала 40 через механизм реверса, т. е. через зубчатые колеса 48, 49, 50 при включенной электромагнитной муфте 51 на вал 52 в одном направлении или через колеса 53, 54 при включенной электромагнитной муфте 55 на вал 52 в другом направлении. С вала 52 вращение передается через сменные зубчатые колеса 56, 57, цилиндрические зубчатые колеса и червячную пару 58 на ходовой винт 13. Команда на реверс в конце каждого хода
шеверной головки 8 подается конечным переключателем 59, срабатывающим от кулачков 60, получающих вращение от ведомого вала гитары подач через червячную и цилиндрическую передачи. Упоры .настраиваются на требуемую длину хода шеверной головки 8.
Заготовка с бочкообразными зубьями обрабатывается следующим образом.
При вращении ходового винта 13 ходовая гайка 14 через ползущку 15 сообщает движение осевой подачи салазкам 7 с закрепленной на них шеверной головкой 8.
Копиры 11 могут быть закреплены в салазках 7 под любым углом, необходимым для шевингования заготовок. В процессе обработки салазки 7 качаются вокруг осей ползушек 9, При этом одновременно с наклоном шевера в ту или иную сторону в зависимости от направления перемещения салазок 7 от среднего положения уменьшается межосевое расстояние между шевером и заготовкой. Для шевингования .заготовок с зубьями постоянной толщины копиры // устанавливают пазами параллельно направляющим салазок 7. Реверс вращения шевера и осевой подачи в ковце каждого хода шеверной головки (см. фиг. 3) осуществляется электродвигателем 39.
Схема однодвигательного привода осевых подач и главного движения описываемого станка отличается тем, что реверс осевой подачи при работе станка без реверса вращения шевера осуществляется за счет поочередной работы электромагнитных муфт 51 и 55, а двигатель 39 не реверсируется. Для реверса вращения шевера одна из электромагнитных муфт 51 или 55 в зависимости от необходимого направления подачи по отношению к заданному направлению вращения щевера (выбор зависит от направления зубьев шевера и заготовки) включается на постоянную работу. Другая муфта включается на совместную работу с постоянно включенной (при этом механизм реверса осевой подачи становится механизмом торможения привода) в момент выключения электродвигателя 39 перед его реверсом и выключается при включении электродвигателя 39 на вращение его в противоположном направлении. Совместная работа двух электромагнитных муфт обеспечивает быстрое торможение привода в момент реверса, что облегчает работу главного электродвигателя при реверсе, так как сняты перегрузки, возникающие при торможении привода, и сокращает время реверса.
В конце каждого хода салазок с шеверной головкой механизм радиальных подач 17 перемещает каретку 5. При поступлении масла в нештоковые полости гидроцилиндров 18 и 61 (фиг. 4) механизма радиальных подач каретка 5 быстро подводится за счет того, что поршень 38 перемещает связанный с ним ходовой винт 32. При движении щтока-рейки гидроцилиндра 18 вращается реечное зубчатое колесо 19, вал 20, полумуфта 21 и барабан 22. Если соединить .полумуфты 21 и 26, что достигается осевым .перемещением вала 28 с диском 27, который с .помощью штырей соединен с полумуфтой 26, то вращение передается через конические колеса 25, 29 и червячную передачу 30, 31 винту 32.
Ходовой винт 32 соединен с червячным колесом 31 с помощью шлицев и может перемещаться в осевом направлении до упора в него. Ходовой винт 32 вращается до тех пор, пока первый из винтов 23 не упрется в собачку 33, при этом шевер вводится в плотное зацепление с заготовкой. Винты 23 можно переставлять и завинчивать в барабан 22 по периферии в шахматном .порядке с шагом, соответствующим величине радиальной подачи на каждый очередной ход шеверной головки. Гидроц-илиндр 34 по команде перемещает собачку 33, которая освобождает винт 23 одного ряда и удерживает винты второго ряда. Барабан вместе со всей кинематической цепью до ходового винта 32 поворачивается на один шаг и .перемещает гайку 37 с кареткой 5 на величину радиальной подачи.
При перемещении собачки 33 конечный переключатель 35 дает команду на дальнейшее продолжение цикла.
Винт 24 завинчивается в одно из отверстий кругового ряда на торце барабана так, чтобы переключить конечный переключатель 36 при последней радиальной подаче, когда весь необходимый припуск снят. Конечный переключатель 36 дает команду на отключение гидроцилиндра 34 и включение счетчика зачистных ходов, в конце цикла все цилиндры возвращаются в исходное положение. Каретка отводится, барабан 22 занимает исходное полол ение, конечный переключатель 36 переключается и дает команду на окончание цикла.
Предмет изобретения
Зубошевинговальный станок, содержащий стол со шпиндельными бабками изделия, каретку шевера, механизм бочкообразования, кинематическую цепь осевой подачи с механизмом ее реверса, механизм радиальных подач с ходовым винтом рабочей подачи, отличающийся тем, что, с целью повышения точности и надежности станка, механизм бочкообразования смонтирован на поворотных направляющих и выполнен в виде салазок с
направляющими, взаимодействующими с призматическими ползушками, смонтированными коническими хвостовиками в поворотном барабане с валом, концы которого связаны с пазами двух копиров, закрепленных
на салазках и служащих для качения салазок, а кинематическая цепь осевой подачи снабжена тормозом, выполненным в виде двух электромагнитных муфт, жестко установленных на ведущем валу этой цепи и
взаимодействующих при включении с ведомыми шестернями механизма реверса осевой подачи, причем механизм радиальных подач снабжен гидроцилиндром быстрых переме щений ходового винта рабочей подачи.
1
-1.
Г7
руг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОШЕВИНГОВАЛЬНЫЙ ПОЛУАВТОМАТ | 1973 |
|
SU366940A1 |
| Зубошевинговальный станок | 1976 |
|
SU638436A2 |
| Устройство для подгонки величины сопротивления резисторов | 1976 |
|
SU598133A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ КОНТАКТНЫХ ДЕТАЛЕЙ | 1970 |
|
SU283967A1 |
| Зубошевинговальный станок | 1988 |
|
SU1704968A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1973 |
|
SU382698A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Устройство к токарно-винторезному станку для нарезания зубчатых изделий | 1984 |
|
SU1197799A1 |