Дуговая сварка при изготовлении изделий из тонколистовых материалов имеет недостаток, заключающийся в опасности прожогов и неизбежности чрезмерного нагревания изделия.
Согласно изобретению для получения качественных сварных соединений тонколистовой стали с помощью автоматической дуговой сварки электроэнергию подают к месту сварки отдельными кратковременными импульсами, регулируемыми по амплитуде, длительности и частоте.
При этом способе сварное соединение (как и при обычной дуговой сварке) получается за счет энергии дугового разряда между электродом и изделием.
Однако в отличие от обычной дуговой сварки, при применении предложенного способа дуга горит не непрерывно, а периодическими импульсами, причем энергия в импульсе, длительность действия импульса и частота их повторения в процессе сварки поддерживаются на установленном уровне и подаются регулировке в широком диапазоне.
При импульсной сварке для обеспечения устойчивости процесса между электродом и изделием непрерывно поддерживают маломощный высокочастотный электрический разряд.
Благодаря импульсному характеру дуги при перемещении электрода вдоль шва сварка получается в виде отдельных точек, расстояние между которыми устанавливается в соответствии с технологическими требованиями, предъявляемыми к сварному шву.
При сварке с перекрытием точек получается герметичный сварной шов.
Импульсный характер дуги позволяет (при сварке материалов одинаковой толщины) применять во много раз большие токи, чем при обычной дуговой сварке, вследствие чего процесс сварки протекает более интенсивно.
Высокая степень концентрации тепловой энергии в импульсе (до тысячных долей секунды) обеспечивает высокое качество сварного соединения при незначительном окислении металла и малых тепловых потерях на нагревание изделия.
В тех случаях, когда окисление материала изделия в месте сварки совершенно недопустимо, ее можно осуществлять в защитной среде.
Точная дозировка энергии в дуговом импульсе обеспечивает получение идентичных сварных соединений и устраняет возможность прожогов и непроваров.
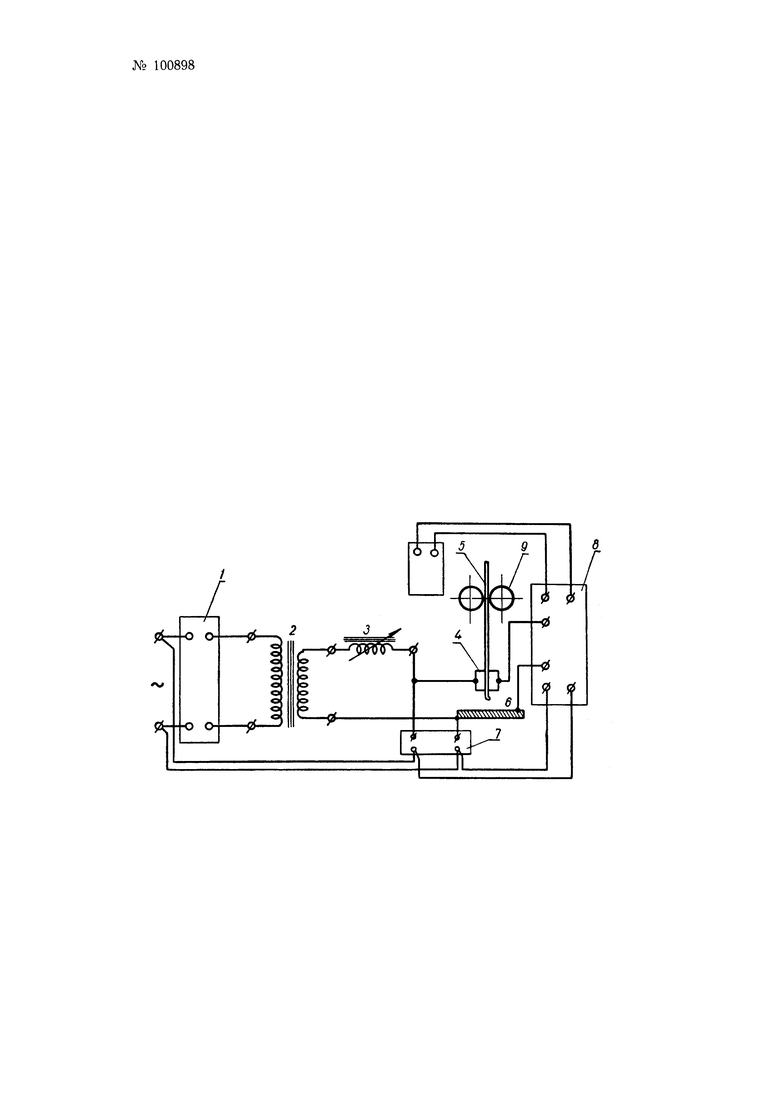
На чертеже приведена скелетная схема установки для осуществления предлагаемого способа сварки тонколистовой стали электрической дугой.
Напряжение сети переменного тока, преобразованное устройством 1 в импульсы напряжения, регулируемые по величине, времени и скважности, через трансформатор 2, дроссель 3 и токоподвод 4 подводится к электроду 5 и свариваемому изделию 6. От высокочастотного генератора 7 к ним также подводится напряжение высокой частоты, которое возбуждает вспомогательную высокочастотную дугу между электродом и изделием.
Напряжение высокочастотной дуги поддерживается во время сварки на установленном уровне с помощью регулятора 8 и подающего механизма 9, чем обеспечивается устойчивость условий возбуждения импульсной сварочной дуги.
В момент приложения импульса сварочного напряжения в дуговом промежутке высокочастотной дуги возбуждается импульсная сварочная дуга, которая образует сварную точку.
При перемещении электрода вдоль шва импульсная дуга образует сварной шов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ импульсно-дуговой сварки неплавящимся электродом | 1984 |
|
SU1146159A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| Способ сварки | 1990 |
|
SU1768366A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО ИЗДЕЛИЯ | 2011 |
|
RU2492977C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2212989C2 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2253551C2 |
| СПОСОБ БЕСКОНТАКТНОГО ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ | 1991 |
|
RU2027562C1 |
| Способ электродуговой сварки | 1978 |
|
SU780996A1 |
1. Способ сварки тонколистовой стали электрической дугой, создаваемой между металлическим электродом и изделием, отличающийся тем, что, с целью сокращения тепловых потерь и уменьшения окисления металла шва, электроэнергию подают к месту сварки отдельными кратковременными импульсами, регулируемыми по амплитуде, длительности и частоте.
2. Способ по п. 1, отличающийся тем, что, с целью обеспечения устойчивости процесса импульсной сварки между сварочным электродом и изделием непрерывно поддерживают маломощный высокочастотный электрический разряд.
