Изобретение относится к технологии и оборудованию для дуговой сварки металлов и их сплавов импульсным сварочным током, представляющим собой однополярные, например, прямоугольные импульсы, следующие с частотой ультразвукового частотного диапазона, нарастание и спад которых сопровождается высокочастотной затухающей модуляцией. Изобретение может быть использовано в различных отраслях техники и, например, в промышленности, где предъявляются высокие требования к качеству сварного соединения, стабильности горения дуги, надежности сварочного оборудования и сварочного соединения.
Известен способ дуговой сварки постоянным током, включающий преобразование напряжения источника электрической энергии на низкочастотном трансформаторе с падающей вольт-амперной характеристикой, выпрямлением полученного напряжения с последующей фильтрацией выпрямленного напряжения и стабилизацией электродугового процесса.
Известно устройство для дуговой сварки, содержащее низкочастотный трансформатор с падающей вольт-амперной характеристикой, выпрямитель с выходным фильтром и устройство для стабилизации электродугового процесса /см. Патент Р.Ф. №2154559, В 23 К 9/073, 2000, “Способ стабилизации электродугового процесса и устройство для его осуществления”/.
Известные способ и устройство не позволяют достигать более высокого качества сварки металлов и стабильного горения дуги, а устройство обладает большими габаритами и массой.
Также известен способ дуговой сварки постоянным током, включающий преобразование напряжения источника электрической энергии в напряжение высокой частоты на высокочастотном инверторе и последующее преобразование с помощью специальной схемы управления, напряжения высокой частоты в постоянный сварочный ток с падающей вольт-амперной характеристикой.
Также известно устройство для дуговой сварки постоянным током, содержащее преобразователь напряжения источника электрической энергии на высокочастотном инверторе и устройство управления, обеспечивающее преобразование напряжения высокой частоты в постоянный ток с падающей вольт-амперной характеристикой /см. Патент Р.Ф. №2147979, В 23 К 9/095, 2000, “Источник питания для дуговой сварки на основе высокочастотного инвертора”/.
Известные способ и устройство не позволяют достигать более высокого качества сварки металлов и стабильного горения дуги, а устройство имеет недостаточную надежность и высокую сложность.
Сущность изобретения
Способ дуговой сварки включает преобразование напряжения источника электрической энергии в напряжение, например, прямоугольной формы, представляющее собой разнополярные прямоугольные импульсы, следующие с частотой ультразвукового частотного диапазона, последующее преобразование полученного напряжения на высокочастотном импульсном трансформаторе с падающей вольт-амперной характеристикой и высокочастотном выпрямителе в сварочный ток, представляющий собой однополярные прямоугольные импульсы, следующие с частотой ультразвукового частотного диапазона, нарастание и спад которых сопровождается высокочастотной затухающей модуляцией, а модуляция осуществляется за счет воздействия разнополярных прямоугольных импульсов на высокочастотный импульсный трансформатор, на резонансных частотах которого возбуждаются высокочастотные затухающие колебания большой амплитуды. Использование такого сварочного тока приводит к значительному улучшению качества сварочного процесса и сварного соединения, а именно за счет непрерывной ионизации проводящего промежутка между электродом и соединяемыми металлами высокочастотным напряжением достигается чрезвычайно высокая стабильность горения дуги, электродинамическое воздействие однополярных прямоугольных импульсов на дугу и сварочную ванну приводит к микрокапельному переносу металла электрода, а ультразвуковое воздействие в зоне сварки, возникающее в результате ударов микрокапель металла электрода о поверхность сварочной ванны и свариваемых металлов приводит к высокой прочности сварного соединения.
Падающую вольт-амперную характеристику высокочастотного импульсного трансформатора и сварочного тока получают за счет специальной конструкции трансформатора и специальной установки длительностей импульсов, пауз между ними и скоростей нарастания и спада импульсов. Сущность конструкции трансформатора заключается в том, что для уменьшения скорости нарастания тока используют увеличенную индуктивность первичной обмотки трансформатора, для получения необходимых выходных характеристик используют увеличенный коэффициент трансформации, а для ограничения максимального тока в первичной обмотке используют уменьшенную связь между первичной и вторичной обмотками трансформатора, малые времена нарастания и спада прямоугольных импульсов на его первичной обмотке и определенные значения длительностей импульсов и пауз. Для обеспечения необходимых частотных свойств трансформатора используют обмотки с минимальной межвитковой и межобмоточной емкостями и индуктивностями. Использование указанного способа получения необходимой вольт-амперной характеристики позволяет отказаться от специальных электронных схем управления с обратными связями и полностью исключить критические режимы работы электронных ключей преобразователя напряжения источника электрической энергии в разнополярные прямоугольные импульсы, что значительно повышает надежность сварочного оборудования.
Устройство для дуговой сварки содержит высокочастотный преобразователь напряжения источника электрической энергии в разнополярные прямоугольные импульсы, высокочастотный импульсный трансформатор с падающей вольт-амперной характеристикой и высокочастотный выпрямитель, с которого сварочный ток подается непосредственно на сварочный электрод. При этом для получения падающей вольт-амперной характеристики и исключения критических режимов работы преобразователя высокочастотный импульсный трансформатор выполняют на основе магнитопровода с начальной магнитной проницаемостью в интервале от 10000 до 50000 и граничной рабочей частотой не менее 200 кГц, а индуктивность первичной обмотки трансформатора выбирают в интервале от 30 до 100 мГ. Для обеспечения необходимых частотных свойств обмоток трансформатора их выполняют однорядными, проводом с толщиной изоляции в интервале от 0,5 до 2 мм. Для управления наклоном вольт-амперной характеристики устройства изменяют время нарастания и спада прямоугольных импульсов на первичной обмотке трансформатора в интервале от 50 до 1000 нс, длительности импульсов в интервале от 2 до 20 мкс и пауз в интервале от 0,3 до 18 мкс. Для управления частотой, глубиной и длительностью высокочастотной затухающей модуляции изменяют добротность трансформатора и время нарастания и спада импульсов в интервале от 50 до 1000 нс.
Изобретение позволяет достичь технический результат, заключающийся в существенном повышении качества сварного соединения, объекта патентования по настоящему патенту, стабильности горения дуги, значительном повышении надежности сварочного оборудования, сопоставимом с надежностью трансформаторных источников сварочного тока, повышении КПД аппарата и уменьшении веса и габаритов.
Перечень фигур чертежей
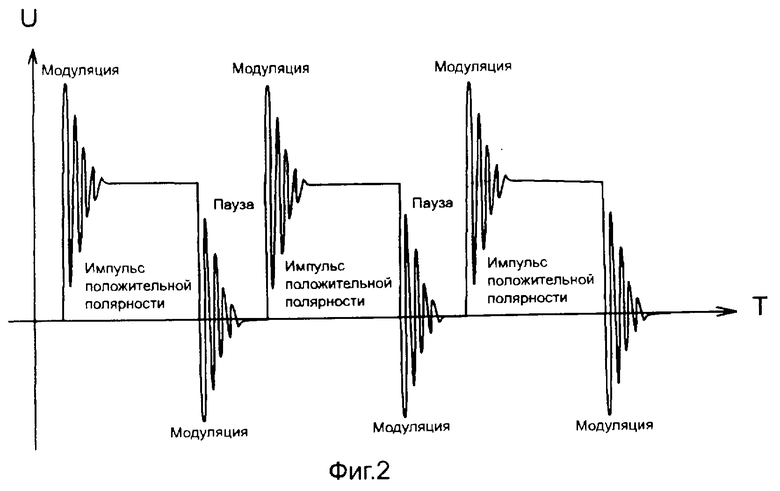
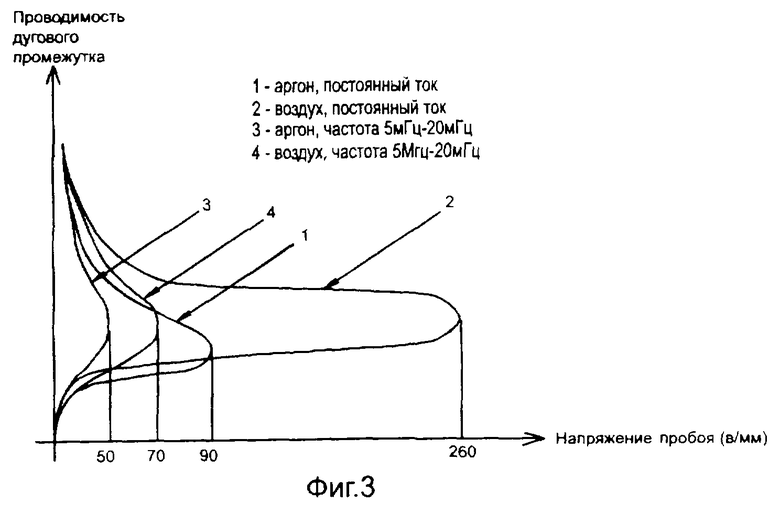
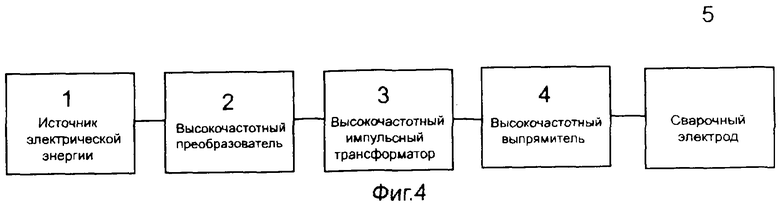
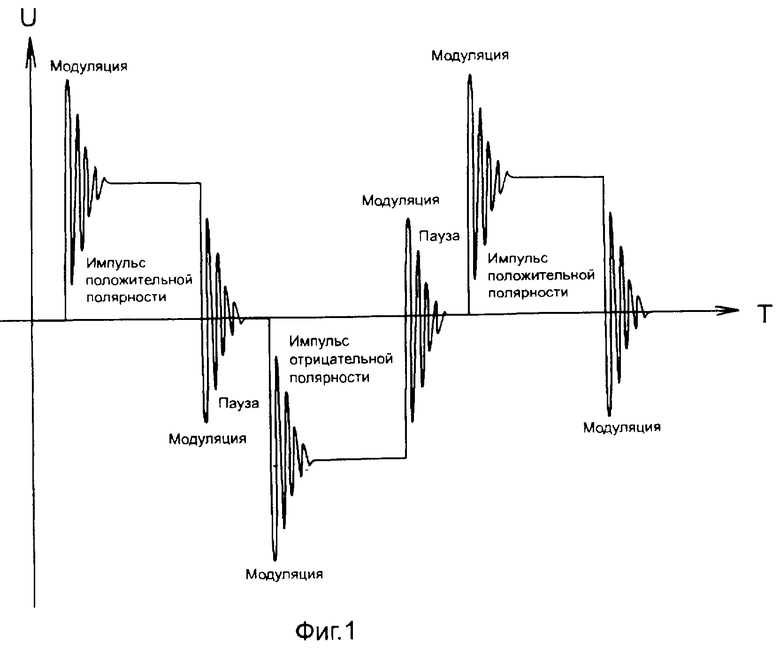
Изобретение поясняется чертежами, где на Фиг.1 приведена эпюра напряжения на первичной обмотке высокочастотного импульсного трансформатора, на Фиг.2 приведена эпюра напряжения сварочного тока, на Фиг.3 приведены кривые пробоя дугового промежутка и на Фиг.4 представлена структурная схема устройства для дуговой сварки.
Описание изобретения
Традиционные виды сварки с помощью электрического тока, как способ создания неразъемных соединений, независимо от конструкции и электрической схемы устройств используют для плавления соединяемых металлов и сварочного электрода электрическую дугу.
Наиболее распространенными типами источников сварочного тока являются сварочные трансформаторы и сварочные выпрямители. Их основными недостатками являются низкий КПД, значительные габариты и вес и недостаточное качество сварного шва. Более совершенными по сравнению со сварочными трансформаторами и сварочными выпрямителями являются источники сварочного тока инверторного типа. Благодаря наличию высокочастотных силовых трансформаторов, работающих на частотах ультразвукового частотного диапазона, удается значительно улучшить основные характеристики источников сварочного тока. Однако источникам сварочного тока инверторного типа присущи те же недостатки, касающиеся качества сварного соединения, что и сварочным выпрямителям, поскольку в качестве сварочного тока также используется постоянный ток.
До настоящего времени при электродуговой сварке используются два основных вида сварочного тока: переменный ток с частотой промышленной электрической сети и постоянный ток. В некоторых случаях используется импульсный постоянный ток с частотой следования импульсов единицы или десятки герц, который скорее можно назвать пульсирующим постоянным током. Также можно отметить использование специальных высокочастотных осцилляторов для обеспечения стабильного поджига и горения дуги.
Целью настоящего изобретения является повышение качества сварного соединения и стабильности горения дуги за счет сварочного тока, представляющего собой однополярные прямоугольные импульсы, следующие с частотой ультразвукового частотного диапазона, нарастание и спад которых сопровождается высокочастотной затухающей модуляцией, а модуляция осуществляется за счет воздействия разнополярных прямоугольных импульсов на высокочастотный импульсный трансформатор, на резонансных частотах которого возбуждаются высокочастотные затухающие колебания большой амплитуды. Использование такого сварочного тока позволяет значительно улучшить микрометаллургические процессы, происходящие в дуге и сварочной ванне, за счет непрерывной усиленной ионизации проводящего промежутка между электродом и соединяемыми металлами с помощью высокочастотного напряжения, а также ультразвукового и электродинамического воздействия на сварочную ванну и свариваемые металлы и их сплавы, что приводит к резкому повышению качества сварного соединения и стабильности горения дуги.
Вышеуказанное позволяет создать новый способ сварки - электроимпульсный. Его характеризует особым образом упорядоченная и заранее определенная электродинамика импульсной последовательности, образующая сварочный ток и особые конструкция высокочастотного импульсного трансформатора и режимы его работы. Электроимпульсный способ сварки универсален для всей группы черных и цветных металлов и их сплавов. Если в традиционной электрической сварке для создания устойчивого проводящего слоя в области дугового промежутка используется обмазка, состоящая, как правило, из натрий-калиевых соединений с малой энергией термической ионизации, то в предлагаемом способе сварки создание проводящего ионизированного промежутка между плавящимся электродом и сварочной ванной обусловлено ионизацией воздушной среды или среды защитных газов воздействием синусоидальных напряжений частотой от 1 до 20 мГц, являющихся модулирующей составляющей однополярных прямоугольных импульсов, из которых формируется сварочный ток. Высокочастотная затухающая модуляция однополярных прямоугольных импульсов происходит за счет того, что разнополярные прямоугольные импульсы поступают на высокочастотный импульсный трансформатор, представляющий собой высокодобротный колебательный контур, где амплитуда и мощность части гармоник импульсов резко возрастает на резонансных частотах трансформатора, что приводит к значительной модуляции импульсов в диапазоне частот от 1 до 20 мГц (Фиг.1 и 2). Как показано на Фиг.3, при таком воздействии на дуговой промежуток значительно понижается потенциал пробоя газовой среды.
Обычный плавящийся сварочный электрод по микроструктуре состоит из доменов, которые в свою очередь состоят из кристаллитов - объемных зон металла с минимальными нарушениями кристаллической решетки. В момент отрыва микрокапля представляет собой конгломерат доменов кристаллитов в состоянии начала расплава, но не утративших первичную структуру. Под воздействием очередного однополярного прямоугольного импульса сварочного тока возникает электромагнитное поле в зоне оплавления электрода, которое создает электродинамические силы, направленные к центральной оси электрода. Эти силы, пропорциональные амплитуде тока и действующие кратковременно в течение длительности импульса, приводят к отрыву микрокапли металла от электрода и придания ей импульса, направленного вдоль оси электрода. Такое принудительное придание микрокапле металла механического импульса позволяет значительно улучшить качество сварного соединения при сварке поверхностей любой кривизны, в том числе вертикальных и потолочных, за счет микрокапельного переноса металла электрода. Микрокапля металла, попадающая на оплавленный участок свариваемого металла, передает помимо тепла еще и механическую энергию, в результате воздействия которой на оплавленную поверхность создаются ультразвуковые волны. В результате ультразвукового воздействия на оплавленную поверхность свариваемых металлов улучшается смачиваемость металла, уменьшается удельное тепловложение за счет интенсивного перемешивания расплавленного металла, а также уменьшается количество микровключений шлаков и газов в сварном шве за счет их вымывания на поверхность оплавленного металла. При оптимально подобранном соотношении длительности импульсов в интервале от 2 до 20 мкс, паузы между импульсами в интервале от 0,3 до 18 мкс и спектрального состава импульсов, имеющего высокую относительную мощность в диапазоне от 1 до 20 мГц, достигается значительное улучшение качества сварного соединения и повышение стабильности горения дуги.
Также, в момент отрыва микрокапли рвутся межкристаллические связи и оторвавшаяся микрокапля уносит значительную часть энергии. Этот поток является охлаждающим и благодаря ему при электроимпульсной сварке электрод не перекаливается, что уменьшает суммарные потери и улучшает качество сварного шва.
Таким образом электроимпульсный способ сварки благодаря совокупности электродинамических, механических и физических процессов, проходящих в зоне сварки, позволяет достигать лучших по сравнению с существующими качественных параметров процесса сварки и сварного соединения. Это позволяет говорить о новом виде сварочного тока при дуговой сварке, позволяющего получать более высокое качество сварного соединения и повышенную стабильность горения дуги.
Устройство для дуговой сварки работает следующим образом (Фиг.4).
Напряжение источника электрической энергии 1 поступает на неуправляемый высокочастотный преобразователь 2, на котором производится преобразование напряжения источника электрической энергии в последовательность разнополярных прямоугольных импульсов с фиксированными длительностями импульса и паузы, следующих с частотой ультразвукового частотного диапазона (Фиг.1). С выхода высокочастотного преобразователя 2 напряжение поступает на первичную обмотку высокочастотного импульсного трансформатора 3 с падающей вольт-амперной характеристикой. Со вторичной обмотки трансформатора 3 преобразованное напряжение поступает на высокочастотный выпрямитель 4, с выхода которого сварочный ток (Фиг.2) поступает на сварочный электрод 5. В процессе поджига дуги и непосредственно при сварке в интервале расстояний от 0 до 10 мм между электродом и свариваемыми металлами независимо от этого расстояния за счет падающей вольт-амперной характеристики трансформатора максимальное значение амплитуды тока в преобразователе поддерживается в диапазоне от 50% до 200% номинального значения, что позволяет отказаться от использования специальных устройств и электронных схем защиты силовых электронных ключей и удержания установленной величины сварочного тока. При этом высокочастотный преобразователь 2 работает без импульсных перегрузок при коротких замыканиях, что резко повышает надежность его работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2311996C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| Устройство для питания сварочной дуги и управления процессом сварки | 1983 |
|
SU1178557A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1996 |
|
RU2103124C1 |
| Способ регулирования сварочной дуги в процессе автоматизированной сварки или наплавки с использованием сварочного манипулятора | 2021 |
|
RU2760143C1 |
| СПОСОБ СВАРКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2607296C1 |
| Система питания для многопостовой дуговой сварки | 1981 |
|
SU998036A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2063315C1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОДУГОВОЙ СВАРКОЙ | 2017 |
|
RU2643025C1 |
Изобретения относятся к технологии и оборудованию для дуговой сварки металлов и их сплавов импульсным сварочным током и могут быть использованы в различных отраслях промышленности. Способ дуговой сварки включает преобразование напряжения источника электрической энергии в напряжение в виде разнополярных прямоугольных импульсов, следующих с частотой ультразвукового частотного диапазона. Преобразуют полученное напряжение на высокочастотном импульсном трансформаторе с падающей вольт-амперной характеристикой и высокочастотном выпрямителе в сварочный ток в виде однополярных прямоугольных импульсов, следующих с частотой ультразвукового частотного диапазона, нарастание и спад которых сопровождают высокочастотной затухающей модуляцией. Модуляцию осуществляют за счет воздействия разнополярных прямоугольных импульсов на высокочастотный импульсный трансформатор, на резонансных частотах которого возбуждают высокочастотные затухающие колебания большой амплитуды. Падающую вольт-амперную характеристику высокочастотного импульсного трансформатора и сварочного тока получают за счет специальной конструкции трансформатора и специальной установки длительностей импульсов, пауз между ними и скоростей нарастания и спада импульсов. Устройство для дуговой сварки содержит высокочастотный преобразователь напряжения источника электрической энергии в разнополярные прямоугольные импульсы, высокочастотный импульсный трансформатор с падающей вольт-амперной характеристикой и высокочастотный выпрямитель, с которого сварочный ток подается непосредственно на сварочный электрод. Изобретения позволяют достичь повышения качества сварного соединения, стабильности горения дуги, значительного повышения надежности сварочного оборудования, сопоставимом с надежностью трансформаторных источников сварочного тока, и уменьшения веса и габаритов. 2 н. и 18 з.п. ф-лы, 4 ил.
| УСТРОЙСТВО для ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 0 |
|
SU292742A1 |
| УСТРОЙСТВО для ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 0 |
|
SU202401A1 |
| Источник питания дуги переменным током | 1986 |
|
SU1355401A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ РАЗНОПОЛЯРНЫМИ ПРЯМОУГОЛЬНЫМИ ИМПУЛЬСАМИ ТОКА | 1998 |
|
RU2135336C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ЭЛЕКТРОДУГОВОГО ПРОЦЕССА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2154559C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ НА ОСНОВЕ ВЫСОКОЧАСТОТНОГО ИНВЕРТОРА | 1999 |
|
RU2147979C1 |

