f i
;о
-/
ю
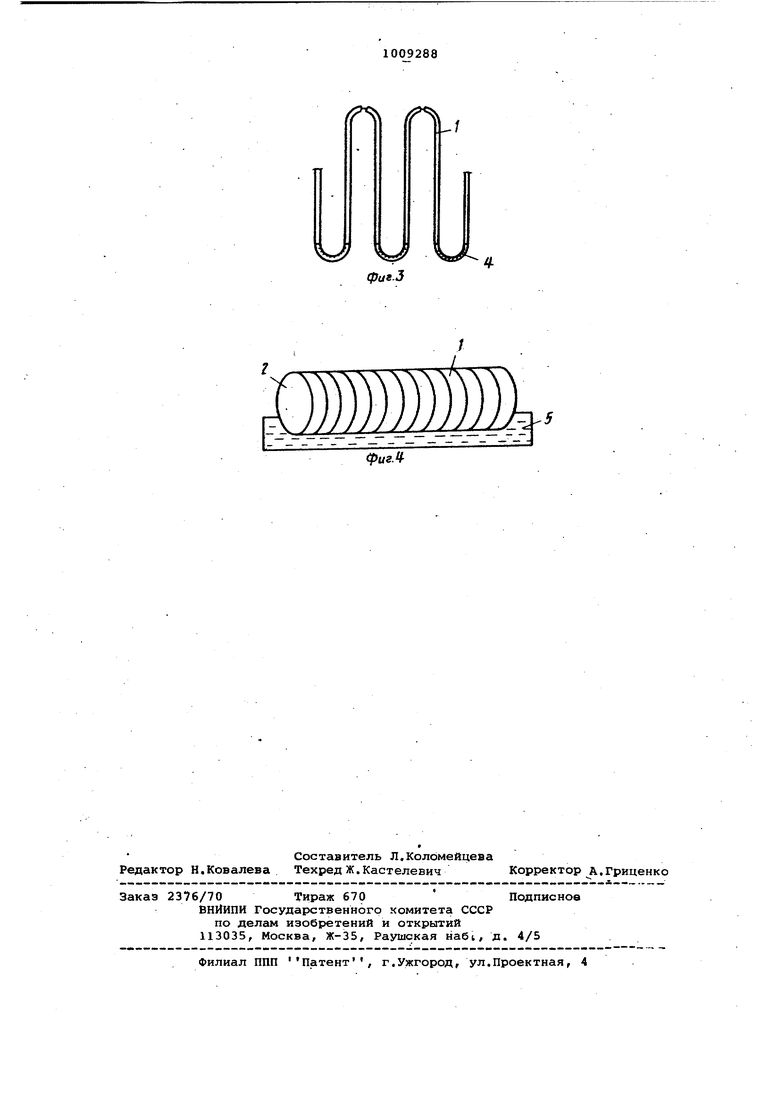
X X) Изобретение относится к теплопере дакнцим устройствам, в частности тепловым трубам, к способам изготовления труб серийным методом. Известен способ серийного изготов ления т пловьк труб, при котором металлическую трубу вакуумируют, запол няют рабочей средой и герметично перекрывают 1 . Однако известный способ характеризуется большими расходами материала на изготовление тепловых труб. Цель изобретения - снижение расхо дов на изготовление труб. Поставленная цель достигается тем что металлическую трубу вакуумируют, заполняют рабочей средой и герметичн перекрывают,затем трубу формуют в ви де меандра или пространственной спир ли,нагревают витки в нижней точке,а в верхней охлаждают,после чего отдел ные витки разрезают, преимущественно в верхней точке, при одновременном |герметичном перекрывании плоскостей разрезания на готовые трубы. На фиг. 1 представлена заполненная {рабочей средой и герметично перекрытая труба; на фиг. 2 - нагрев витков трубы в нижней части; на фиг. 3 - труба, герметично перекрытая с концов и разделенная в каждом колене; на фиг. 4 - барабан, на который наматывают трубу или меандр. Рельефная или гофрированная труЬа,1, изготовленная при непрерывном процессе методом формования из металлической ленты или полосы и продольной сварки шва, имеющая длину, например, 400 м наматывается на бара бан 2 (фиг. 4) с прогибанием в виде меандра. Труба 1 изготавливается пре имущественно из меди и имеет, например, толщину стенки 0,3 миллиметра. Труба 1 с одного конца герметично перекрыта, например, колпачком 3, а на другом конце снабжена непоказан-. ным патрубком, к которому может быть подсоединен вакуумный насос (не показан) , разрешающий полость трубы 1. После разрежения или вакуумирования вводят рабочую среду 4 и трубу герметично перекрывают (фиг. i). Труба 1 или меандр, намотанная на барабан 2, погружается затем сверху в водную ванну 5 с температурой, например, 60°С. При зтом рабочая среда 4 испаряется в показанном слева витке трубы, а пар конденсируется в верхней зоне, т.е. в верхнем колене меандра. Конденсат стекает вниз и поступает в следующее колено или виток. Таким образом рабочая среда 4 через определенный промежуток времени распределяется из левого колена равномерно по всем виткам (фиг. 2). Затем посредством непоказанной соответствующей цанги каждое У-образное колено разделяют в верхнем участке, при этом одновременно герметично перекрывают концы труб (фиг. 3). Тем самым обеспечивается возможность изготовления из вакуумированной за один рабочий процесс и заполненной рабочей средой трубы 1, как показано на фигуре, семи отдельных теплопроводных труб. У-образно сформованные теплопроводные трубы или кругообразно намотанные на барабан теплопроводные трубы могут выравниваться при известных условиях. Затем каждую отдельную теплопроводную трубу заполняют рабочей средой почти одинакового количества. У выпрямленных теплопроводных труб подгоняют длину к монтажным условиям, когда при вертикальном удержании теплопроводной трубы сверху отделяют определенную длину, при этом снова концы труб герметично перекрывают.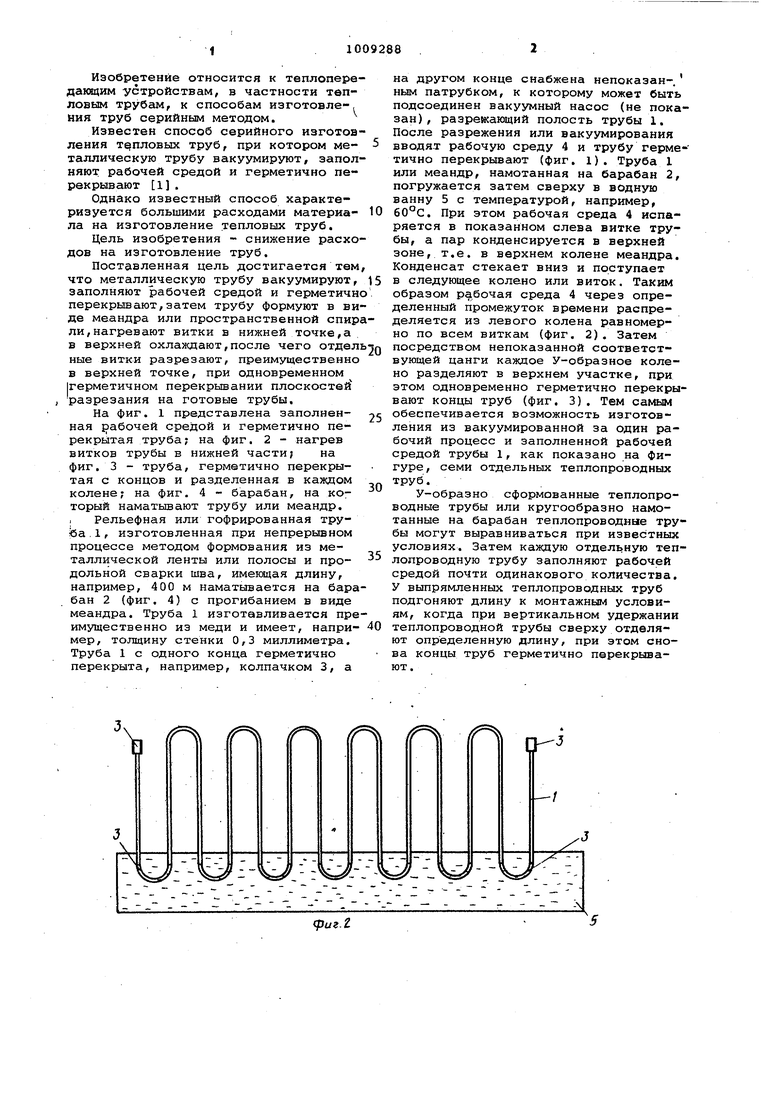
| название | год | авторы | номер документа |
|---|---|---|---|
| Система коаксиальных трубопроводов для криогенных сред | 1973 |
|
SU631091A3 |
| Коаксиальная система теплоизолированных труб | 1972 |
|
SU550999A3 |
| Устройство для формирования металлической ленты в трубчатую оболочку с продольным сварным швом | 1972 |
|
SU506335A3 |
| Способ непрерывного изготовления биметаллического провода | 1970 |
|
SU570333A3 |
| Способ непрерывного изготовления алюминиевой проволоки,плакированной медью | 1971 |
|
SU704441A3 |
| Устройство для изготовления прямошовных тонкостенных труб малого диаметра | 1967 |
|
SU489287A3 |
| Статор линейного электродвигателя с трехфазной обмоткой переменного тока | 1980 |
|
SU980639A3 |
| Кристаллизатор | 1970 |
|
SU499785A3 |
| Способ получения сшиваемых полиолефинов | 1976 |
|
SU686627A3 |
| Штамп для объемной штамповки зубчатых колес | 1975 |
|
SU651671A3 |
СПОСОБ СЕРИЙНОГО ИЗГОТОВЛЕНИЯ ТЕПЛОВЫХ ТРУБ, при котором металлическую трубу вакуумируют, заполняют рабочей средой и герметично :перекрывают, отличающийс я тем, что, с целью снижения расходов на изготовление, трубу формуют в виде меандра или пространственной спирали, нагревают витки в нижней точке, а в верхней охлаждают, после че го отдельные витки разрезают, преимущественно в верхней точке, при одновременно герметичном перекрывании плоскостей разрезания на готовые трубы. . 9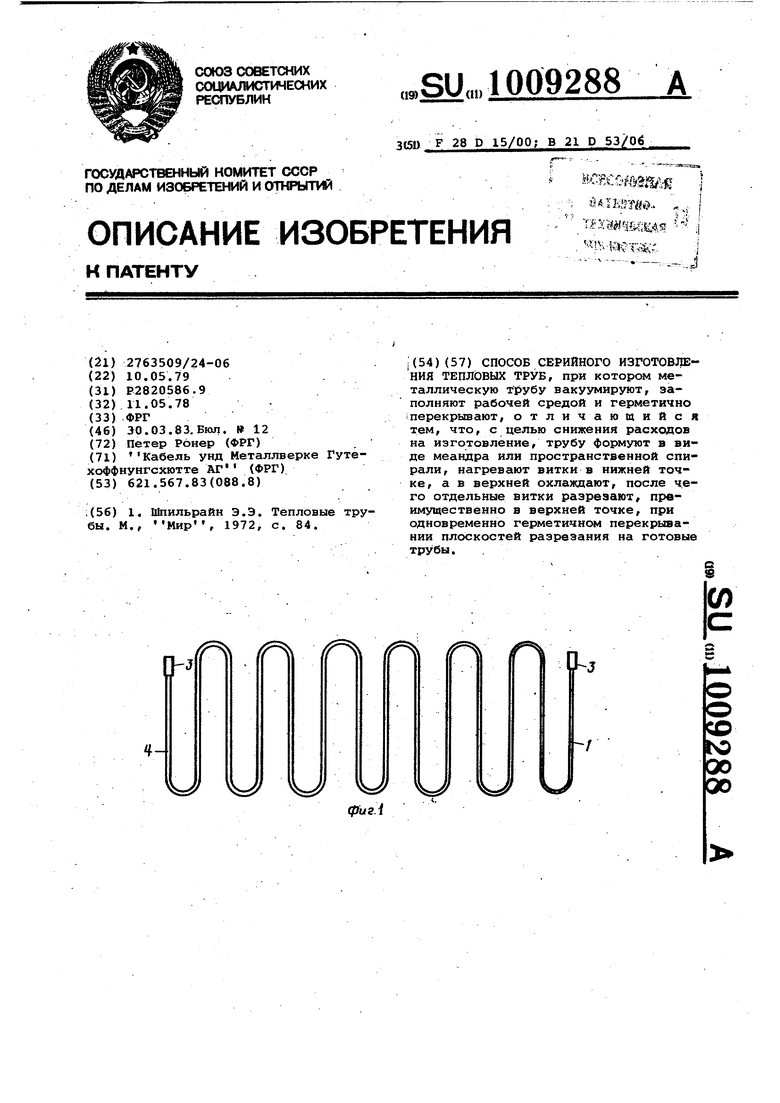
. if (put.t
/
/
/
5
l
фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шпильрайн Э.Э | |||
| Тепловые тру. | |||
| ллt I ftfl. | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| бы | |||
| М | |||
| / ; | |||
