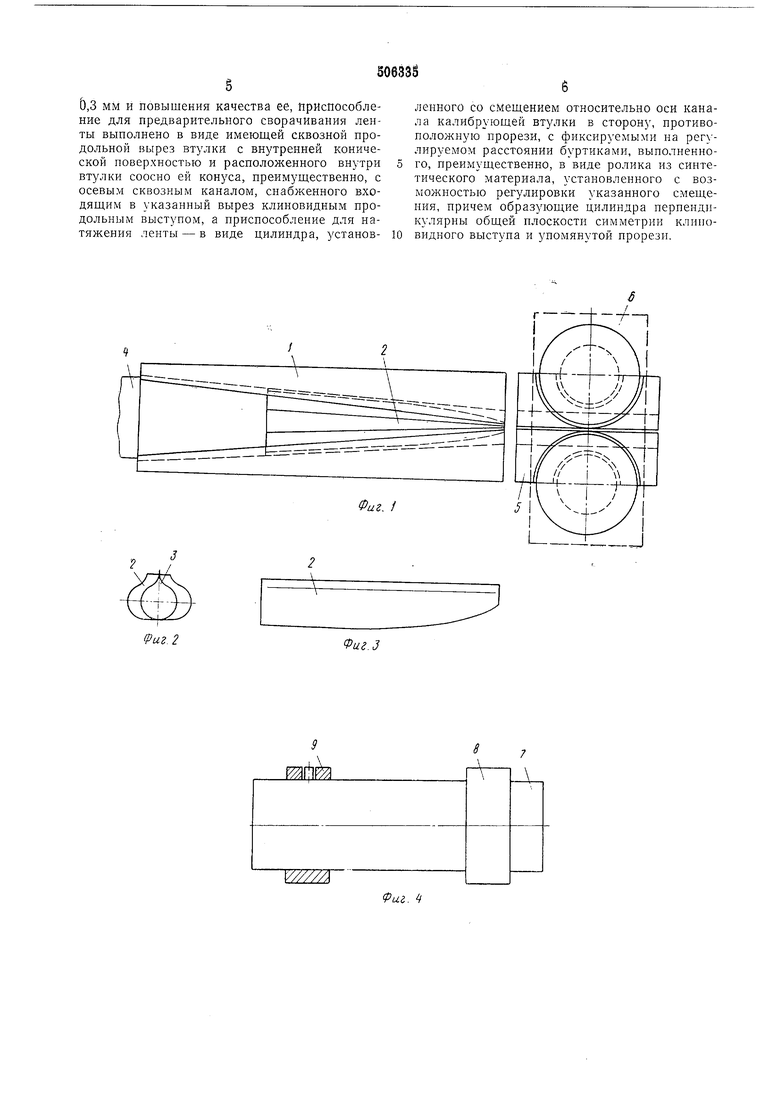
сквозную продольную полость и снабженная роликовыми ножницами 6. Приспособление для натяжения ленты включает в себя направляющий ролик 7 из синтетического материала, снабженный нодвижными в осевом направлении ограничивающими фланцами 8 и 9 (фиг. 4), который может быть объединен с одним или несколькими натяжными роликами 10, И (фиг. 5), поворачивающимися относительно оси 12 на коромысле 13. Роликовые 6 состоят из ножей 14 и 15, горизонтально установленных на вращающихся валах 16 и 17 (фиг. 6), расположенных в подшипниковых опорах и приводимых в движение соответствующими механизмами (на чертежах не показаны). Нож 15, как показано на фиг. 6, установлен эксцентрично для подгонки к различным толщинами ленты, а нож 14-с возможностью перемещения от направляющего диска 18 посредством регулировочного винта 19. Внешняя кромка или край диска 18 несколько удалена от горизонтально установленного ножа 14 с целью устранения перегибания сильно натянутых кромок сформованной в трубу ленты в процессе резки. Отрезаемые в процессе резки полоски ленты отводятся снециальными обратными роликами (на чертеже не показаны) и наматываются на катушки. Устройство работает следующим образом. Лента 4, например алюминиевая, толщиной менее 0,3 мм формуется в трубу с сильно наложенными кромками в зоне формовочного инструмента 1, т. е. между формовочным инструментом 1 и находящимся в его полости формовочным клином 2. Благодаря конической форме инструмента формуемая лента входит натянутой, а выстунающне ее кромки параллельными. Сформованная таким образом трубчатая оболочка нроходит затем в нанравляющую 5 (фиг. 1) для выступающих кромок, выполненную из синтетического материала, например полиэтилена, и обрабатывается роликовыми ножницами 6, которые обрезают выступающие кромки на заданную величину и сжимают их дополнительно установленным роликом (на чертежах не показан), смещающимся по высоте и в стороны и удерживающим кромки при последующем процессе сварки. Для формовочного инструмента используется синтетический материал, например полиэтилен, имеющий малый коэффициент трения и незначительное истирание. Для повышения качества формования тонкостенной ленты ее пропускают через приспособление для предварительного сворачивания ленты. Направляющий ролик 7 из синтетического материала стабилизирует кромки ленты 4, исключая ее отбортовывание или излом. Натяжение ленты способствует достижению правильной формы формуемой трубы. Совмещение направляющей 7 с одними или несколькими натяжными роликами 10, 11, установленными с возможностью поворачивания вокруг оси 12, обеспечивает регулировку высоты роликов, необходимую при изменении диаметра формуемой трубы. При работе необходимо выбирать отношение диаметра формуемой из ленты трубы к длине конического формовочного инструмента не менее как 1 : 30, что обеспечивает надежное формование ленты без изломов или других дефектов для всех диаметров и толщин ленты. Формовочный клин 2 свободно установлен в коническом формовочном инструменте 1,что позволяет легко менять детали инструмента при их истирании. Формовочный клин 2 может быть выполнен сплошным, когда из ленты формуется труба, предназначенная, например, для отвода жидкостей или газов. Если же формуемый в трубу материал должен применяться в нослойном наложении электрического кабеля, в формовочном клину 2 выполняют концентрическое отверстие, через которое пропускается жила или сердечник кабеля и вокруг которых наформовывается затем металлическая труба, Для качественной сварки выступающих кромок, в особенности при применении ленты с оксидированной поверхностью, необходимо соответственно обработать свариваемые кромки, что обеспечивается роликовыми ножницами 6. При этом нож 15 ножниц смещают эксцентрично так, что режущий инструмент может быть подогнан под любую толщину стенки для обеспечения чистой кромки. Для этого же нож 14 установлен с возможностью смещения относительно направляющего диска 18 в зависимости от толщины ленты. Кроме того, при формировании трубы целесообразно с.мачивать режущую кромку ножа соответствующим пропитывающим средством, преимущественно на основе спирта, что устраняет холодную сварку кромок ножей с направляемым мимо них алюминиевым ленточным материалом. Увлажнять ножи можно, например, примыкающей к диску ножа сверху колодкои из войлока, к которой подводится смачивающее средство. Формула изобретения Устройство для формирования металлической ленты в трубчатую оболочку с продольным сварным швом на вытянутых в радиальном направлении прижатых одпа к другой кромках ленты, осуществляемого, преимущественно, на кабельном изделии, содержащее нриснособления для натяжения ленты, ее предварительного сворачивания и калибрующий узел, выполненный в виде втулки с цилиндрическим каналом и сквозной продольной прорезью для прохода кромок ленты, а также снабженных роликовым ножо.м валков, цилиндрические реборды которых входят в зону продольной прорези, отличающееся тем, что, с целью возможности формирования оболочкн из алюминиевой ленты толщиной менее
5,3 мм и повышения качества ее, приспособление для предварительного сворачивапия ленты выполнено в виде имеющей сквозной продольной вырез втулки с внутренней конической поверхностью и расположенного внутри втулки соосно ей конуса, преимущественно, с осевым сквозным каналом, снабженного входящим в указанный вырез клиновидным продольным выступом, а приспособление для натяжепия ленты - в виде цилиндра, установ- 10
ленного со смещением относительно оси канала калибрующей втулки в сторону, противоположную прорези, с фиксируемыми на регулируемом расстоянии буртиками, выполненного, преимущественно, в виде ролика из синтетического материала, установленного с возможностью регулировки указанного смещения, причем образующие цилиндра перпендикулярны общей плоскости симметрии клиповидного выступа и упомянутой прорези.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления светопроводящего кабеля и устройство для его осуществления | 1988 |
|
SU1715200A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Устройство для формовки особотонкостенных прямошовных труб | 1981 |
|
SU1003955A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2013200C1 |
| Установка для изготовления решеток | 1977 |
|
SU707753A1 |
| Способ изготовления многослойной спиральношовной трубы | 1983 |
|
SU1103033A1 |
| РОТОРНЫЙ ГВОЗДИЛЬНЫЙ АВТОМАТ | 1996 |
|
RU2117545C1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ, СПОСОБ ИЗГОТОВЛЕНИЯ КАРКАСА АБРАЗИВНОГО ИНСТРУМЕНТА И СПОСОБ ИЗГОТОВЛЕНИЯ РУБАШКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2002 |
|
RU2235013C1 |

2
u.
r.4.;«rv. . ,,;.«
V -.i-n i . ..
w
15
506335
