со
О)
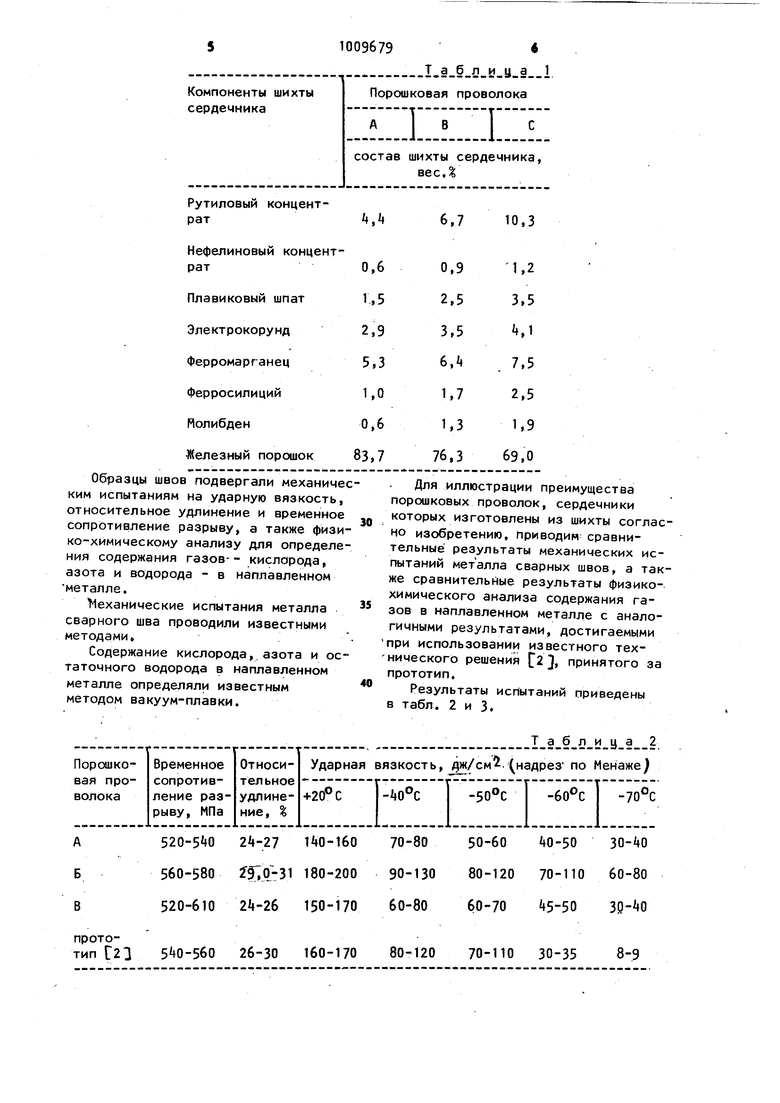
со Изобретение относится к сварочны материалам, а именно к шихте порошковых проволок для сварки низкоугле родистых и низколегированных сталей в среде защитных газов. Известна шихта порошковой прово. локи для сварки низкоуглеродистых и низколегированных сталей в среде защитных газов Cl 1 содержащая следующие компоненты .|): Рутиловый концентрат 22-i2 15-18 Ферромарганец 1,5-3 Ферросилиций Кремнефтористый натрий . Магнезит Электрокорунд 2-7 Никель Железный порошок Остальное Однако указанный состав шихты не обеспечивает необходимого уровня ударной вязкости сварного шва при работе сварных соединений в условиях отрицательных температур. Известна также шихта порошковой проволоки 23 для сварки низкоуглеродистых сталей в среде защитных газов, содержащая следующие компоненты-(.весД) 1 ,,3 Рутиловый концентрат Флюоритовый концент0,3-1,2 рат Нефелиновый концент1.,5 рат 1.2-2,if Глинозем 5,9-8,9 Ферромарганец Ферросилиций 1,2-2,9 Железный порошок Остальное Проволока, содержащая металличес кую оболочку и сердечник, который изготовлен из шихты указанного состава, успешноприменяется для сварк металлоконструкций. Однако она не обеспечивает требуемого уровня удар ной вязкости металла швов, работающих в условиях знакопеременных нагр зок при температурах ниже -50 С (в условиях Крайнего Севера). Целью настоящего изобретения является повышение механических свойс металла швов в области отрицательны температур. Поставленная цель достигается те что в шихту порошковой проволоки дл сварки низкоуглеродистых и низколегированных сталей, содержащую рутиловый концентрат, нефелиновый концентрат, ферромарганец, ферросилиций и железный порошок, плавиковый шпат, окись алюминия, дополнительно введен молибден, а окись алюминия введена в виде электрокорунда при следующем соотношении компонентов 1вес.): Рутиловый концентрат ,4-10,3 .Плавиковый шпат 1, Нефелиновый концентрат0,6-1,2 Электрокорунд 2,9-,1 Ферромарганец ,5 Ферросилиций 1,0-2,5 Молибден0,6-1,9 Железный порошок Остальное Исследования показали, что введение в состав Предлагаемой шихты рутилового концентрата в указанных количествах позволяет получить в процессе сварки шлак, легко отделяю11дийся от поверхности сварного шва. Кроме того, указанное содержание рутилового концентрата в составе предлагаемой шихты обеспечивает высокую стабильность горения дуги в процессе сварки. Снижение содержания рутилового концентрата в предлагаемой шихте менее указанного нижнего предела недопустимо, так, как при этом резко нарушается стабильность горения дуги, имеет место сильное разбрызгивание электродного металла. Превышение верхнего предела приводит к захлебыванию дуги и ухудшению формирования сварного шва. Содержание в предлагаембй шихте плавикового шпата в указанных количествах позволяет надежно связывать водород, большое количество которого находится в процессе сварки в зоне дуги, в не растворимое в расплавленном металле соединение - фтористый водород. Благодаря этому сварной шов содержит незначительное количе.ство водорода и обладает высокой стойкостью к трещинам. Снижение содержания в предлагаемой шихте плавикового шпата менее указанного нижнего предела сопровождается увеличением склонности металла швов к трещинам, а также снижением ударной вязкости в области отрицательных температур. Превышение верхнего его предела сопровождается увеличением размеров переносимых капель и разбрызгиванием электродного металла. Введение в состав предлагаемой шихты в указанных количествах нефелинового концентрата, содержащего до 15 весД окислов натрия и калия, обе печивает в процессе сварки высокую стабильность горения дуги, так как содержа|циеся в нем вышеуказанные окислы являются хорошими стабилизаторами. В сочетании с другими компонентами шихты нефелиновый концентрат позволяет получить шлак с оптимальными свойствами - низкой темпе ратурой плавления и хорошими рафи-. нирукицйми свойствами. Снижение содержания в шихте нефелинового концентрата менее указанного нижнего предела недопустимо, так как при этом резко нарушается стабильность горения дуги, имеет мес то сильное разбрызгивание электродного металлаа Превышение верхнего предела .сопровождается ухудшением формирования сварного шва, а также ухудшением газопроницаемости шлаковой корки, в результате чего на по.верхности сварного шв.а образуется рытвины, Электрокорунд - шлакообразующий материал, - введенный в указанных количествах в состав шихты, благодаря высокой температуре плавления позволяет в широком диапазоне регулировать вязкость шлака. Снижение содержания в шихте электрокорунда менее указанного нижнего предела сопровождается снижением вязкости шлака, В этом случае при многослойной сварке требуется очистка поверхности каждого после-; дующего шва от шлака, что резко снижает производительность процесса, .Превышение верхнего предела сопровож дается ухудшением формирования метал ла шва, ухудшается отделимость шлаковой корки, возрастает разбрызгивание электродного металла. Количество ферромарганца и ферросилиция взято из расчета--обеспечения высоких механических свойств металла сварног-о шва. Содержание в данной шихте у1 азанных элементов в указанных пределах обеспечивает в процессе сварки высокие механические свойства сварного шва (на уровне электродов типа Э-50А), т.е. вре:менное сопротивление разрыву не менее 50 кгс/мм- , (490МПа), относительное удлинение не менее 20%, ударную вязкость не менее 13 (129 WCM), Снижение содержания ферромарганца и ферросилиция ниже указанных пределов приводит к значительному снижению прочности и пластических характеристик сварного шва. Введение этих элементов в количествах, превышающих верхние пределы, приводит к значительному росту прочности сварного шва и снижению его пластичности. Молибден, введенный в указанных количествах в шихту, повышает, ударную вязкость сварного шва в области отрицательных температур. Снижение содержания молибдена ниже нижнего предела снижает ударную вязкость металла шва при отрицательных температурах. Превышение верхнего предела сопровождается значительным ростом прочностных характеристик и увеличением разбрызгивания электродного металла в процессе сварки. Было изготовлено три состава шихты для порошковых проволок диаметром 2,2 мм, условно обозначенных А, -Б, В. Для изготовления проволоки использовали стальную ленту марки 08КП размером 0,5x12 мм, составлявшую 66 вес. от общей массы проволоки и имевшую следующий химический состав (вес,): углерод 0,05; марганец 0,20; кремний 0,12; фосфор 0,015; сера - 0,017. Сварку образцов стали ст. 3 размером 300,450.20осуществляли в нижнем положении полуавтоматическом способом на постоянном токе обратной полярности ,,. Коэффициент заполнения проволоки составлял 2$. Режимы сварки: сварочный ток kOO-kSQ А, напряжение дуги 30-32 В, В качестве защитной среды были использован углекислый газ, В табл,1 приведены три состава заявленной шихты порошковой проволоки.
Рутиловый концентрат
Нефелиновый концент6,7
10,3

| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 2004 |
|
RU2274535C2 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 1999 |
|
RU2166419C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ МЕХАНИЗИРОВАННОЙ И ЛАЗЕРНО-ДУГОВОЙ СВАРКИ НИЗКОЛЕГИРОВАННЫХ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2019 |
|
RU2713767C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ ТРУБ КАТЕГОРИИ ПРОЧНОСТИ Х70-Х80 | 2008 |
|
RU2387526C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ МЕХАНИЗИРОВАННОЙ ПОДВОДНОЙ СВАРКИ | 2014 |
|
RU2595161C2 |
| СОСТАВ ШИХТЫ САМОЗАЩИТНОЙ ПОРОШКОВОЙ ПРОВОЛОКИ | 1992 |
|
RU2032515C1 |
| Шихта порошковой проволоки | 1978 |
|
SU904948A1 |
| Состав шахты порошковой проволоки | 1990 |
|
SU1706817A1 |
| Порошковая проволока | 2024 |
|
RU2825974C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА МАРКИ 48ПП-10Т ДЛЯ СВАРКИ ХЛАДОСТОЙКИХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2005 |
|
RU2300452C1 |
ШИХТА ПОРОШКОВОЙ ПРОВОЛОКИ преимущественно для сварки низкоуглеродистых и низколегированных сталей в среде углекислого газа, содержащая рутиловый концентрат, ферромарганец, ферросилиций, нефелиновый концентрат, плавиковый шпат, окись алюминия, железный порршок, о т л и-чающаяся тем, что, с целью повышений механических свбйств - сварного шва при отрицательных температурах, шихта дополнительно содержит молибден, а окись алюминия введена в виде электрокорунда при следующем соотношении компонентов (весД ): Рутиловый концентрат 4,4-10,3 Плавиковый шпат / 1,5-3,5 Нефелиновый концентрат0,6-1,2 Электрокорунд 2,9-4,1 Ферромарганец 5,3-7,5 Ферросилиций 1,0-2,5 (Л Молибден Оу6-1,9 Железный порошок Остальное
Образцы швов подвергали механичесКИМ испытаниям на ударную вязкость, относительное удлинение и временное „ сопротивление разрыву, а также физико-химическому анализу для определения содержания газов-- кислорода, азота и водорода - в наплавленном металле. 1еханические испытания металла сварного шва проводили известными методами, Содержание кислорода, азота и остаточного водорода в наплавленном металле определяли известным методом вакуум-плавки.
520-5 0 24-27 70-80
А Б В 560-580 180-200 90-130 520-610 2Ц-26 150-170 60-80 прото5 0-560 26-30 160-170 тип Г2а
50-60 80-120 70-110 60-80 60-70
8-9 - Для иллюстрации преимущества порошковых проволок, сердечники которых изготовлены из шихты согласно изобретению, приводим сравнительные результаты механических испытаний металла сварных швов, а также сравнительные результаты физикохимического анализа содержания газов в наплавленном металле с аналогичными результатами, достигаемыми при использовании известного тех-нического решения С j, принятого за прототип. Результаты испытаний приведены в табл. 2 и 3. 80-120 70-110 30-35
А Б В
прототип 21
0,050 0,008 2,0 Данные исследований показывают, что сварные швы, полученные при использовании порошковых проволок с малоуглеродистой стальной оболочкой, шихта которых изготовлена согласно изобретению при коэффициенте заполнения 25, обладают в сравнении с прототипом, принятым за базовый объект, более высокими механическими свойствами, особенно ударной вязкостью, при работе в отрицательных тем , а также стойкостью к хо лодным трещинам. Это способствует по вышению качества сварных конструкций
Таблица 3
3,0 2,5 3,0
,0 Указанные порошковые проволоки имеют более высокие технологические показатели в сравнении с прототипом, i именно: способствуют хорошему формированию сварных швов, обеспечивают легкое удаление шлаковой корки, незначительное разбрызгивание электрод ного металла. Наиболее эффекти вно данное изобретение может быть использовано в порошковых проволоках для автоматической и полуавтоматической многослойной сварки в нижнем, наклонном и горизонтальном на вертикальной плоскости- положениях швов.
