Изобретение относится к сварочным материалам для дуговой сварки, а именно к порошковым проволокам для сварки низколегированных высокопрочных сталей в среде защитных газов, и может быть использовано при автоматической и полуавтоматической сварке однослойных и многослойных швов в нижнем, горизонтальном на вертикальной плоскости и вертикальном положении с минимальным разбрызгиванием электродного металла.
Известны составы порошковых проволок, для сварки высокопрочных сталей в среде защитных газов, которые представляют собой стальную оболочку, заполненную порошкообразной шихтой, являющейся сердечником этих проволок.
Данные порошковые проволоки предназначены для сварки металлоконструкций повышенной толщины (более 20 мм) с ограниченным пространственным положением сварных швов, выполняемых данными порошковыми проволоками и имеют достаточно большой процент разбрызгивания электродного металла.
Известна проволока, сердечник которой содержит, мас.%:
Рутиловый концентрат14-23 Флюоритовый концентрат 7-12 Кремнефтористый натрий 2-6 Ферромарганец 6-10 Ферросилиций 1,5-4 Ферромолибден 1-2.5 Металлический хром 1-2.5
VI о о
00 VI
Никель4-9 Железный порошок Остальное Проволока, сердечник которой содержит шихту, указанного состава, успешно применяется для сварки металлоконструкций, однако она не пригодна для сварки в пространственных положениях, из-за большой массы шлака, образующегося при плавлении проволок, не высока стойкость к горячим трещинам, низкая прочность металла швов.
Цель изобретения - повышение механических свойств металла швов и производительности сварки.
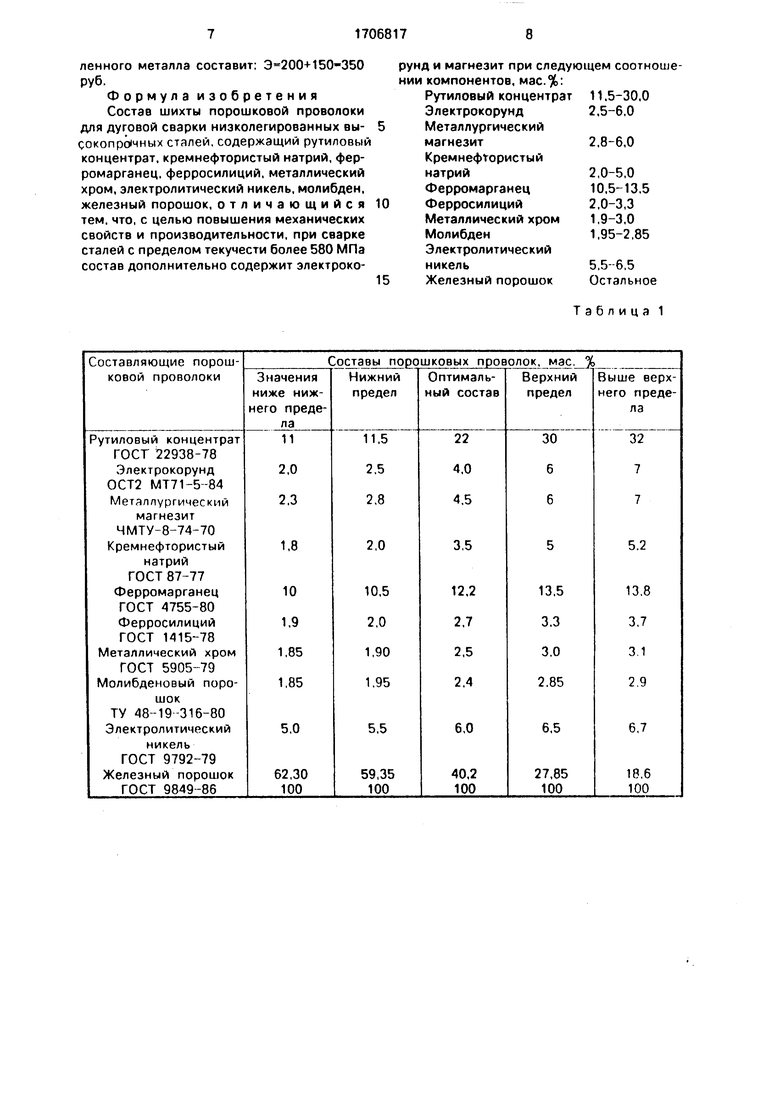
Поставленная цель достигается тем, что шихта порошковой проволоки для сварки низколегированных высокопрочных сталей, содержащая рутиловый концентрат, ферромарганец, ферросилиций, кремнефтори- стый натрий, металлический хром, электролитический никель, железный порошок, дополнительно содержит электрокорунд, металлургический магнезит, молибденовый порошок при следующем соотношении компонентов, мас.%:
Рутиловый концентрат 11,5-30,0 Электрокорунд2,5-6,0 Металлургический магнезит 2,8-6,0 Кремнефтористый натрий 2,0-5,0 Ферромарганец 10,5-13,5 Ферросилиций 2,0-3,3 Металлический хром 1,9-3,0 Молибденовый
порошок1,95-2,85 Электролитический никель 5,5-6,5 Железный порошок Остальное При сварке порошковой проволокой, сердечник которой содержит указанную шихту, получают сварные швы с хорошим формированием, они имеют гладкую поверхность и плавный переход к свариваемому металлу. Швы равномерно покрыты шлаком, который легко удаляется. Разбрызгивание электродного металла незначительное. Швы отличаются высокой стойкостью к горячим трещинам и высокой прочностью.
Проволока позволяет производить сварку в различных пространственных положениях.
Введение в состав сердечника предлагаемой проволоки рутилового концентрата в указанных количествах позволяет получить в процессе сварки шлак, легкоотделяющийся от поверхности шва, указанное количество рутилового концентрата обеспечивает высокую стабильность горения дуги, способствует хорошему формированию
швов в различных пространственных положениях.
Снижение содержания рутилового концентрата в составе сердечника порошковой
проволоки менее указанного нижнего предела недопустимо, так как при этом резко нарушается стабильность горения дуги, имеет место сильное разбрызгивание электродного металла, ухудшается формировэние швов во всех положениях сварки.
Превышение верхнего предела приводит к захлестыванию дуги из-за большой массы жидкого шлака, подтекающего под дугу, ухудшению формирования шва, снижению стойкости к горячим трещинам.
Содержание кремнефтористого натрия в указанных количествах позволяет надежно связывать водород, находящийся в реакционной зоне в нерастворимые в металле
соединения и обеспечивать высокую плотность швов, низкое содержание водорода в металле шва способствует его высокой стойкости к образованию холодных трещин. Снижение содержания кремнефтористого натрия ниже указанного нижнего предела сопровождается снижением стойкости металла швов к трещинам, в металле швов наблюдаются единичные поры.
Превышение верхнего предела сопровождается увеличением размеров переносимых капель и сильным разбрызгиванием электродного металла.
Введение в состав сердечника порошковой проволоки электрокорунда позволяет
получить шлак с хорошими физико-химическими свойствами, обеспечивающий хорошее формирование в пространственных положениях, так как относится к группе коротких шлаков. Снижение содержания электрокорунда ниже указанного предела сопровождается ухудшением формирования швов в пространственных положениях. Увеличение содержания электрокорунда выше указанного верхнего предела сопровождается ухудшением формирования швов, так как возрастает вязкость шлаков, которые по своим свойствам относятся к длинным, не пригодны для формирования швов в вертикальном положении.
0 Введение в состав сердечника металлургического магнезита необходимо для обеспечени получения основности шлака. что дает возможность регулировать содержание в металле неметаллических включе5 ний и получать высокие значения ударной вязкости, особенно в области низких температур.
Снижение его содержания ниже указанного предела сопровождается снижением
ударной вязкости металла швов особенно при низких температурах.
Увеличение содержания металлургического магнезита выше указанного верхнего предела сопровождается ухудшением формирования металла швов, увеличивается разбрызгивание электродного металла.
Количество ферромарганца и ферросилиция взято из расчета обеспечения высокой пластичности металла шва. требуемой величины ударной вязкости. Снижение содержания ферромарганца и ферросилиция ниже указанных пределов приводит к значительному снижению пластических характеристик сварного шва, возрастает склонность швов к горячим трещинам. Введение этих элементов в количествах, превышающих верхние пределы, приводит к значительному снижению пластичности металла швов.
Молибден, введенный в состав сердечника порошковой проволоки, повышает стойкость металла швов к высоким температурам, стабилизируя величину временного сопротивления разрыву, повышает ударную вязкость швов. Снижение содержания молибдена сопровождается уменьшением величины временного сопротивления разрыву при повышенных температурах. Увеличение его содержания выше указанных пределов снижает стойкость металла швов к горячим трещинам.
Использование молибденового порошка вместо ферромолибдена позволяет снизить в металле шва содержание серы.
Электролитический никель введен с целью получения высоких значений ударной вязкости в области низких температур. Снижение его содержания ниже указанного предела сопровождается ухудшением пластических характеристик при отрицательных температурах. Увеличение содержания более указанного верхнего предела сопровождается снижением пластичности шва.
Металлический хром введен для обеспечения необходимого уровня прочности металла. Снижение содержания хрома ниже нижнего предела сопровождается снижением прочности шва, увеличение выше верхнего предела снижает пластические характеристики при положительных и отрицательных температурах.
Пример. В процессе сварки используют порошковые проволоки, содержащие предлагаемые сердечники.
Диаметр проволок 1,6 мм. Стальная оболочка 80% от общей массы проволоки и имеет следующий состав, мас.%: углерод 0,05; марганец 0.20; кремний 0,12; фосфор 0,015; сера 0,017.
Сварку образцов производят в нижнем положении постоянным током обратной полярности. Режим сварки: сварочный ток 350 А, напряжение дуги 25 В. 5
Составы порошковых проволок, выполненных согласно изобретению, приведены в табл. 1.
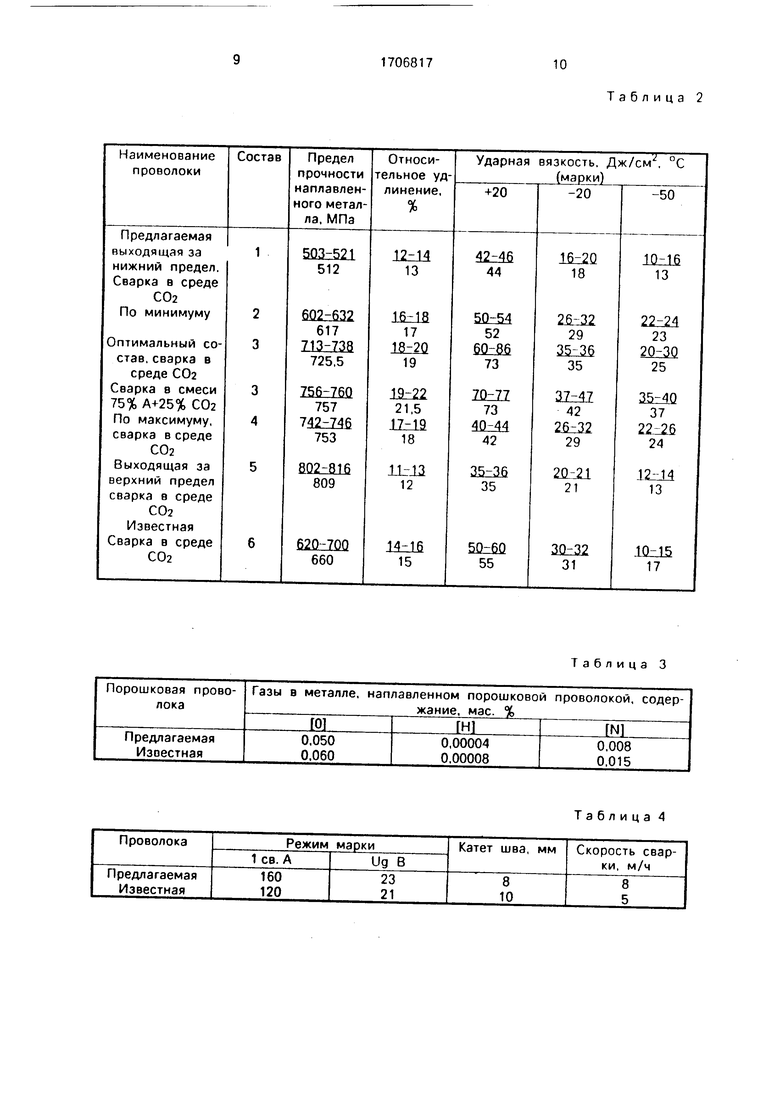
Металл швов, полученный при исполь0 зовании порошковых проволок, испытывался по ГОСТ 26271-89. Определяли ударную вязкость, относительное удлинение, предел текучести, временное сопротивление разрыву, стойкость металла швов к трещинам,
5 а также физико-химическому-анализу для определения содержания газов - кислорода, водорода и азота в наплавленном металле.
Механические испытания металла шва
0 проводили на образцах изготовленных по ГОСТ 6996-66 и ГОСТ 26271--84. Содержание кислорода, азота и остаточного водорода определяли методом вакуум-плавки. Для иллюстрации преимуществ порош5 ковых проволок проведены сравнительные испытания с известным техническим решением.
Результаты проведенных испытаний приведены в табл. 2-4.
0Сварку вертикального шва производили способом снизу-вверх на режимах, приведенных в табл. 4.
Из табл. 1-4 видно, что сварные швы, полученные при использовании заявленных
5 проволок, обладают высокими механическими характеристиками, низким содержанием газов, более высокой производительностью при сварке вертикальных швов (как наиболее показательное
0 пространственное положение). Результаты опробования порошковой проволоки по известному составу показали, что из-за большой массы шлака, образующегося при плавлении, производительность сварки
5 проволокой ниже предлагаемой.
Технико-экономические преимущества использования предлагаемой порошковой проволоки заключаются в возможности использования предлагаемой марки для меха0 низированной сварки низколегированных высокопрочных сталей вы среде защитных газов в пространственных положениях сварных швов.
5 Ожидаемый экономический эффект (Э) на 1 т наплавленного металла за счет экономии на снижение трудоемкости сварочных работ (повышение производительности труда) и трудоемкости при зачистке сварных швов и околошовной зоны от брызг наплавленного металла составит: 3 200+150-350 руб.
Формула изобретения Состав шихты порошковой проволоки для дуговой сварки низколегированных высокопрочных сталей, содержащий рутиловый концентрат, кремнефтористый натрий, ферромарганец, ферросилиций, металлический хром, электролитический никель, молибден, железный порошок, отличающийся тем, что, с целью повышения механических свойств и производительности, при сварке сталей с пределом текучести более 580 МПа состав дополнительно содержит электрокорунд и магнезит при следующем соотношении компонентов, мас.%:
5
Рутиловый концентрат
Электрокорунд
Металлургический
магнезит
Кремнефтористый
натрий
Ферромарганец
Ферросилиций
Металлический хром
Молибден
Электролитический
никель
Железный порошок
11.5-30,0 2.5-6,0
2,8-6,0
2,0-5,0
10,5-13.5
2,0-3,3
1,9-3,0
1,95-2,85
5.5-6.5 Остальное
Таблица 1
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Шихта порошковой проволоки | 1981 |
|
SU1009679A1 |
| Шихта порошковой проволоки | 1976 |
|
SU912453A1 |
| Шихта порошковой проволоки | 1977 |
|
SU927461A1 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 2004 |
|
RU2274535C2 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 1999 |
|
RU2166419C2 |
| Шихта порошковой проволоки | 1978 |
|
SU904948A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ МЕХАНИЗИРОВАННОЙ И ЛАЗЕРНО-ДУГОВОЙ СВАРКИ НИЗКОЛЕГИРОВАННЫХ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2019 |
|
RU2713767C1 |
| Порошковая проволока | 2024 |
|
RU2825974C1 |
| Шихта порошковой проволоки для наплавки стали средней и повышенной твердости | 2002 |
|
RU2225286C1 |
| Шихта порошковой проволоки | 1985 |
|
SU1328124A1 |
Изобретение относится к сварке, в частности к сварочным материалам, а именно к порошковым проволокам, применяемым для сварки в защитных газах низколегированных высокопрочных сталей. Цель изобретения - повышение механических свойств и производительности сварки. Состав шихты порошковой проволоки содержит, мас.%: рутиловый концентрат 11,5-30,0, металлургический магнезит 2,8- 6,0, кремнефтористый натрий 2,0-5.0, ферромарганец 10,5-13,5, ферросилиций 2,0-3,3, металлический хром 1,9-3.0, молибденовый порошок 1,95-2,85. электролитический никель 5,5-6,5 и железный порошок - остальное. В состав порошковой проволоки также введен электрокорунд в количестве 2,5-6,0 мас.%, для получения шлаков с хорошими физико-химическими свойствами, обеспечивающими хорошее формирование шва в пространственных положениях. 4 табл. СО
Таблица 3
| Шихта порошковой проволоки | 1981 |
|
SU1009679A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Шихта порошковой проволоки | 1976 |
|
SU912453A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
