Изобретение относится к сварке, в частности к составам шихты самозащитной порошковой проволоки для сварки толстолистовых конструкций из низкоуглеродистых и низколегированных сталей.
Известен состав шихты самозащитной порошковой проволоки для сварки малоуглеродистых и низколегированных сталей, содержащий компоненты в следующем соотношении, мас. Плавиковый шпат 20-35 Мрамор 5-10 Рутиловый концентрат 7-12 Ферромарганец 2-4 Ферротитан 1,5-2 Кремний 0,4-0,6 Алюминий 1,5-2,5 Феррованадий 0,3-0,7 Железный порошок Остальное [1]
Проволокой с этой шихтой осуществляют сварку сталей средних толщин, преимущественно в нижнем положении, на вылете электрода не менее 40 мм. При сварке толстолистовых конструкций из-за недостаточной проплавляющей способности проволоки образовываются несплавления и шлаковые включения, что естественно снижает работоспособность металла шва.
Проплавление металла может быть увеличено за счет уменьшения вылета электрода. Так, например, при уменьшении вылета с 50 до 25 мм рост зоны проплавления основного металла увеличивается в 1,73 раза (при Vпп 320 м/ч, Дпроволоки 2,35 мм).
Однако уменьшение вылета приводит к пористости наплавленного металла из-за абсорбции азота и водорода в активном пятне на сварочной ванне.
Наиболее близким к предлагаемому составу является состав шихты самозащитной порошковой проволоки, содержащий компоненты в следующем соотношении, мас. Плавиковый шпат 15-20 Рутил 9-12 Мрамор 2-4 Глинозем 3-7 Ферромарганец 3-4 Ферротитан 1,5-2,8 Ферросилиций 2-3 Кремнефтористый натрий 2-4 Алюминиевый порошок 1,5-2,8 Железный порошок Остальное при этом отношение алюминиевого порошка к глинозему 0,4-0,5, отношение ферротитана к рутилу 0,16-0,23, а суммарное содержание алюминиевого порошка и ферротитана 3,4-4,3 мас. [2]
При сварке проволокой с этой шихтой обеспечивается большая активная зона сварочной ванны, благодаря чему азот воздуха, реагируя с алюминием и титаном, образует мелкодисперсные нитриды, обеспечивающие упрочнение металла. Наплавленный металл имеет большую прочность, но малую пластичность, что отвечает требованиям, предъявляемым к сварным стыкам арматуры.
Однако при сварке погонных швов толстолистовых конструкций (от 20 мм), даже при малом вылете электрода образуется большая активная зона сварочной ванны. При этом металл шва имеет малую пластичность (до 75 Дж/см2), что не соответствует требованиям, предъявляемым к этим конструкциям.
Задачей, на решение которой направлено изобретение, является повышение ударной вязкости металла шва при сварке толстолистовых конструкций.
Поставленная задача решается за счет того, что в составе шихты самозащитной порошковой проволоки, преимущественно для сварки низкоуглеродистых и низколегированных сталей, содержащем плавиковый шпат, мрамор, кремнефтористый натрий, ферромарганец, ферротитан, ферросилиций, рутил, алюминиевый и железный порошки, отношение суммарного содержания фтора в плавиковом шпате и кремнефтористом натрии к железному порошку 0,12-0,14, а отношение плавикового шпата к кремнефтористому натрию составляет 2,4-4,0 при следующем соотношении компонентов, мас. Железный порошок 60-65 Плавиковый шпат 11-13 Мрамор 5-8 Кремнефтористый натрий 3-5 Ферромарганец 2-3 Ферротитан 1,5-2 Ферросилиций 1,5-2 Алюминиевый порошок 1,5-2 Рутил Остальное
Повышение ударной вязкости металла шва при механизированной сварке толстолистовых конструкций достигается обеспечением малой площади пятна сварочной ванны и изоляции этого пятна от азота, водорода атмосферного воздуха.
Малую площадь пятна сварочной ванны при ее большой глубине создает энергоемкий и суженный столб дуги, обладающий большой проявляющей способностью.
При содержании в шихте порошковой проволоки железного порошка от 60% и выше происходят скачкообразное увеличение проводимости шихты до 10 см по сравнению с 10-7 см при 55% железного порошка и резкое повышение энергоемкости дуги.
Сужение столба дуги достигается интенсивной газовой защитой фтором плавикового шпата и кремнефтористого натрия.
Соблюдением в шихте отношения суммарного содержания фтора в плавиковом шпате и кремнефтористом натрии к железному порошку в пределах 0,12-0,14 достигаются оптимальные энергетическая и размерная характеристики дуги, обеспечивающие вязкость и предел прочности сварного шва на уровне требований к порошковым проволокам типа ПС 44Н по ГОСТ 26271-84 и типа Е 70ТЧ по AWS.А. 5.29 (США), так как легирующие элементы марганец, кремний и особенно титан и алюминий находятся в основном в твердом растворе, а не в виде оксинитридов, увеличивающих прочность и уменьшающих пластичность. Увеличение указанного предела отношения приводит к непроварам из-за снижения энергоемкости дуги, а уменьшение этого отношения ведет к снижению пластичности и пористости из-за недостаточной газовой защиты.
В то же время отношение содержания в шихте плавикового шпата к содержанию кремнефтористого натрия в заявленных пределах обеспечивает наиболее эффективную газовую защиту при их минимальном удельном содержании в шихте.
При увеличении этого показателя снижается эффективность газовой защиты, падает показатель ударной вязкости, появляются непровары, ухудшается формирование шва и стабильность горения дуги.
Уменьшение отношения содержания плавикового шпата к содержанию кремнефтористого натрия приводит к повышенному содержанию в сварочной аэрозоли фтористых соединений и ухудшению формирующей способности шлака. Мрамор и рутил в указанных количествах играют традиционную роль газошлакообразующих: мрамор помогает плавиковому шпату и кремнефтористому натрию обеспечить газовую защиту, а рутил способствует образованию хорошо сформированного шлака, повышению стабильности горения дуги и уменьшению разбрызгивания.
Ферромарганец и ферросилиций выполняют традиционную роль легирующих элементов, обеспечивая требуемый уровень прочности и пластических характеристик.
Алюминиевый порошок и ферротитан являются в данном случае раскислителями, способствуя более полному переходу марганца и кремния. Кроме того, алюминиевый порошок уменьшает растворимость азота в жидком металле, а титан связывает азот в нитриды, которые выделяются из металла шва. Нижние пределы выбраны из условия проявления эффекта от их введения, а превышение верхних пределов проводит к упрочнению металла с потерей пластичности.
Отработка состава шихты и испытания сварочно-технологических и механических свойств были проведены в лабораторных и заводских условиях.
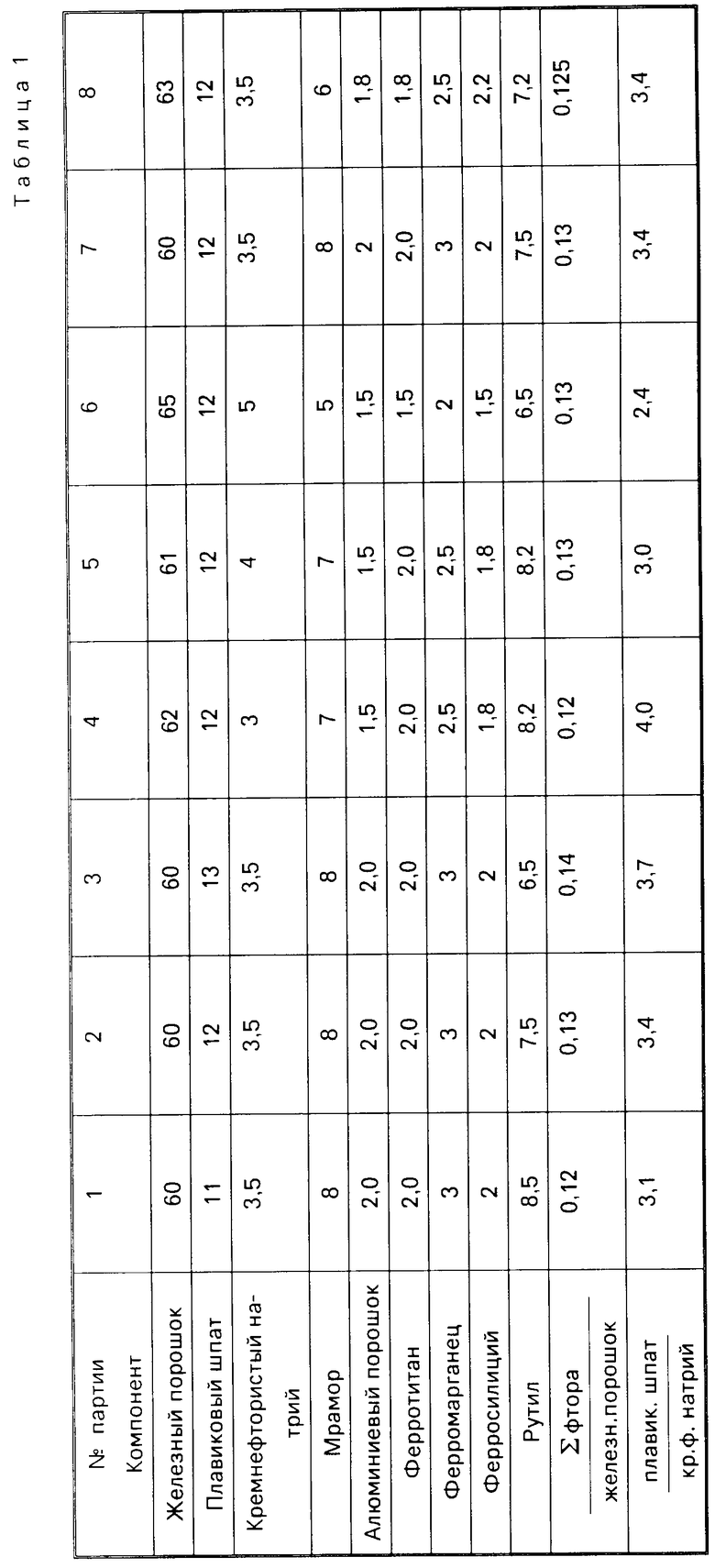
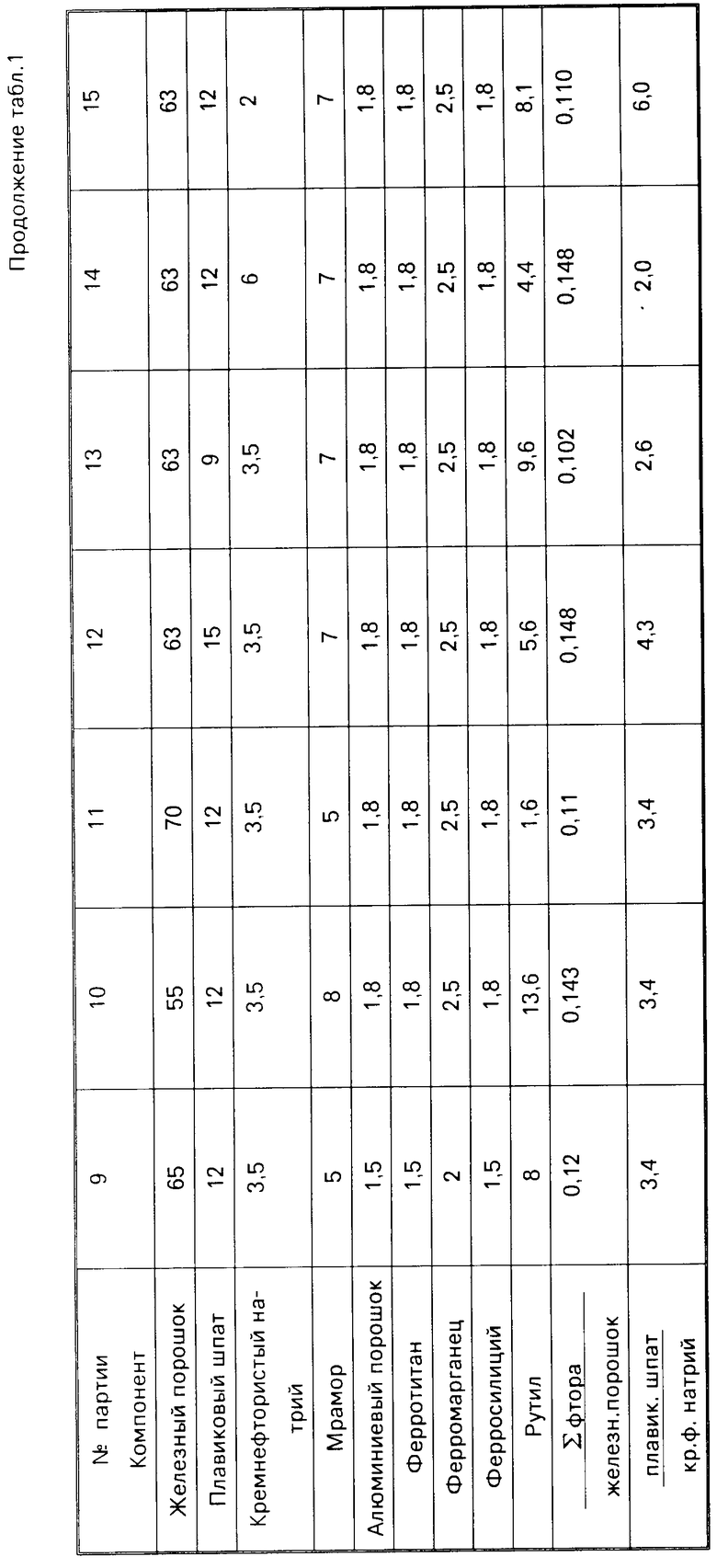
Для изготовления самозащитной порошковой проволоки диаметром 2,8 мм использовалась стальная лента марки 08 КП размером 05х12. Коэффициент заполнения 31-34% Для отработки состава было изготовлено по традиционной технологии 15 партий проволок. Состав шихты порошковой проволоки каждой партии приведен в табл.1.
Для испытания свойств проволоки всех партий проводили сварку стыков с толщиной листа 20 мм. Режим сварки: Vпп 290 м/ч, ток Iсв 400 А обратной полярности, Uдуги 29-32 В.
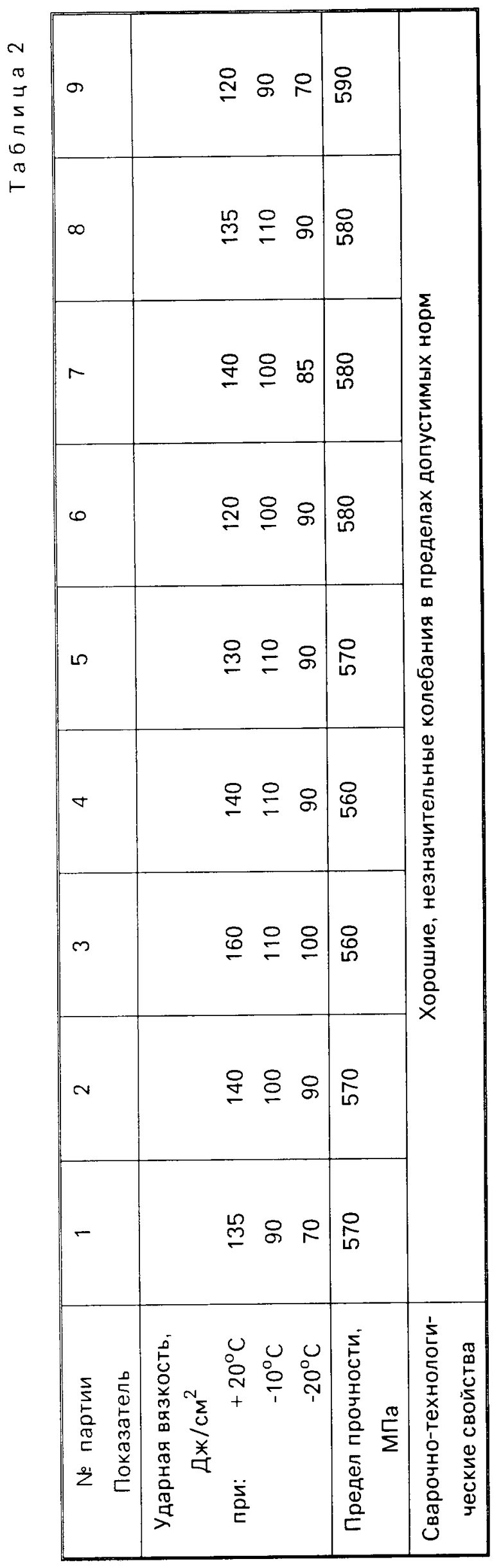
Пригодность каждой партии оценивалась из условия, что ударная вязкость образцов Шарпи при 20оС ап ≥120 Дж/см2, предел прочности наплавленного металла σв 500-600 МПа, относительное удлинение на образцах типа δ 20-26% (табл.2).
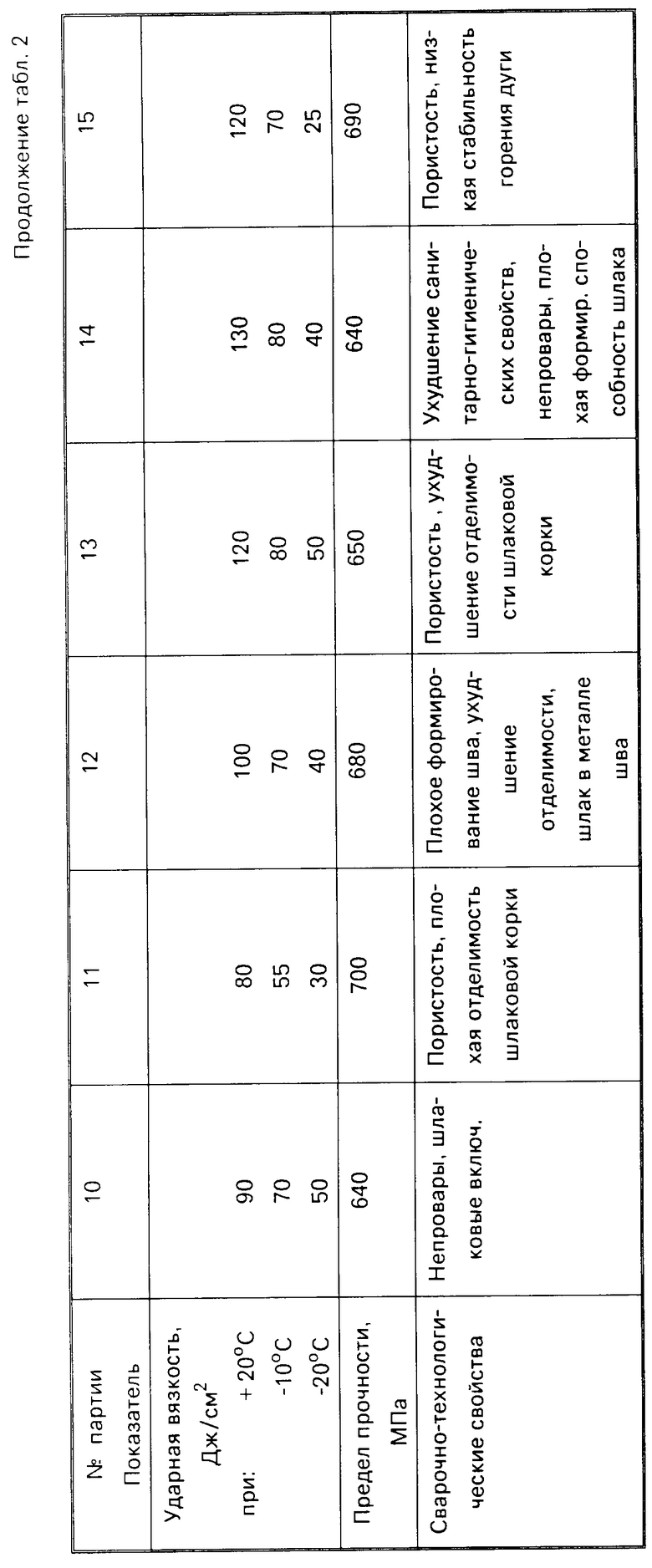
Оценивались сварочно-технологические (табл.2): образование пористости, отделимость и формирование шлаковой корки, формирование шва, стабильность горения дуги.
Испытания механических свойств и сварочно-технологических свойств всех партий проволок показывают, что партии 1-9 отвечают предъявляемым требованиям, а партии 10-15 по указанным в табл.2 причинам не могут быть признаны годными к эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шихта порошковой проволоки | 1986 |
|
SU1433709A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ ОТКРЫТОЙ ДУГОЙ ДЕТАЛЕЙ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА | 2004 |
|
RU2272701C1 |
| Шихта порошковой проволоки | 1979 |
|
SU804304A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ МЕХАНИЗИРОВАННОЙ ПОДВОДНОЙ СВАРКИ | 2014 |
|
RU2595161C2 |
| Состав порошковой проволоки для сварки открытой дугой стальных конструкций с алюминиевым покрытием | 1982 |
|
SU1054000A1 |
| Состав шихты порошковой проволоки | 1981 |
|
SU988503A1 |
| Состав порошковой проволоки | 1979 |
|
SU833410A1 |
| Низколегированная самозащитная порошковая проволока для подводной мокрой сварки высокопрочных сталей | 2024 |
|
RU2832711C1 |
| Шихта порошковой проволоки | 1986 |
|
SU1368140A1 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 1999 |
|
RU2166419C2 |
Изобретение относится к сварке, в частности к составам шихты самозащитной порошковой проволоки для сварки толстолистовых конструкций из низкоуглеродистых и низколегированных сталей. Сущность изобретения: отношение суммарного содержания фтора в плавиковом шпате и кремнефтористом натрии к железному порошку составляет 0,12 0,14, а отношение плавиковго шпата к кремнефтористому натрию - 2,4 4,0, при следующем соотношении компонентов, мас.%: железный порошок 60 - 65; плавиковый шпат 11 - 13; мрамор 5 - 8; кремнефтористый натрий 3 - 5; ферромарганец 2 - 3; ферротитан 1,5 - 2; ферросилиций 1,5 - 2; алюминиевый порошок 1,5 - 2 и рутил - остальное. Указанное содержание железного порошка обеспечивает резкое повышение энергоемкости дуги, а сужение столба дуги достигается интенсивной газовой защитой фтором. Изобретение позволяет повысить ударную вязкость металла шва при сварке толстостенных конструкций за счет получения малой площади пятна сварочной ванны и изоляции его от азота, водорода атмосферного воздуха. 2 табл.
СОСТАВ ШИХТЫ САМОЗАЩИТНОЙ ПОРОШКОВОЙ ПРОВОЛОКИ, содержащий плавиковый шпат, мрамор, кремнефтористый натрий, ферромарганец, ферротитан, ферросилиций, рутил, алюминиевый и железный порошки, отличающийся тем, что отношение суммарного содержания фтора в плавиковом шпате и кремнефтористом натрии к железному порошку составляет 0,12 0,14, а отношение содержания плавикового шпата и кремнефтористого натрия составляет 2,4 4,0 при следующем соотношении компонентов, мас.
Железный порошок 60 65
Плавиковый шпат 11 13
Мрамор 5 8
Кремнефтористый натрий 3 5
Ферромарганец 2 3
Ферротитан 1,5 2
Ферросилиций 1,5 2
Алюминиевый порошок 1,5 2
Рутил Остальное
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Шихта порошковой проволоки | 1986 |
|
SU1433709A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
