2.Устройство по п.1, о .т л и ч аю щ е е с я тем, что приспособление для поочередной подачи элементов арматуры включает установленную с воз-. можностью- возвратно-поступатель№Эго перемещения относительно монтажной головки каретку, привод для ее перемещения и.смонтированные.на каретке механизмы для захвата элементов арматуры, расположённые один от .другого на расстоянии, равном ходу каретки.
3.Устройство по П.1, о т л и - . чающееся тем, что каждый .из
механизмов для захвата элементов арматуры включает установленный с возможностью возвратно-поступательного перемещения в вертикальной плоскости захватываюсций элемент и привод для егр перемещения.
4. Устройство по 1. , о т л и ч а ю щ е е с я тем, что,,с целью повышения надежности работы устройства, оно снабжено -дополнительной кареткой для установки монтажной головки.,

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для комплектовки камер пневматических шин элементами арматуры | 1985 |
|
SU1227493A1 |
| Устройство для монтажа колпачка на вентиль автокамеры | 1979 |
|
SU876488A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Автомат для расфасовки домашнего сыра в стаканчики | 1977 |
|
SU925763A1 |
| Стенд для навинчивания круглой гайки на цилиндрический вентиль велокамеры пневматических шин | 1985 |
|
SU1298096A1 |
| Устройство для монтажа колпачка на вентиль автокамеры | 1982 |
|
SU1073127A1 |
| Пневматическое устройство для подъема и перемещения груза | 1980 |
|
SU981197A1 |
| Устройство для стыковки полос обрезиненного полотна | 1979 |
|
SU895708A1 |
| Устройство для монтажа золотника в стебель вентиля пневматической камеры и наполнения ее воздухом | 1985 |
|
SU1242402A1 |
| Устройство для свертывания в рулоны и упаковывания листовых материалов | 1988 |
|
SU1564047A2 |
1. УСТРОЙСТВО ДЛЯ КОМПЛЕКТОВКИ КАМЕР ПНЕВМАТИЧЕСКИХ ШИН ЭЛЕМЕНТАМИ АРМАТУРЫ И ГИБКИ ВЕНТИЛЯ, содержащее станину, механизм для поштучной выдачи элементов арматуры, путепровод, юнтажную головку, установ-. ленную с возможностью возвратно-поступательного перемещения в го)изонтальной плоскости от привода, приспособление для гибки вентиля и опорный элемент для камеры, отличающееся тем, что, с целью расширения эксплуатационных возможностей устройства, оно снабжено дополнительными механизмом для поштучной выдачи элементов арматуры, путепроводом, а лгакже приспособлением для поочередной подачи элементов арматуры от путепроводов в монтажную головку. (Л
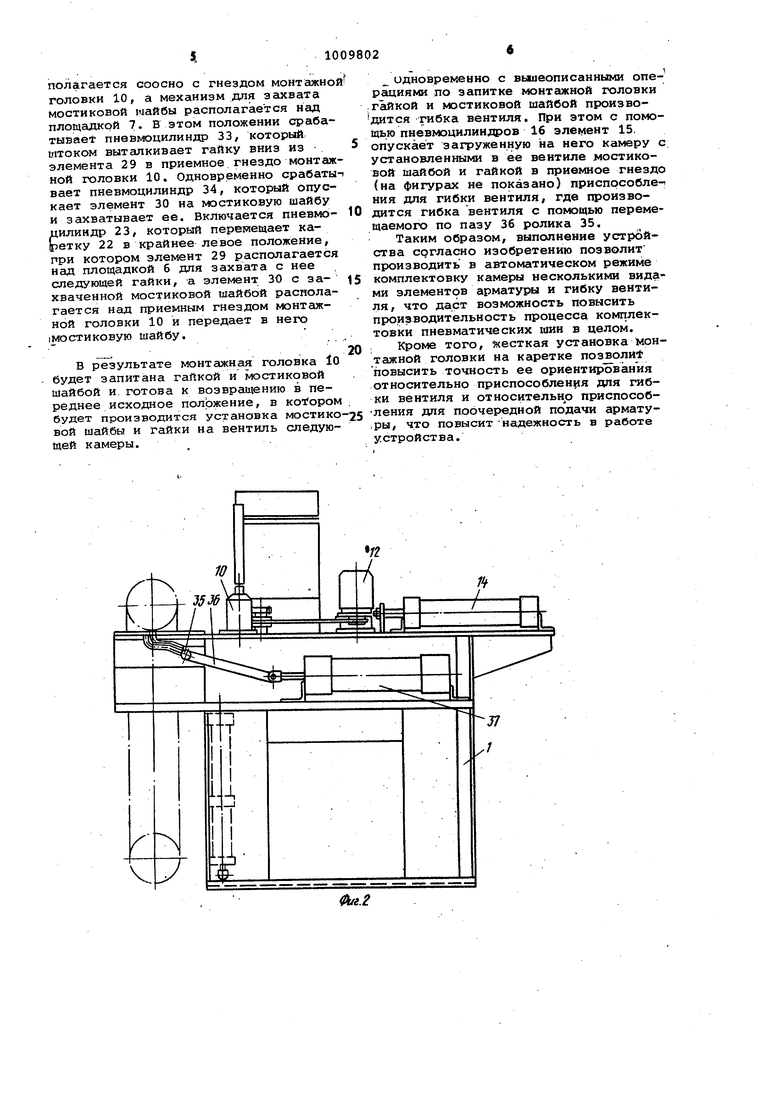
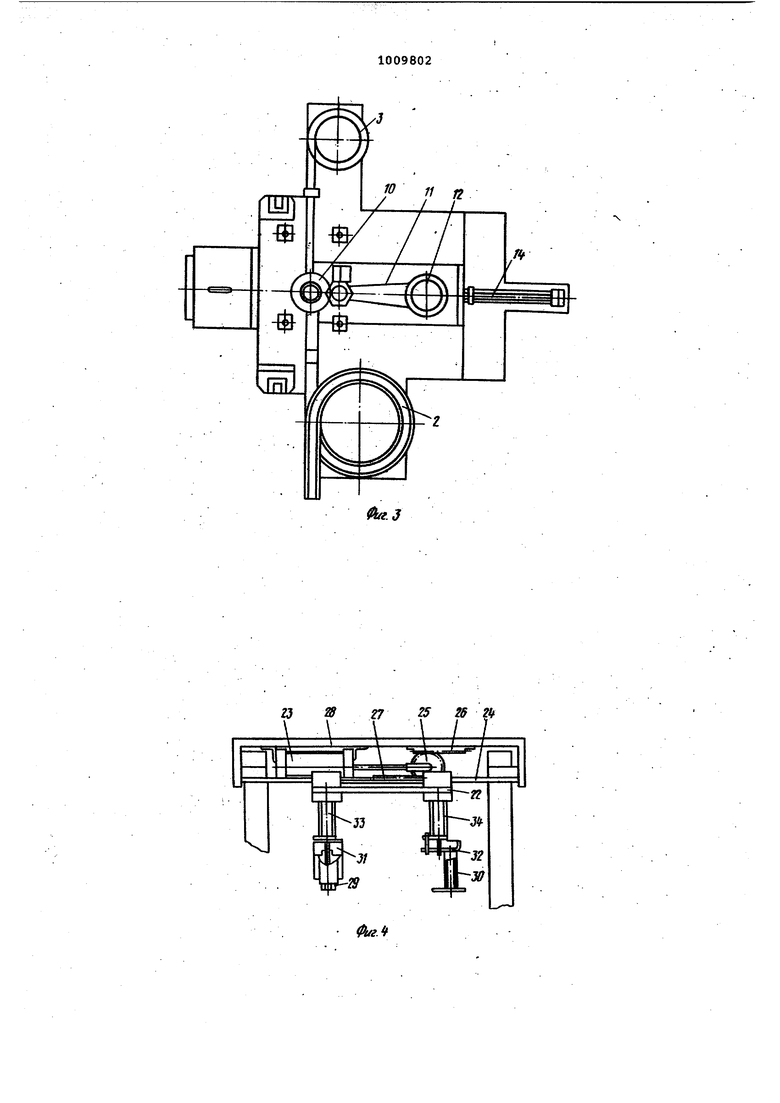
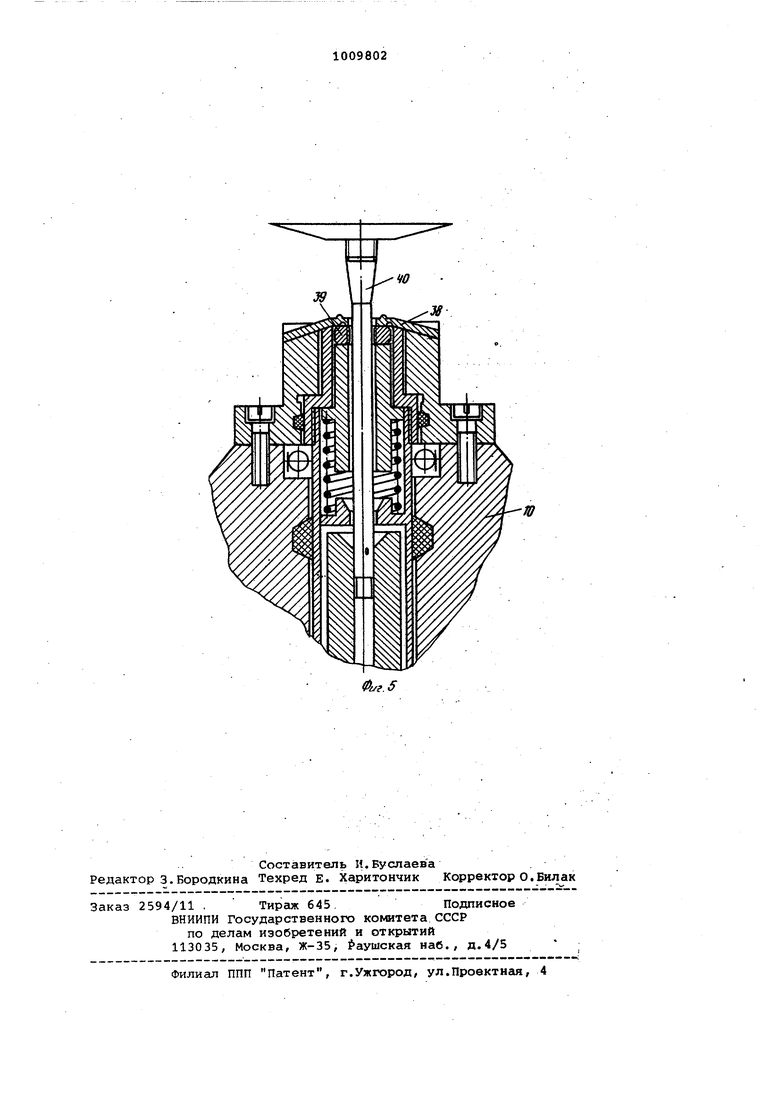
,1 Изобретение .относится к произв(ЗД ству пневматических шин, в частност к оборудованию для компле.ктовки- каме пневматических шин алементами армату ры и гибки вентиля. Наиболее близким по техничедкой сущности и достигаемому результату к предлагаемому устройству является устройство для комплектовки камер пневматических шпн элементами армату ры и гибки, вентиля, содержагдее .стани ну, механизм для поштучной выдачи элементов арматуры, путепровод, мон половку, установленную с возможностью возвратно поступательного; перемещения в горизонтальной плоское ти от привода, приспособление для гибки вентиля и опорный элемент для камеры . .. В Э.ТОМ устройстве обеспе.чивается комплектовка камеры вентилем и уста. навливаемыми в пocлe нeм элементами арматуры. - в таком устройстве обеспечивается автоматическая закладка в вентиль элементов арматуры только одного вида, что снижает эксплуатационные воз .можности устройства . Кроме того, в этом устройстве мон тажная головка смонтирована на качающихся тягс1х приспособления для гибки вентиля, что снижает надежность в работе головки и точность ее центрирования. Целью изобретения является расширение эксплуатационных возможностей устройства.. Цель .достигается тем,, что устройство, содержащее станину, механизм для поштучной выдачи элементов армат ры, путепровод, монтажную головку, установленн-ую с возможностью возврат но-поступательного перемещения в горизонтальной плоскости от привода, приспособление для гибки вентиля и . опорньй элемент для камеры, согласно изобретению снабжено дополнительными механизмом для поштучной выдачи Г элементов арматуры, путепроводом, а также приспособлением для поочеред;ной подачи элементов арматуры.от путепроводов в-йонтажную головку. При э-том приспособление для поочередной, подачи элементов арматуры, включает установленную с возможйостью возвратно-поступательного перемещения относительно монтажной, головки каретку, привод дляперемещения и смонтированные на каретке механизмл для захвата элементов арматуры, рас-; положенные один .от другого на расстоянии, равномходу к,аретки. Каждый из механизмов для Зс1хвата элементов арматуры может включать установленный, с возможностью возвратно-поступательного перемещения в вертикальной, плоскости захватывающий элемент и привод для его перемещения. Кроме то го, с. целью повыше ния н адежности в работе устройства оно .снабжено дополнительной кареткой для. установки монтсокной головки. На фиг.1 изображен общий вид устройст.ва; на фиг. 2 - то же, вид сбоку, на фиг.-З - то же, вид сверхуj на фиг. 4 - приспособле.ние для .поочередной подачи .элементов арматуры от путепроводов в монтажную головку; на фиг. 5 -- монтажная головка с элементами арматуры. Устройство содержит стаЬину -1, на которой установлены вибробункеры 2 и 3 для ориентирования и поштучной выдачи элементов арматуры, например мостиковых шайб и резьбовых .элементов, соответственно, которые имеют путепроводы 4 и 5 с приемными площадками б и 7 в их нижней части для эле ментов арматуры и с отсекателями 8 и 9; монтажную головку 10, связанную через приводной ремень 11 с электродвигателем 12 и смонтированную с возможностью возвратно-поступательного перемеидания в горизонтальной плоскости на каретке 13, связанной с . пневмоприводом 14 для ее перемещения, закрепленным на станине 1.. На последней на стойках (на фигурах не показано) смонтированы приспо собление для поочередной подач элемёнтов арматуры от путепроводов в монтажную головку 10, приспособление для гибки вентиля и опорный- эле-. мент 15. .... Элемент 15 распбложён симметрично относительно монтажной гхэловки 10 и закреплен на штоках двух йневмоцидиндров 16 двойного действия, корпуса которых, подвижно смонтированы на направляющих 17 и 18, установленных на кронштейнах 19 и 20, закрепленных на :станияе 1-. Под площадкой б расположен вертикальнр пневмоцилиндр 2-1 для подъема резьбового элемента в мо отбора. Приспособление для поочередной-по дачи элементов арматуры (фиг.4) вклю чает установленную с возможностью .возвратно-поступательного перемещения каветку 22 и привод для переме щения последней, например, пневмоцилиндр 23. Перемещение каретки 22 по направляющим 24 осуществляется зубчатым ко лесом 25 относительнодвух зубчатых реек 26 и 27, одна .из которых эакреп ; лена неподвижно сверху на раме 28, а вторая - на каретке 22. приспособление для поочередной подачи элементов арматуры, кроме того, содержит смонтированные на каретке 22 механизмы для захвата элементов арматуры, расположенные один от другого на расстоянии, равном ход (каретки. Механиз1«ы для захвата включают захватывающие элементы 29 и 30, уста новленные с возможность возвратнопоступательного перемещения в вертикальной плоскости и связанные крон(итейнами 31 и 32 соответственно с пневмоцилиндрами 33 и 34. При этом элемент 29, предназначен ный для захвата резьбового элемента, например гайки, состоит из трех плас тинчатых пружин, а элемент 30, который предназначен для захвата, например,- мостиковой шай&л, выполнен в виде электромагнита. Приспособление для гибки вентиля включает ролик 35, размещенный в копирном пазу 36 с возможностью перемещения от пневмоцилйндра 37, закреп ленного на станине 1. Устройство .работает следующим образом. , , Предварительно в вибробункёры 2 и 3 загружают элементы арматурыкамеры например мостиковые шайбы 38 и гайки .39 соответственно. Сначал-а в ручном режиме управления в приемное гнездо- монтвикной головки 10 (фиг.5) загружают тайку 39 и на нее загружают шайбу 38. Все ме.ханизмы приводят в исходное положение:приспособление поочередной подачи элементов аЕ атуры располагают в положение приема тайки (фиг.1) с площадки 16, монтажную головку 10 перемещгиот в позицию над приспособлением для гибки вентиля, элемент 15 церемещают в среднее положение над мои- , тажной головкой 10. Затем каме|ру с вентилем 40 вручную загружают на эяемент-15 (фиг . 5) таким рбразом, что этот вентиль проходит вертикально вниз через отверстия шайбы 38 и гайки 39, находящихся в приемных гнездах монтажной головки 10. После этого устройство переключается н.а автоматический режим, работыi и все последующие технологические, операции по установке шайбы 38 и гайки 39 на вентиль камеры и последующей гибке вентиля выполняются в полуавтоматическом режиме управления. От сигнала- датчика (на фигурах не показан) наличия камеры на элементе -15 включается электродвигатель 12. Через ремень 11 вращение переда.ется через муфту предельного момента. {на фигурах не показана) на центральный вал (на фигурах не показан) монтажной головки 10, который в свою очередь передает вращение расположенной .в гнезде этой головки гайке 39, Так как резьбовая часть вентиля 40 . под воздействием веса камеры упирается вертикально в резьбовую часть гайки- 39, то происходит навинчивание последней на резьбовую частв зтого. вентиля до упора шайбы 38 в верхнее основание обрезиненного вентиля 40, При достижении требуемого з-акручивающего момента срабатывает муфта (на; фигурах не показана) прёдель-ного момента монтажной головки 10 и электродвигатель 12 обесточивается. По сигналу реле времени (на фигурах не показано) шэдается воздух в пневмоцилиндры 16 и происходит подъем.в верхнее положение элемента 15 с ка- . мерой.Освободившаяся от вентиля послед.ней Монтажная головка 10 перемещается кареткой 1-3 в позицию загрузки гайкой 39 и шайбой 38- (фиг. 2). Сраба Г тывают отсекатель 9 для шайбы 38 и отсекатель 8 для гайки 39, выдавая по-ОДНОЙ гайке и одной шайбе на площадки 6 и 7. После .этого срабатывает пневмоцилиндаэ 21,который выдвинувшимся штоком (на фигурах не пока-зан) передает гайку в элемент 29. Затем включается пневмоцилиндр 23 и . через зубчатое колесо 25 и рейки 26 и 27 перемещает каретку 22 в крайнее . правое положение, при этом гайка рас- полагается соосно с гнездом монтажно головки 10, а механизм для захвата мостиковой майбы располагается над площадкой 7- В этом положении срабатывает пневмоцилиндр 33, который штоком выталкивает гайку вниз из элемента 29 в приемное гнездо монтаж ной головки 10. Одновременно срабаты вает пневмоцилиндр 34, который опускает элемент 30 на мостиковую шайбу и захватывает ее. Включается пневмоиилиндр 23, который перемещает каретку 22 в крайнее левое положение, при котором элемент 29 располагается над площадкой б для захвата с нее следующей гайки, а элемент 30 с захваченной мостиковой шайбой располагается Нс1Д приемным гнездом монтажной головки 10 и передает в него Iмостиковую шайбу. В результате монтажная головка 10 будет запитана гайкой и мостиковой шайбой и. готова к возвращению в переднее исходное положение, в будет производится установка мостико вой шайбы и гайки на вентиль следующей камеры. одновременно с вышеописанными операциями по запитке монтажной головки гайкой и мостиковой шайбой произво дится гибка вентиля. При этом с помощью пнеамоцилиндров 16 элемент 15. опускает загруженную на него камеру с установленными в ее вентиле мостиковой шайбой и гайкой в приемное гнездо (на фигурах не показано) приспрсобле-i ния для гибки вентиля, где производится гибка вентиля с помощью перемещаемого по пазу 36 ролика 35. Таким образом, выполнение устройства согласно изобретению позволит производить в автоматическом режиме комплектовку камеры несколькими видами элементов арматуры и гибку вентиля, что даст возможность повысить производительность процесса, комплектовки пневматических шин в целом. Кроме того, жесткая установка монтажной головки на каретке повысить точность ее ориентирования относительно приспособлен 1я для гибки вентиля и относительна приспособления для поочередной подачи арматуры, что повысит надежность в работе устройства.
2д Я 27 №
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 1971 |
|
SU410978A1 | |
| Солесос | 1922 |
|
SU29A1 |
