W
ю
со
ae.f 11 Изобретение отаоснтся к устройствам , для термической обработки магнйтньгх изделий и материалов, в частноста ферритовых микросердечникоь памяти, и может быть использовано в радиоэлек- тронной и других отраслях промышленности. По основному авт. св. N 769264 известна, электропечь для термообработки изделий, содержащая загрузочное убтройство, нагревательную камеру, ленточный печной конвейер, разгрузочное устройство, сборник и установленную за загрузочным устройством и прижатую к ра бочей поверхности печного конвейера щет ку, имеющую воаможнос.ть вращения, нри чем разгрузочное устройство выйЬлнено в виде ленточного Конвейера, один из барабанов которого установлен над ленточным печным конвейером и имеет размещенные по образующей продольные паз с закрепленными в них постоянными маг нитами, при этом лента и барабаны ленточного конвейера вьшолнены из немагнитного материала Известная электропечь позволяет полу чать чистые (не смещанные с окалиной) ферритовые сердечники после термообработки, что уменьшает, трудоемкость подготовки изделий к операции контроля и, как следствие, снижает общую трудоем; ; кость изготовления ферритовых сердечников памяти. Основным параметром магнитного приспособления, по которому определяются его эксплуатационные возможности, является притягивающее усилие. Сохранение постоянства этого усилия представ ляет важную задачу проведении термических процессов, каким, например, является термообработка ферритовых микросердечников памяти и других ферромагнитных материалов и-изделий на ленте печного конвейера. Для увеличения производительности нечи увеличивают толщину слоя загрузки материала или микроизделий в пределах толщины теплотехнически тонкого слоя при известных najBMeTpax электропечи. При изменякяцейся толщине загрузки стационарная установка разгрузочного устройства приводит к тому, что полное разделение изделий и окалины не происходит, что в свою очередь снижает выход годных микроизделий. Цель изобретения - увеличение выхода годных путем обеспечения ре1 ули1Х)ва29ния притягивающего усилия при изменяющейся высоте загрузки. Поставленная цель достигается тем, что электропечь для термообработки издеЛИЙ снабжена механ1влом для нения высоты разгрузочного устройства над лентой печного конвейера, вьтолненным в виде опорных щек с вертикальными тягами, каретки, соединенной с тягами и, , установленной с возможностью вертикального перемещения по винтовому элементу, закрепленному на кронштейне, привода и электрически соединенных с ним датчиков уровня загрузки, установленных над лентой печного конвейера. На фиг. 1 изображена печь, общий видГ на фиг. 2 - вид А на фиг. 1 Печь содержит основание 1, нагрева тельную камеру 2, через которую проходит ленточный печной Конвейер 3, загрузочное устройство 4 в виде бункера, разгрузочное устройство 5, сборник 6 готовых изделий, щетку 7 для очистки рабочей поверхности ленты печного конвейера от окалины, сборник 8 окалины. Разгрузочное устройство выполнено в .виде ленточного конвейера, состоящего из ведущего барабана 9, ведомого барабана 10 и нат5шутой на них конвейерной ленты 11. Барабаны 9, 10 и лента 11 вьшолнены из немагнитного материала. По образующей ведомого барабана 10 вьшолнены продольные пазы, в которых закреплены постоянные магниты 12. Подщипникойые узлы барабанов 9 и 10 разгрузочного устройства крепятся в двух опорных щеках 13, которые через две тяги 14 соединяются с кареткой 15, перемещающейся но винтовому механизму 16, закрепленному на неподвижном кронштейне 17. Привод винтового механизма производится от мотор-редуктора 18. На выходе ленточного конвейера 3 из нагревательной камеры 2 электропечи установлены датчики 19 уровня засьшки загрузки по высоте (фотодиоды) и соосно с ними на другой стороне ленты печного конвейера источники света, равномерно расположенные по высоте загрузки. Печь работает следующим образом. Изделия засыпаются в бункер загрузочного устройства 4, из которого поступают на ленту печного конвейера 3, перемещающуюся в нагревательную камеру 2. На выходе из нагревательной камеры 2 спеченные ферритовые изделия . остьшают, захватываются магнитами 12
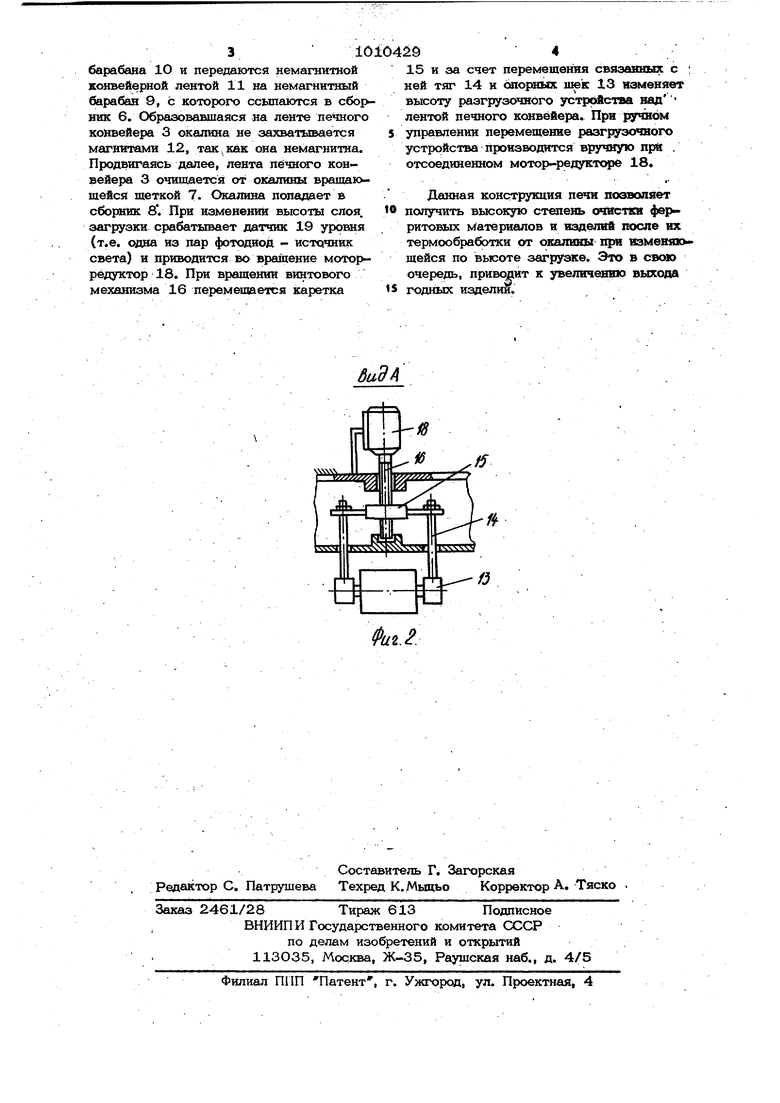
барабана 10 и передаются немагнитной конвейерной лентой 11 на немагнитный барабан 9, с которого ссьшаются в сборнше 6. Образовавшаяся на ленте печного конвейера 3 окалина не захватывается магнитами 12, так,как она немагнитна. Продвигаясь далее, лента пёчнсяго конвейера 3 очищается от окалины вращающейся щеткой 7. Окалина попадает в сборник 8. При изменении высоты слоя, загрузки срабатывает датчик 19 уровня (т.е. (щна из пар фотошюд - источник света) и приводится во вращение моторредуктор 18. При вращении винтового механизма 16 перемешается каретка
15 и за счет перемещения св$ занных с ; ей тяг 14 и опорных щек 13 изменяет высоту разгрузочного устройства над лентой печного конвейера. При ручном управлении перемещение разгрузочного устройства производится вручную при . отсоединенном мотор-редукторе 18.
Данная конструкция печи позволяет получить высокую степень очистки фврритовых Материалов и изделий после их термообработки от окалины при взмею щейся по вькготе загрузке. Это в свою очередь, приводит к увеличению ВЫХОДА годных изделии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная электропечь для термообработки ферритовых изделий | 1979 |
|
SU773411A1 |
| Конвейер для прецизионной высокотемпературной электропечи | 1979 |
|
SU876512A1 |
| Конвейерная электропечь для термообработки ферритовых сердечников | 1990 |
|
SU1753223A1 |
| Печь для термической обработки ферритовых изделий | 1976 |
|
SU564096A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2007 |
|
RU2367871C1 |
| Устройство для термической обработкифЕРРиТОВыХ издЕлий | 1979 |
|
SU816697A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| Способ спекания ферритовых изделий | 1981 |
|
SU960972A1 |
| КОНВЕЙЕР ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ НАГРЕВАТЕЛЬНОЙ ПЕЧИ | 1972 |
|
SU329228A1 |
ЭЛЕКТРОПЕЧЬ ДЛЯ ТЕРМООБРАЮТКИ ИЗДЕЛИЙ по авт. ев, MO 769264, отличающаяс я тем, что, с целью увеличения выхода йС :СигоЗ:г|дд Яи:0„ ,„ TV.,.,,,,,,.,.,.Н t i,Л. S i ч tJ ( .Д - isS ЙЬЛЙЙ1- ША годных путем обеспечения регулирования притягивающего усилия при нзменякицейся высоте загрузки, она снабжена механизмом для изменения высоты разгру эочкого устройства над лентой печного конвейера, вьшолне шым в виде опорных щек с вертикальными тягами, каретки, соединенной с тягами и установленной с возможностью вертикального перемещения по винтовому элементу, закрепленному на кронштейне, привода и электрически соединенных с ним датчиков уровня загрузки, установленных над лентой печного конвейера.
бадА
f5
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электропечь для термообработки изделий | 1978 |
|
SU769264A1 |
| кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
