(54) КОНВЕЙЕР ДЛЯ ПРЕЦИЗИОННОЙ ВЫСОКОТЕМПЕРАТУРНОЙ ЭЛЕКТРОПЕЧИ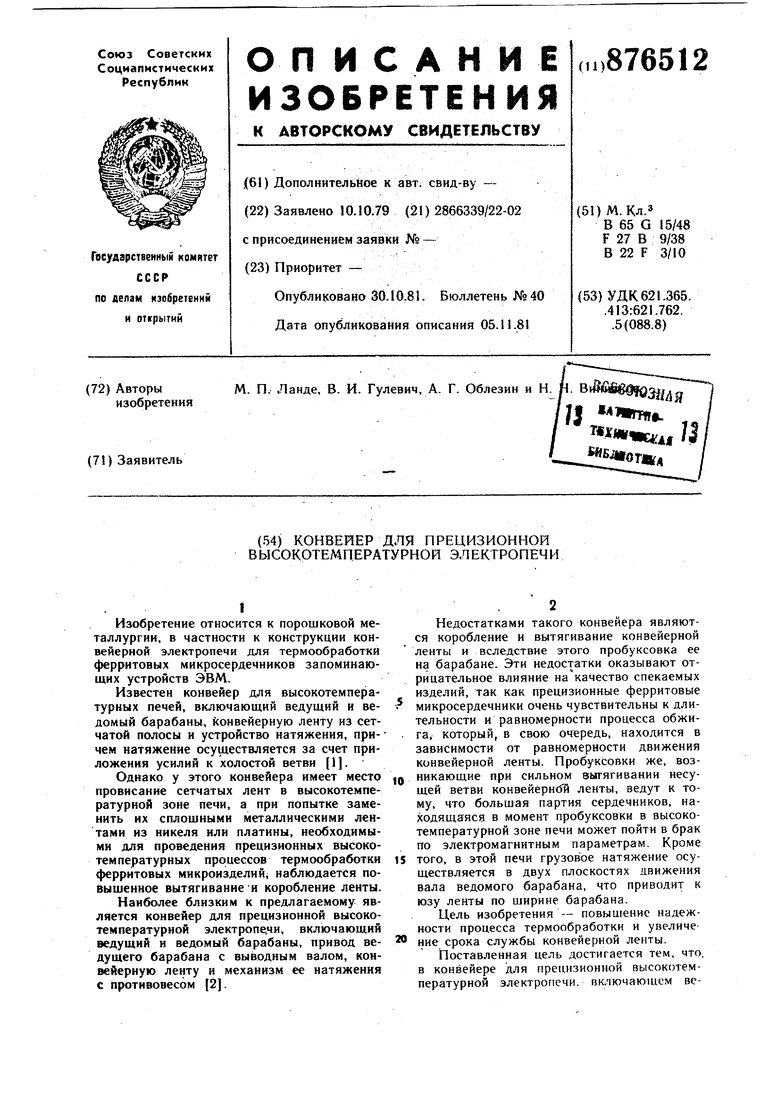

| название | год | авторы | номер документа |
|---|---|---|---|
| Электропечь для термообработки изделий | 1981 |
|
SU1010429A2 |
| Конвейер для прецизионной высокотемпературной электропечи | 1982 |
|
SU1041441A1 |
| Конвейерная электропечь для термообработки ферритовых изделий | 1979 |
|
SU773411A1 |
| Закалочно-отпускной агрегат | 1980 |
|
SU885769A1 |
| Устройство для термической обработкифЕРРиТОВыХ издЕлий | 1979 |
|
SU816697A1 |
| Устройство для управления шнекороторным экскаватором | 1988 |
|
SU1629417A1 |
| Натяжное устройство ленточного конвейера с переменным углом наклона | 1981 |
|
SU984953A1 |
| Агрегат для термообработки | 1980 |
|
SU983425A1 |
| НАТЯЖНОЕ УСТРОЙСТВО ЛЕНТОЧНОГО КОНВЕЙЕРА | 2002 |
|
RU2214355C1 |
| Конвейерная установка | 1958 |
|
SU123073A1 |
1
Изобретение относится к порошковой металлургии, в частности к конструкции конвейерной электропечи для термообработки ферритовых микросердечников запоминающих устройств ЭВМ.
Известен конвейер для высокотемпературных печей, включающий ведущий и ведомый барабаны, Конвейерную ленту из сетчатой полосы и устройство натяжения, причем натяжение осуществляется за счет приложения усилий к холостой ветви 1.
Однако у этого конвейера имеет место провисание сетчатых лент в высокотемпературной зоне печи, а при попытке заменить их сплощными металлическими лентами из никеля или платины, необходимыми для проведения прецизионных высокотемпературных процессов термообработки ферритовых микроизделий, наблюдается повыщенное вытягивание и коробление ленты.
Наиболее близким к предлагаемому является конвейер для прецизионной высокотемпературной электропе;чи, включающий ведущий и ведомый барабаны, привод ведущего барабана с выводным валом, конвейерную ленту и механизм ее натяжения с противовесом 2.
Недостатками такого конвейера являются коробление и вытягивание конвейерной ленты и вследствие этого пробуксовка ее на барабане. Эти недостатки оказывают отрицательное влияние на качество спекаемых изделий, так как прецизионные ферритовые микросердечники очень чувствительны к длительности и равномерности процесса обжига, который, в свою очередь, находится в зависимости от равномерности движения конвейерной ленты. Пробуксовки же, возIQ никающие при сильном вытягивании несущей ветви конвейернби ленты, ведут к тому, что большая партия сердечников, находящаяся в момент пробуксовки в высокотемпературной зоне печи может пойти в брак по электромагнитным параметрам. Кроме
15 того, в этой печи грузовое натяжение осуществляется в двух плоскостях движения вала ведомого барабана, что приводит к юзу ленты по ширине барабана.
Цель изобретения - повышение надежиости процесса термообработки и увелнче ние срока службы конвейерной ленты.
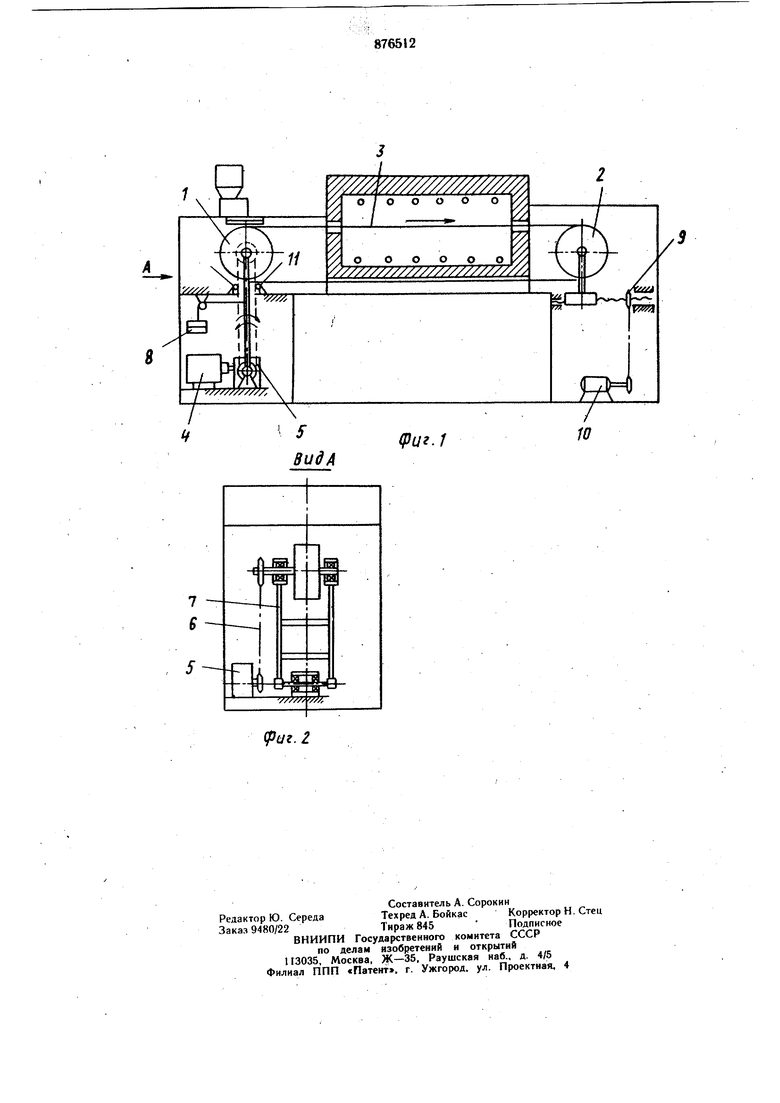
Поставленная цель достигается тем, что. в конвейере для прецизионной высокотемпературной электропечи, включающем водущий и ведомый барабаны, привод ведущего барабана с выводным валом, конвейерную ленту н механизм ее натяжения с противовесом, механизм натяжёння снабжен рычагом, установленным с возможностью перемещения в вертикальной плоскости, винтовым приводом, выполненным с возможностью взаимодействия с ведомым барабаном и ограничительными упорами с концевыми выключателями, выполненными с возможностью взаимодействия с рычагом, причем концевые выключатели электрически связаны с винтовым приводом, а выводной вал привода ведущего барабана установлен на оси качания рычага. На фиг. 1 изображен конвейер, общий вид; на фиг. 2 - вид А на фиг. Г. Конвейер состоит из ведущего 1 и ведомого 2 барабанов, в подшипниковых узлах, металлической ленты 3, привода ведущего барабана с электродвигателем 4, редуктором 5 и цепной передачей 6. К рычагу качания 7 механизма натяжения крепится противовес 8. Ведомый барабан 2 перемещается винтовым приводом 9 механизма натяжения от электродвигателя 10. Ось рычага качания 7 установлена в подшипниках качания, а его перемещение ограничивается с двух сторон упорами 11, в которые встроены конечные выключateЛи. Устройство работает следующим образом. Вращение ведущего барабана 1 осуществляется цепной передачей 6 и редуктором 5 от электродвигателя 4. По мере вытягивания ленты 3 рычаг 7 перемещается за счет противовеса 8 к левому упору 11. При нажатии рычага 7 на конечный выключатель левого упора 11 включается электродвигатель 10 н ведомый барабан 2 перемещается вправо винтовым приводом 9 механизма натяжения до тех пор, пока рычаг 7 не коснется правого упора II, отключив конечным выключателем питание электродвигателя 10. В моменты срабатывания винтового привода механизма натяжения происходит некоторое перемещение ленты с изделиями вдоль печи. Сокращение времени пребывания изделий в печи по этой причине не превышает отклонении от заданного времени спекания за счет погрешностей электропривода конвейера. Технико-экономический эффект предлагаемого изобретения состоит в увеличении срока службы конвейерной ленты за счет уменьшения ее вытягивания и коробления при работе, а возможность автоматической компенсации вытяжки ленты в процессе работы повышает надежность процесса термообработки ферритовых микросердечников в прецизионных высокотемпературных электропечах, так как исключает пробуксовки конвейерной ленты и тем самым повышает равномерность процесса термообработки. Формула изобретения 1. Конвейер для прецизионной высокотемпературной электропечи, включающий ведущий и ведомый барабанЪ, привод ведущего барабана с выводным валом, конвейерную ленту и механизм ее натяжения с противовесом, отличающийся тем, что, с целью повышения надежности процесса термообработки и увеличения срока службы конвейерной ленты,, механизм натяжения снабжен рычагом, установленным с возможностью перемещения в вертикальной плоскости, винтовым приводом, выполненным с возможностью взаимодействия с ведомым барабаном, и ограничительными упорами с концевыми выключателями, выполненными с возможностью взаимодействия с рычагом, причем концевые выключатели электрически связаны с винтовым прнводом2. Конвейер по п. 1, отличающийся тем, что выводной вал привода ведущего барабана, установлен на осп качания рычага. Источники информации, принятые во внимание при экспертизе 1.Арейдарчук А. В. и др. Общепромышленные электропечи непрерывного действия. М., «Энергия, 1978, с. 70. 2.«Обмен опытом в радиопромышленности, вып. 3, 1977. с. 42.
