(54) УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ФЕРРИТОВЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Печь для термической обработкифЕРРиТОВ | 1979 |
|
SU846951A1 |
| Печь для термической обработки ферритовых изделий | 1976 |
|
SU564096A1 |
| Печь для термической обработки ферритов | 1976 |
|
SU551488A1 |
| Электропечь для термообработки изделий | 1981 |
|
SU1010429A2 |
| Печь для термической обработки ферритовых изделий | 1977 |
|
SU731243A1 |
| Конвейер для прецизионной высокотемпературной электропечи | 1979 |
|
SU876512A1 |
| Устройство для термической обработки ферритов | 1989 |
|
SU1740106A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ КЕРАМИКИ "РЕДОКСИД" И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2104254C1 |
| Канальная печь | 1949 |
|
SU88392A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО КЕРАМИЧЕСКОГО СТЕРЖНЯ ДЛЯ ЛИТЬЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2126308C1 |
Изобретение относится k порошковой металлургии, в частности к устройствам для спекания и термической обработки ферритовых изделий.
Известно устройство для термической обработки ферритовых изделий содержащее камеру нагрева и привод перемещения изделий ij .
Недостаток этой печи - низкая надежность ее работьз вследствие того, что ее конструкция не предусматривает выноса большого исла частей механизма перемещения за йределы высокотемпературной зоны без нарушения целостности каме.
Наиболее близким по техйической сущности и достигаемому эффекту к предлоЖенно1 1у является устройство для термической обработки ферритовых изделий, содержаи еа высокотемпературную камеру с нагревательными элементами и каналст э жаропрочного материала, механизм , выполненный в виде ленточного конвейера с приводом, и опорную направляющую .
Недостатком этой печи является то, что отсутствие в ее конструкции отдельного узла охлаждения не позволяет исключить раз|брос параметровсвойств при охлаждении разных партий ферритовых изделий. ,Это является причиной низкого процента выхода годного. Кроме того, известное устройство не обладает достаточно высокой надеж-. ностью работы вследствие низкой стойкости ленточного конвейера, выполненного в виде бесконечной ленты. В этом устройстве лента выходит из строя после 120 циклов термообработки.
Цель изобретения - повышение выхода годного к увеличение стой5кости конвейерной ленты.
Указанная цель достигается тем, что устройство снабжено узлом перемотки ленты конвейера и кг№1ерой охла5кдения, выполненной в виде по0лого элемента прямоугольного сечения, на одной из сторон которого :выполнен ряд отверстий, причем злемент установлен перпендикулярно направлению движения конвейера с
5 возможностью горизонтального перемещения.
Камера охлаждения установлена на выходе из зоны обжига ферритовых изделий. Охлаждение изделий произ0водится воздухом, выходящим через
ряд отверстий йамеры. Оптимгшьные условия охлаждения подбираются экспертиментально регулировкой давления воздуха в камере охлаждения.
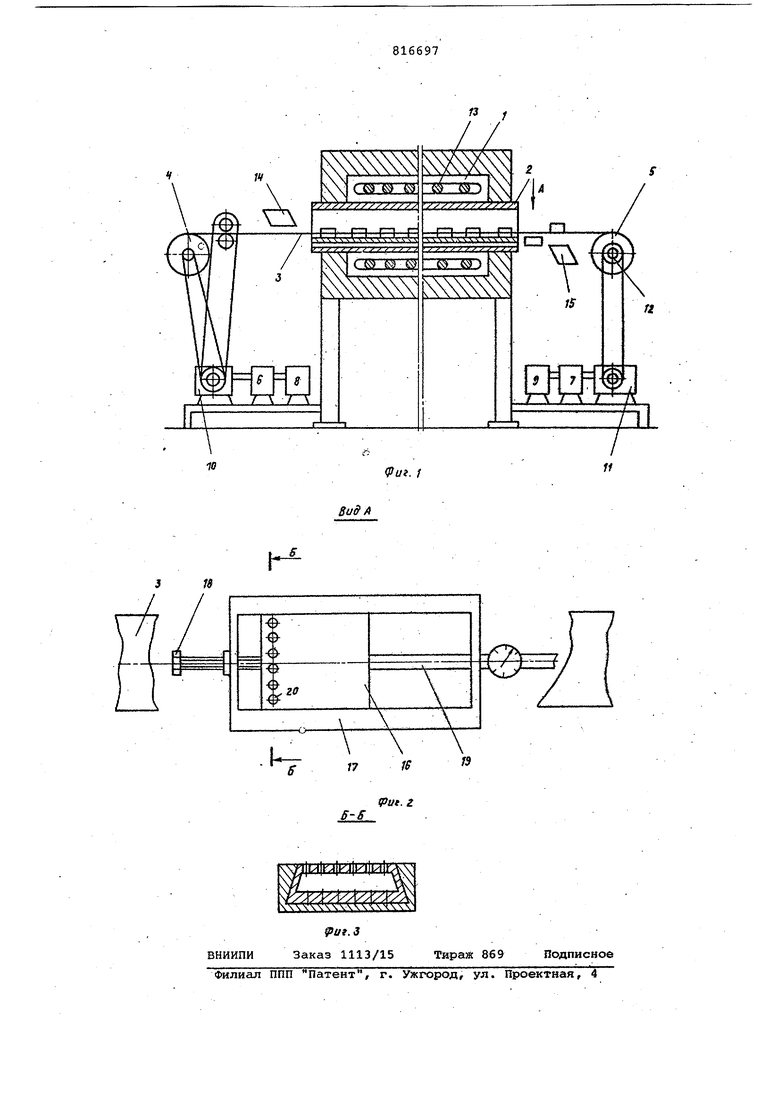
На фиг. 1 изображено устройство, общиЛ BHQ; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез В-Б.на фиг 2.
Устройство состоит из высокотемпературной камеры 1, через которую проходит канал 2 из жаропрочного материала. Внутри канала расположен ленточный конвейер 3, концы которого закреплены в барабанах-кассетах 4 и 5 узла перемотки. Привод конвеКера осуществляется в одном направлении электродвигателем 6, а в противоположном электродвигателем 7. Регулирование скорости конвейера прводится соответственно регуляторами 8 и 9, а также редукторами 10 и 11. Ведущая звездочка редуктора 11, расположенного на валу барабана-кассеты 5, связана с ведомой звездочкой 12. Устройство снабжено нагревательнш4и элементами 13, узлами загрузки 14 и выгрузки 15.
На ваходе из высокотемпературной камеры расположена камера охлаждения изделий, состоящая из полого элемента прямоугольного сечения 16, выполненного с возможностью перемещения в обойме 17 с помощью микрометрического винта 18. На одной из сторон элемента находится штуцер 19 для прдачи воздуха, а ва другой стороне находится ряд выходкьтк отверстий 20, перпендикулярнай направлению движения конвейера.
Устройство работает следугачим о&разом.
Изделия, подготовленные к термообработке, загружают в кюветы и noMecjaioT н ленточный конвейер 3. Электродвигателем б через редуктор 10, связанный цепью с тянущими валками, конвейер приводится в движение и изделия в процессе пеpeMepjeHHH вдоль канала 2 проходят нагрев и обжиг. В режиме закалки изделия из узла 14 загрузки попадают на ланточный конвейер 3, который приводится в движение электродвигателем 7 через редуктор 11. Изделия, прошед1чие канал высокотемпературной камеры, проходят над узлом охлаждения.
Скорость обжига, закалки и время обжига в обоих режимах регулируются за счет варьирования скорости движения ленточного конвейера. Температура обжига и закалки определяется маркой и типоразмером ферритовых изделий.
Скорость охлаждения также определяется типораз мером ферритовых изделий и регулируется давлением воздуха при помощи манометра.
В таблице приведены данные, показывающие зависимость процента выхода годного от условий охлаждения.
Избыточное давление воздуха в камереохлаждения, атм О
0,1 0,3 0,6 1,0
.: Процент выхода, годного 71 71
74
77
76
Габаритные размеры предложенной 20 печи меньше, чем известной. При сохранении скорости движения конвейера 1200 мм/ч каждый его участок за 48 ч работы подвергается шести разовому температурному воздействию. 25 Таким образом, простое увеличение длины конвейера, конструктивно оформленное в виде конвейера конечной длины с узлами перемотки, дает значительный эффект повышения прочности конвейера.
Формула изобретения
, Устройство для термической обработки ферритовых изделий, содержащее высокотемпературную камеру с нагревательными элементами и каналом из жаропрочного материала и механизм перемещения изделий, выполненный
0 в виде ленточного конвейера с приводом, отличающееся тем, что, с целью повышения выхода годного и увеличения стойкости конвейерной ленты, оно снабжено узлом
5 перемотки ленты конвейера и камерой охлаждения, выполненной в виде полого элемента прямоугольного сечения, на одной из сторон которого выполнен ряд отверстий, причем элемент установлен перпендикулярно направлению движения конвейера с возможностью горизонтального перемещения.
Источники информации, принятые во внимание при экспертизе 5 1. Авторское с-видетельство СССР № 551488, КЛ. F 27. В 9/24, 1976.
Фиг. 1
