ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
(54) ФЕРРИТОВБ1Х ИЗДЕЛИИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термической обработкифЕРРиТОВыХ издЕлий | 1979 |
|
SU816697A1 |
| Печь для термической обработкифЕРРиТОВ | 1979 |
|
SU846951A1 |
| Печь для термической обработки ферритовых изделий | 1977 |
|
SU731243A1 |
| Электропечь для термообработки изделий | 1981 |
|
SU1010429A2 |
| Печь для термической обработки ферритов | 1976 |
|
SU551488A1 |
| Печь для термообработки ферритовых изделий | 1974 |
|
SU471950A1 |
| Печь для термообработки ферритовых изделий | 1974 |
|
SU500899A1 |
| КОЛЬЦЕВАЯ КОНВЕЙЕРНАЯ ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2131569C1 |
| КАРУСЕЛЬНО-КОЛЬЦЕВАЯ ПЕЧЬ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО КИРПИЧА | 2002 |
|
RU2206032C1 |
| Установка для термической обработки изделий в контролируемой атмосфере | 1976 |
|
SU591267A1 |
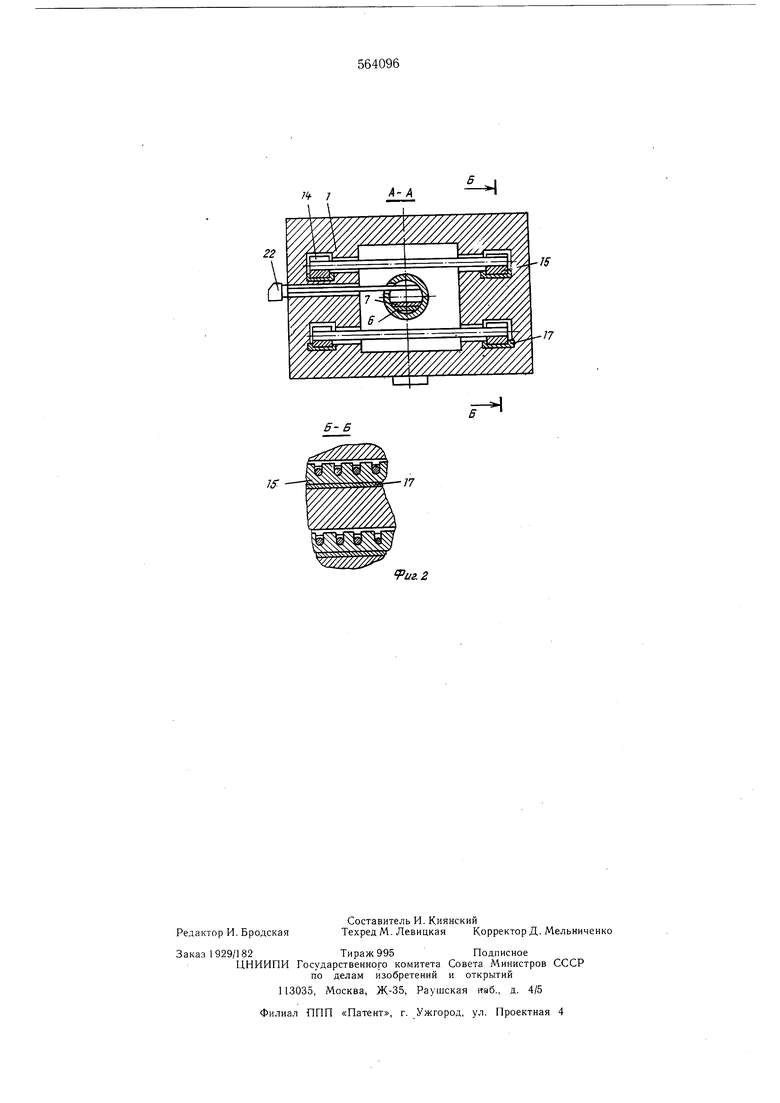
Изобретение относится к области порошковой металлургии, в частности, к устройствам для термической обработки ферритовых изделий. Известна печь для термической обработки ферритовых изделий, включающая высокотемпературную камеру с ленточным конвейером и рольгангом. Ферритовые изделия подают в печь в коробах из жаропрочного материала 1. Недостатком данной печи является неоднородность температурного поля в высокотемпературной камере, что приводит к снижению выхода годной продукции. Наиболее близкой к изобретению является печь для термической обработки ферритовых изделий, включающая высокотемпературную камеру с нагревательными элементами и каналом из жаропрочного материала, ленточный конвейер с приводом и опорной направляющей. При этом опорная направляющая выполнена в виде керамической пластины, расположенной под конвейером 2. Данная печь обладает низкой надежностью в связи с интенсивным разрушением ленточного конвейера при его прохождении через высокотемпературную камеру, а также низким выходом годной продукции, что обусловлено отсутствием возможности регулирования температурного поля, в котором производится термическая обработка изделий. С целью увеличения выхода годной продукции, повышения надежности и срока службы оборудования, предложенная печь снабжена дополнительными нагревательными элементами, установленными с возможностью перемещения вдоль оси канала, обоймами, в которых расположены дополнительные нагревательные элементы, и тягами, соединенными с обоймами, а опорная направляющая конвейера выполнена в виде взаимосвязанных продольной и поперечных полос из жаропрочного материала. На фиг. 1 схематично изображена предложенная печь, вариант выполнения; на фиг. 2 - разрез А-А фиг. 1. Печь состоит из высокотемпературной камеры 1, включающей зоны обжига 2 и закалки 3, через которые проходит канал 4 из жаропрочного материала. Внутри канала расположен ленточный конвейер 5. Опорная направляющая конвейера выполнена в виде продольной полосы 6 и поперечных полос 7 из того же материала, укрепленных на продольной полосе с интервалом в 20-30 см. Привод конвейера осуществляется электродвигателем 8, регулирование скорости конвейера - регулятором напряжения 9 и редуктором 10, ведущая звездочка 11 которого связана с ведомой звездочкой 12, закрепленной на валу фрикционного привода 13. Печь снабжена группой дополнительных нагревательных элементов 14, выполненной с возможностью перемещения вдоль оси канала за счет того, что нагревательные элементы закреплены в пазах обойм 15, каждая из которых посредством жестких тяг 16 перемещается по направляющим 17 вдоль оси канала. Перемещение верхней и нижней группы нагревательных элементов производится независимо друг от друга посредством передачи: щестерня 18-рейка 19. Печь снабжена устройствами загрузки 20 и выгрузки 21 изделий.
Печь работает следующим образом.
Изделия, подготовленные к термообработке, засыпаются в кюветы 23 и по.мещаются через загрузочное устройство 20 на ленточный конвейер 5. Кюветы с изделиями проходят в процессе перемещения вдоль канала 4 нагрев, обжиг и закалку и попадают в устройство выгрузки 2. Скорости нагрева, закалки, время обжига регулируются за счет изменения расположения нагревательных элементов 14, а также варьированием скорости движения ленточного конвейера. Температуры обжига и закалки контролируются термопарами 22 и определяются MapKcji: и типоразмером ферритовых изделий.
Применение предложенной печи позволяет повысить выход годного -продукта, а также
надежность и срок службы технологического оборудования.
Формула изобретения
Печь для термической обработки ферритовых изделий, включающая высокотемпературную камеру с нагревательными элементами и каналом из жаропрочного материала, ленточный конвейер с приводом и опорной направляющей, отличающаяся тем, что, с целью увеличения выхода годной продукции, и повыщения надежности и срока службы оборудования, она снабжена дополнительными нагревательными элементами, установленными с возможностью перемещения вдоль оси канала, обоймами, в которых расположены дополнительные нагреватель ные элементы, и тягами, соединенными с обоймами, а опорная направляющая конвейера выполнена в виде взаимосвязанных продольной и поперечных полос йз жаропрочного материала.
Источники информации, принятые во внимание при экспертизе:
Tt- /
Б- Б ,
Риг.2
