4 4:
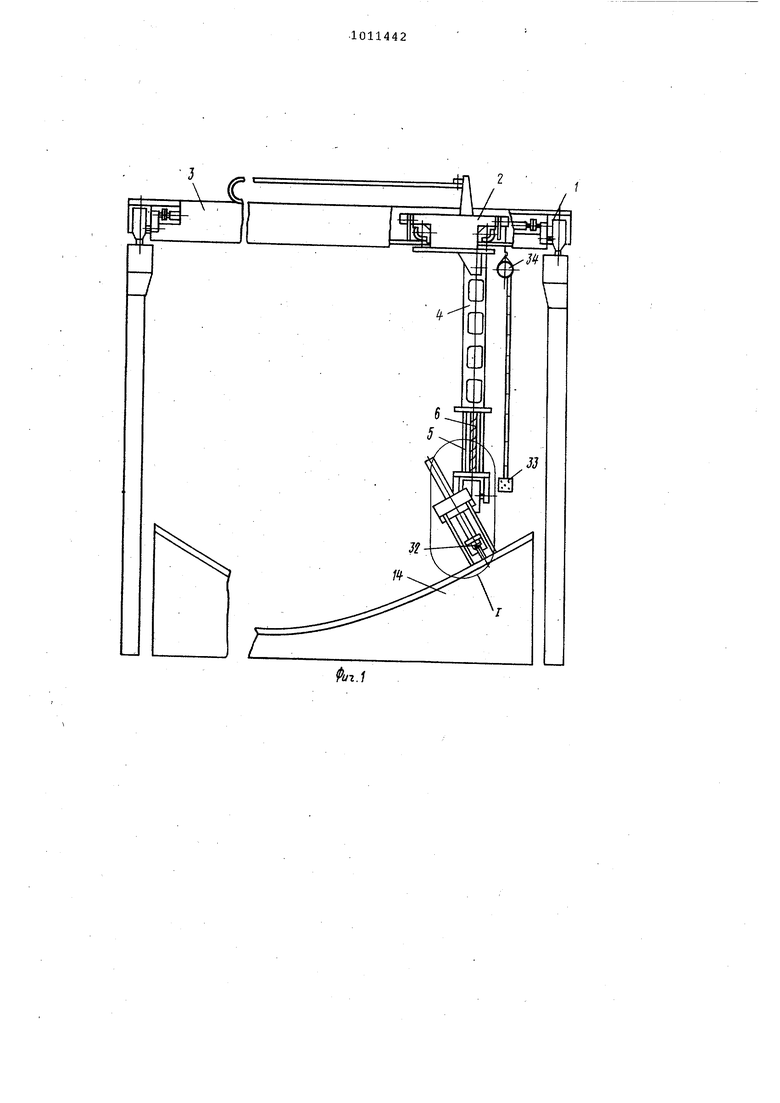
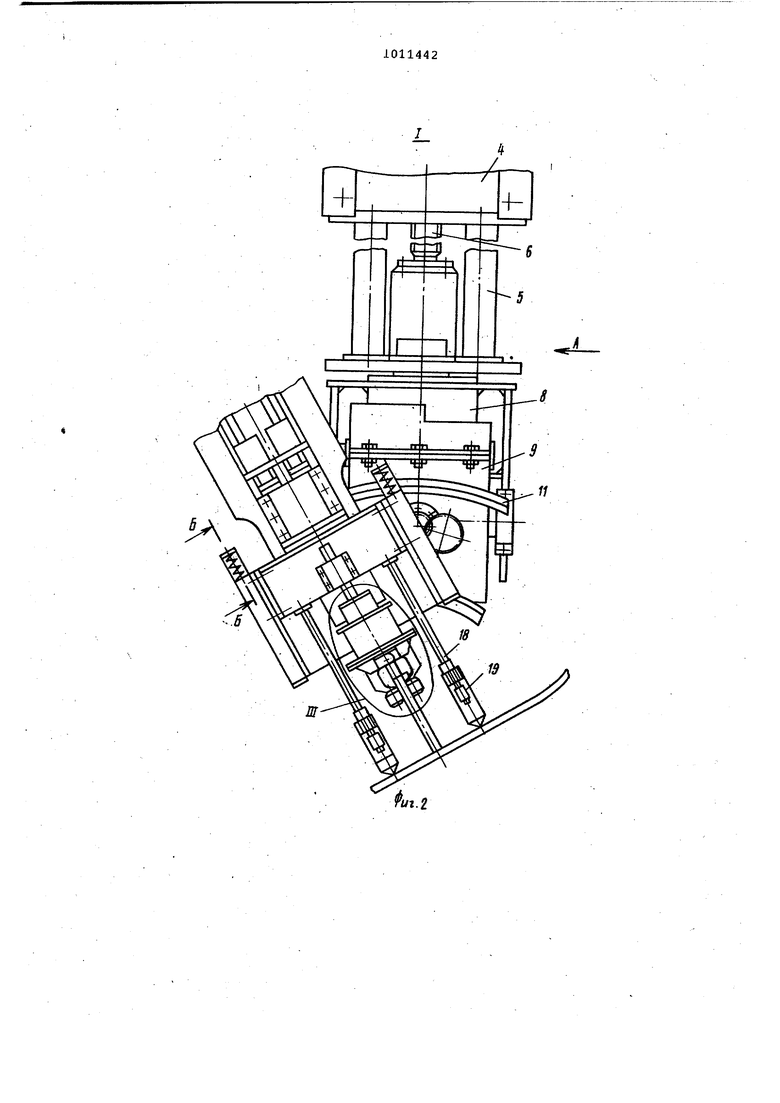
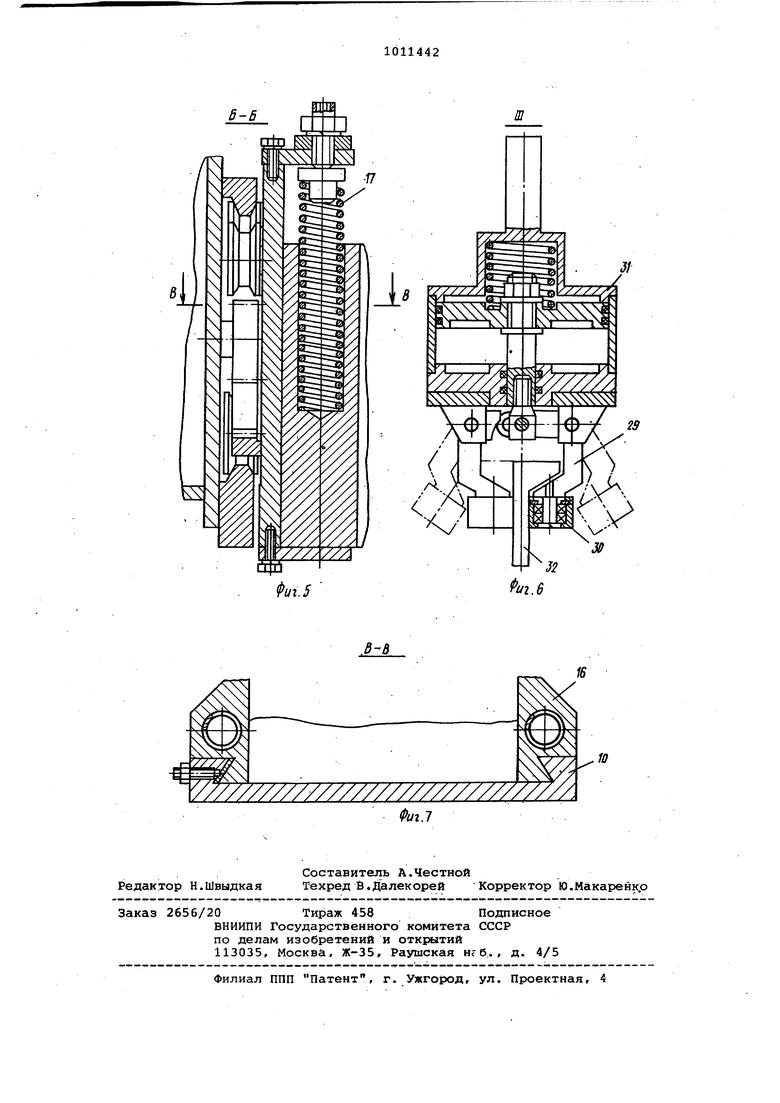
ISD Изобретение относится к судостро нию, а именно к устройствам для сб ки набора с обшивкой корпуса судна при изготовлении преимущественно кр волинейных секций корпуса. Известно устройство, для сборки балок набора с обшивкой корпуса суд на, включающее подвижный портал, ус та нов лецную на -нем самоходную тележ ку, телескопический прижим для обжатия балок набора и клещевые захва ты для этих балок, связанные с само ходной тележкой посредством верти-кальной штанги 1 . Недостатком указанного устройст,ва являются его ограниченные технологические возможности в связи с те что оно не обеспечивает обжатие набора, установленного под углом более IS к вертикальной плоскости. Э вызвано тем, что усилие прижима направлено вертикально вниз, так как силовой цилиндр прижима набора имее жесткие вертикальные направляющие. При расположении набора под большим углом к вертикальной плоскости появляется значительный изгибающий мо мент, способный опрокинуть набор и действующий на направляющие захватов и самоходную тележку. Кроме того, для установки набора на секцию требуются дополнительные средства механизации, а именно устройство для установки балок набора на полотнище обшивки корпуса судна Цель изобретения - расширение технологических возможностей. Указанная цель достигается тем, что устройство для сборки балок наб ра с обшивкой корпуса судна, включающее подвижный портал, установле ную на нем самоходную тележку, тел скопический прижим для обжатия балок набора и клещевые захваты для этих балок, связанные с самоходной тележкой посредством вертикальной штанги, снабжено прикрепленным к вертикальной штанге манипулятором, содержащем подвеску для его п ворота относительно вертикальной оси указанной штанги, траверсу, шарнирно соединенную с подвеской и выполненную с кольцевыми направляющими, и поворотную плиту, установленную в кольцевых направляющих траверсы и несущую телескопический прижим для обжатия балок набора, при этом между поворотной плитой и указанным прижимом установлен компенсирующий элемент, а клещевые захваты для балок набора смонтированы на штоке прижима . Кроме того г нижние губки клещевых захватов снабжены роликами, а компенсирующий элемент выполнен в виде пружин. На фиг.1 изображено устройство для сборки набора с оби.1ивкой корпуса судна, общий вид; на фиг.2 узел 1 на фиг.1, на фиг. 3 - вид А на фиг. 2 , на фиг. 4 - сварочна головка узел II на фиг.З ; на фиг.5компенсирующий элемент (разрез Б-Б на фиг.2); на фиг.6 - захват (узел III на фиг.2) на фиг.7 - поворотная плита (разрез В-В на фиг.З). Устройство для сборки набора с обшивкой корпуса судна выполнено в виде перемещающегося по рельсам (не показаны) портала 1, самоходной т ележки 2, расположенной между продольными балками 3 портала, телескопической штанги 4, закрепленной к нижнему поясу тележки 2. Штанга 4 имеет выдвижные элементы 5, перемещающиеся по направляющим в корпусе при помощи ходового винта 6. К нижней части выдвижных элементов 5 штанги 4 крепится манипулятор 7. Манипулятор 7 включает подвеску 8, установленную на штанге 4 с возможностью поворота вокруг вертикальной оси. штанги 4, траверсу 9 и поворотную плиту 10. Траверса 9 шарнирно соединена с подвеской 8 и может устанавливаться под углом к штанге 4. На корпусе траверсы 9 выполнены кольцевые направляющие 11, в которые на роликах 12 установлена поворотная плита 10, несущая прижим 13. Для осуществления поворота плиты 10 относительно штанги 4 и собираемой секции 14 Предназначен привод 15, закрепленный на траверсе 9. Прижим 13 установлен на г оворотной плите 10 с возможностью .вертикального перемещения в направляющих 16 типа ласточкин хвост. В корпусе прижима 13 выполнены цилиндрические углубления (не показаны), в которых расположены компенсирующие элементы-пружины 17. Для регулировки усилия пружин служат винты (не показаны) . По обе стороны прижима 13 на выдвижных вертикальных штангах 18 смонтированы сварочные головки 19, каждая из которых имеет зажимы (не показаны) электродной проволоки 20 и газоподвод 21 с защитной насадкой 22. В верхней части прижима 13 размещена панель управления 23 и обрезиненная рукоятка 24 для установки его в рабочее положение. Для фиксации манипулятора 7 и прижима 13 в рабочем положении предназначен стопор 25, На штоке 26 силового цилиндра прижима 13 смонтировано коромысло 27, на котором установлены рычажные захваты 28. На нижних губках 29 захватов 28 закреплены вращающиеся ролики 30. Пневмоцилиндры 31 предназначены для привода захватов 28 размещены на коромысле 27. Введение роликов 30 на обжимных губках 29 захвата 28 позволяет пер мещаться всему устройству по установленной балке набора 32 вдоль ли НИИ разметки совместнь1м движением моста 1 и тележки 2, не распуская, захватов 28, т.е. не затрачивая вр мя на переустановку прижима для выполнения каждой следующей прихватки. Управление парталом 1, тележкой штангой 4 и захватами 28 вынесено на пульт управления 33, закрепленный .на балансире 34 с помощью гибкой подвески. Для приведения устройства в рабо чее положение его подключают к источнику подачи защитного газа, источнику питания сварочной дуги и электрическому шкафу управления (не показаны) . Через верхнее отверстие в корпусе прижима 13 вставляют электродную проволоку 20. Шток 26 силового цилиндра прижима 13 поднят в крайнее верхнее положение. Губки 29 захватов 28 разведены, балки 32 набора уложены в кассете или накопителе {не показаны) и поданы к месту выполнения работ на обшивку 3 секции 14. , Устройство работает следующим об разом. Совместным перемещением портала и самоходной тележки 2 манипулятор с захватами 28 устанавливают над ка сетой с набором. Элементы 5 штанги с помощью привода вертикального пер мещения (не показан) опускают, и по ле того, как балка 32 набора окажет ся между губками 29 Захватов 28, вк чениём пневмоцилиндров 31 балку 32 набора зажимают между роликами 30 захватов 2S. Движением вверх штанги 4 с манипулятором 7 извлекают ба ку 32 набора из кассеты и перемещением портала 1 и тележки 2 переносят ее к месту установки на обшивке 35 секции 14. Приводом 15 разворачи вают плиту 10 с установленным на не прижимом 13 до ориентации балки 32 под заданным, углом к поверхности обшивки 35 на линии разметки места установки набора. При сборке кривол нейных секций, наобходимый Наклон балки 32 набора по длине (вдоль лиНИИ разметки) обеспечивают поворотом (наклоном траверсы 9, шарнирно закрепленной на подвеске 8. С помощью привода вертикального перемещения штанги 4 набор 32опускают до соприкосновения с обшивкой 35 секции 14, Затем регулируют сварочный зазор между обшивкой 35 и срезом насадки 22, для чего выдвигают штанги 18 со сварочными головками 19 и производят подачу проволоки 20 до достижения ею обшивки 35.При этом одновременно устанавливается величина дугового промежутка и глубина осадки проволоки в сварочную ванну. На панели управления 23 нажимают кнопку сварка не показана . При этом включается подача защитного газа, подается сварочное напряжение, и проволока 20 приваривается к обшивке 35. Затем включают силовой цилиндр прижима 13 и шток 25 при движении вниз нажимает на балку 32 йабора и происходит его совместное сближение с обшивкой 35. После сближения балки 32 набора с обшивкой 35 прикреляют набор.к обшивке с помощью электр.оприхваток и включают цилиндр на ход штока 26 вверх. Отсоединяют проволоку 20 от обшивки 35 отжигом или другим известным способом, например посредством кусачек или отрезанием посредством армированного абразивного круга. Описанное устройство по сравнению с предлагаемым позволяет расширить его технологические возможности за счет обеспечения ориентации набора по углу наклона и длине (вдоль линии разметки на.обшивке) , установки и обжатия его в этом положении. При этом за счет снабжения устройства манипулятором, а также размещения захватов на штоке силового цилиндра, т.е. ориентации, установки и обжатия набора одним устройстВЬм, появляется возможность автоматического совмещения вертикальной оси наборас -направлением усилия силового цилиндра прижима. Это позволяет вести сборку набора с обшивкой в любом пространственнем положении, повысить належность работы устройства, улучшить условия сборки. Введение роликов на обжимных губках захвата позволяет перемещаться всему устройству по установленной балке набора вдоль линии разметки, совестным движением моста и тележки, не распуская захватов, т.е. не затрачивая время на переустановку прижима для выполиения каждой следуюшей прихватки.
В-В
Фиг. 5
ш
J/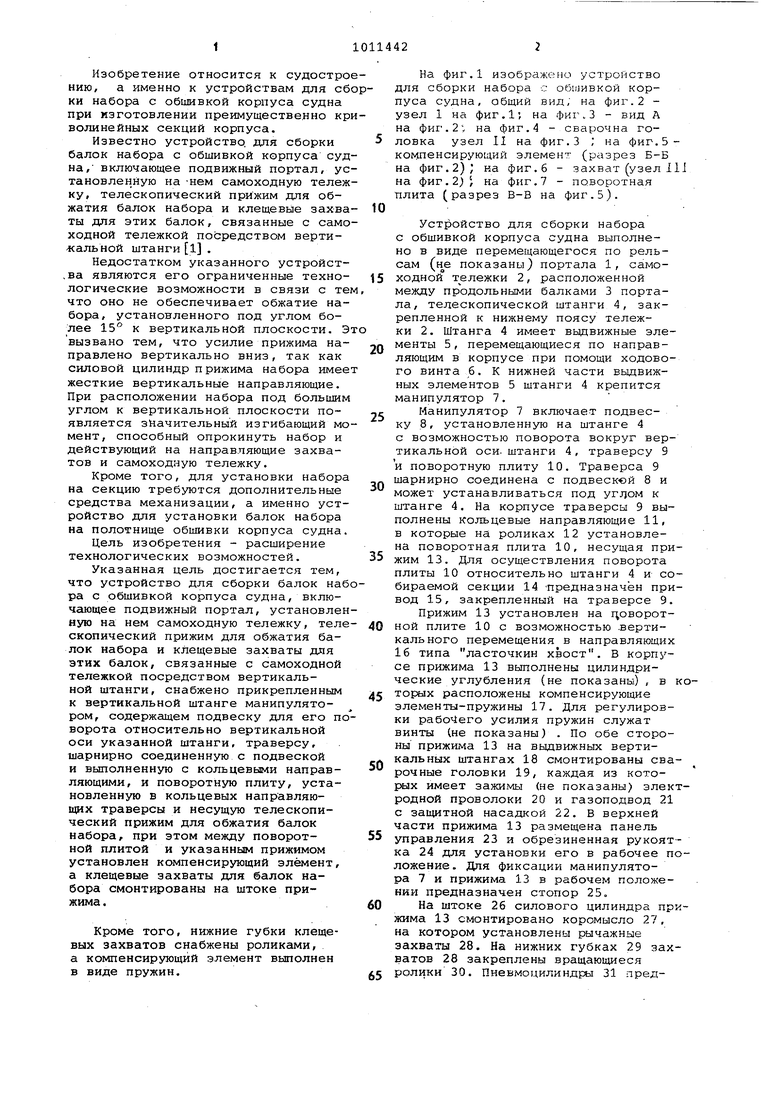

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки набора с обшивкой корпуса судна | 1978 |
|
SU753707A1 |
| Устройство для сборки балок набора с обшивкой корпуса судна | 1983 |
|
SU1177201A2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ НАБОРА С ОБШИВКОЙ СЕКЦИИ СУДНА | 1973 |
|
SU408849A1 |
| Устройство для сборки набора с обшивкой корпуса судна | 1980 |
|
SU943080A1 |
| Устройство для сборки набора с обшивкой корпуса судна | 1984 |
|
SU1194761A1 |
| УСТАНОВКА ДЛЯ СБОРКИ И СВАРКИ ПОЛОТНИЩ С ПЕРЕКРЕСТНЫМ НАБОРОМ РЕБЕР ЖЕСТКОСТИ | 1992 |
|
RU2089368C1 |
| Способ формирования корпуса судна и устройство для его осуществления | 1981 |
|
SU1025577A1 |
| Самоходный полупортал для установки,приварки и набора на полотнище судовой секции | 1983 |
|
SU1165549A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| УСТРОЙСТВО для СБОРКИ НАБОРА С ОБШИВКОЙ КОРПУСА СУДНА | 1972 |
|
SU335147A1 |
1. УСТРОЙСТВО ДЛЯ СБОРКИ БАЛОК НАБОРА С ОБШИВКОЙ КОРПУСА СУДНА, включающее подвижный портал,ус-тановленную на нем самоходную тележку, телескопический прижим для обжатия балок набора и клещевые захваты для этих балок, связанные с самоходной тележкой посредством вертикальной штанги, о т л и ч а ю щ е,е с я тем, что, с целью расширения технологических возможностей, устройство снабжено прикрепленным к вертикальной штанге манипулятором. содержащим подвеску для его поворота относительно вертикальной оси указанной штанги, траверсу, шарнирно соединенную с подвеской и выполненную с кольцевыми направляющими, и поворотную плиту, установленную в КОЛБцевых направляющих траверсы и несущую телескопический прижим для обжатия балок набора, при этом между поворотной плитой и указанным прижимом установлен компенсирующий элемент, а клещевые захваты для балок набора смонтированы на штоке прижима. 2.Устройство ПЬп.1,отлич а-р щ е е с я тем, что нижние губки Ж в клещевых захватов снабжены роликами. 3.Устройство поппЛи2,о т л и ч ающе е-с я тем , что компенсирующий элемент ВЕлполнен в виде пружин.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ НАБОРА С ОБШИВКОЙ СЕКЦИИ СУДНА | 0 |
|
SU408849A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
