Известные устройства для ыаплавки металлических изделий, в которых использован поворотный стоя, несущий врашаюидиеся шпиндели для крепления наплавляемых изделий, имеют тот недостаток, что процесс наплавки не автоматизирован к включает МдЧого ручных операций.
В предлагаемом устройстве указанпый недостаток устраняется тем, что вокруг периодически поворачивающегося стола последовательно расположены: дозатор, автоматически подающий флюс на подле/каихее наплавке изделие, индуктор, нагревающий паплавляемую часть изделия до температуры, близкой к температуре плавления наплавляемого металла, тигель, помещенный в индукторе ДЛЯ расплавлепия наплавляемого металла, и охладитель наплавленного изделия.
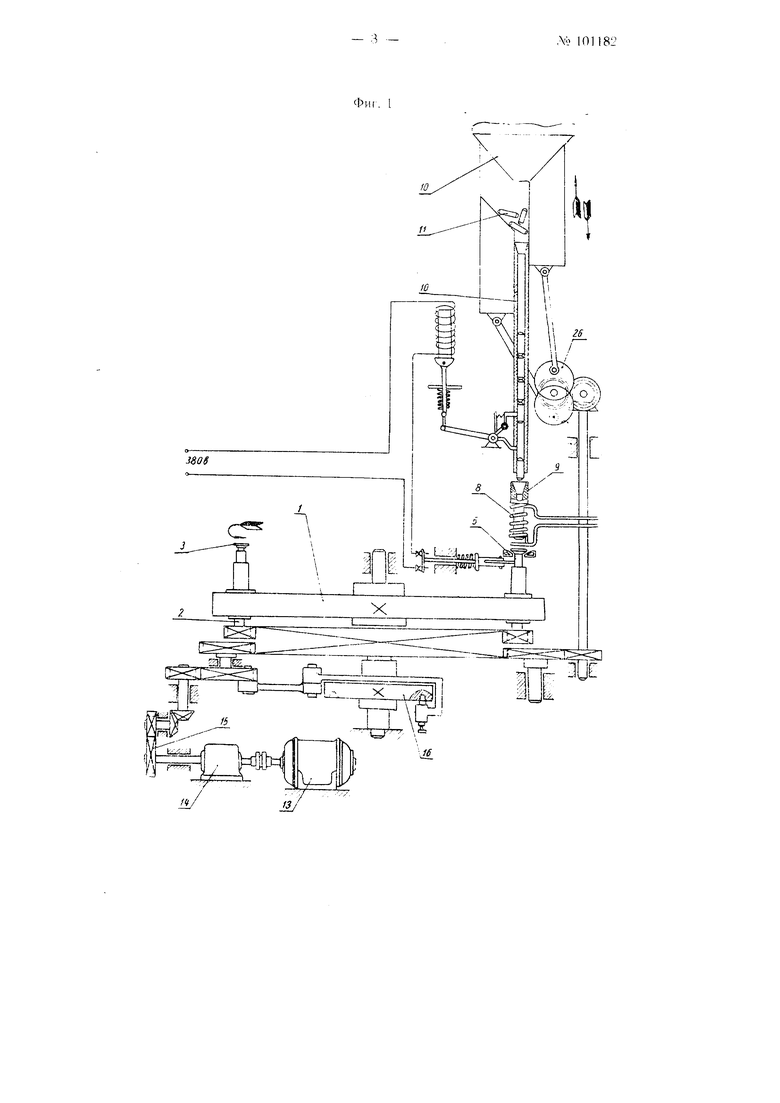
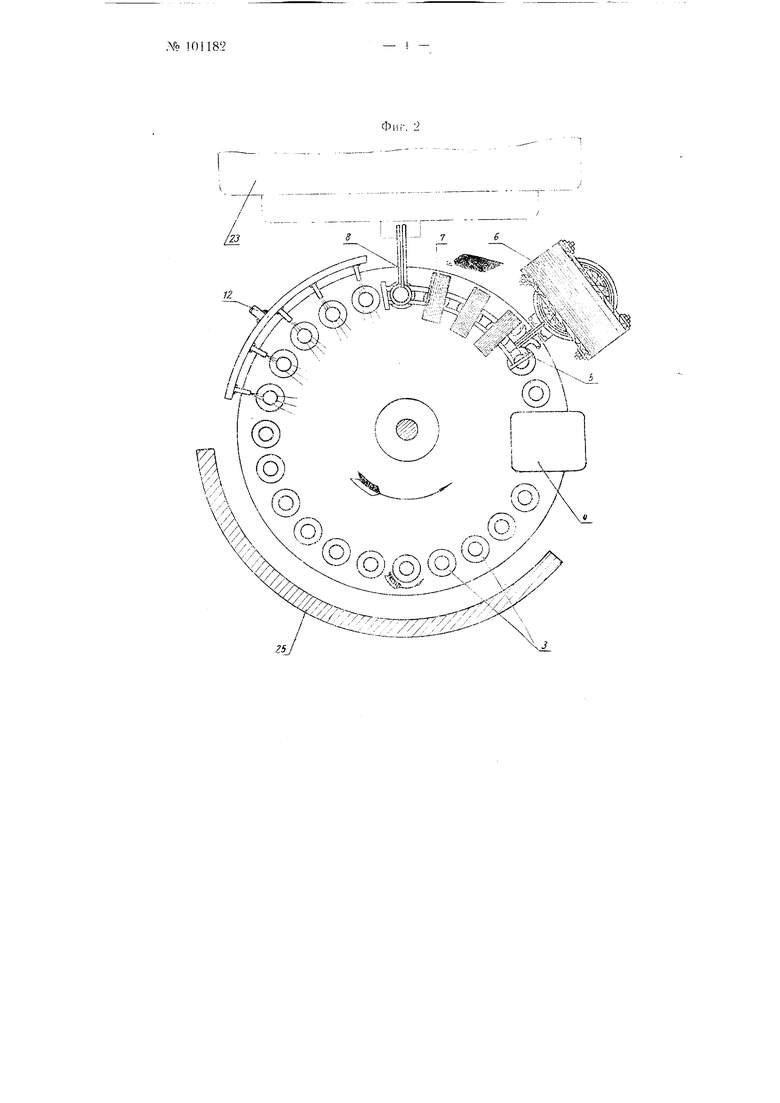
На фиг. 1 изображена кинематическая схема устройства; на фиг. 2- вид устройства сверху; на фиг. 3 - дозатор ДЛЯ автоматической подачи флюса; на фиг. 4 - индуктор тигля. Круглый СТОЛ / несет вращающиеся шпиндели 2, имеющие гнезда ДЛЯ помещения изделий 3, например, стальных толкателей клапанов автомобильного двигателя, на тарелки
которых необходи.мо наплавить легнровапный отбеленный чугун.
Вокруг стола 1 последовательно рзсполо.жепы: а) дозатор 4 для подачп флюса (плавленой буры) на изделие 5; б) индуктор 5 одновиткоBbiii, изогнутый по окружности расположения иитинделе 2, ои питается токам высокой частоты от генератора 6 и имеет три магнитопровода 7 ДЛЯ одионременного нагрева трех изделий; в) заключенный в индуктор (S керамически тигель 9, з который питатель 10 загружает кусочки 11 наплавляемого металла и г) водяиой охладитель 12.
Стол / получает от двигателя 13 через редуктор 14 и передачу 15 с делите,{ьным диском 16 периодические повороты на величину щага между .шпинделями 2. Изделия, вставленные в шпинде.ли, при периодических поворотах стола / последовательно прохо.а:ят под дозатором 4. индукторо,т 5. тиглем 9 и охладителем/.
Дозатор 4 имеет выпускное отверстие, перекрытое поперечным валиком 17, в лунку 18 которого засыпается бура в момент ее нахождения под выпускным отверстием. При подведении поворотным СТОЛОМ изделия
3j последнее сообщает движение кнопке 19, которая замыкает контакты электромагнита 20, сообщающего при помощи зубчатой рейки 21 и шестерен 22 поворот валику 17, в результлте чего бура из лунки 18 выоыиается на изделие 3.
При следующем повороте стола / изделие нодходит под индуктор 5, который нагревает подлежащую наилавке часть изделия (в данном случае тарелку толкателя) с насыпанным на нее флюсом до температуры, близкой к температуре плавления иаплавляемого металла, т. е. чугуна (1100-1150°); это обеспечивает получение качественного сная чугуна со сталью. На фиг. 2 показан о цновременный нагрев изделий в четырех позициях.
Наплавка чугуна осуществляется в последней четвертой позиции нагревательного индуктора 5. В этой позиции над столом / расположен индуктор 8, в котором помещен керамический тигель 9, с выпускиым отверстием в дне. Индуктор 8 питается током высокой частоты от лампового генератора 23. Кусочки // наплавляемого металла (чугуна), попав в тигель 9, под действием токов высокой частоты индуктора 8. расплавляются и расплавленный металл (чугун) вытекает па разогретое .место изделия 3, т. е. па тарелку толкателя.
Для обеспечения расплав.юпия кусков // металла в нижней MacTii тигля индуктор 8 навит с переменным щагом, уменьщающимся в направлении к нижней части тигля 9. Последиий нижний виток 24 расположен вне пределов тигля 9 непосредственно над изделием 3. Этот виток 24 создает электромагнитное поле токов высокой частоты, которое дополнительнс подогревает метал.л.
ВЫЛН1ЫИ из тигеля на изделие и ингенсивно иере.мещивает этот .металл.
Но выходе изделия из позиции иаплавки оно попадает под стрз-и водь/ охладителя 12. Под действием этой струи чугуи отбеливается.
Рабочий, место которого обозиаче110 цифрой 2-5, ,:шть загружает щпии.чели 2 изделиями и снимает их. Цифрой 2fi обозначен механизм .тя тиг.тя 9.
П р е д м е т Ji з о б |J е т е и и я
1.Устройство для на 1лавки металлических изделий металлом с искользоваиием поворотного стола, несущего вращающиеся шпиндели для крепления наплавляе.чых изделий, .) т л и чающееся тем, что, с цельк; автоматизации процесса, вокруг периодически поворотного стола последовательио расположены дозатор для подачи флюса, индуктор для подогрева иодвергающейся наплавке части изделия до температуры, близкой к температуре плавления наплавляемого металла, тигель с индуктором для расплавления наплавляемого металла и охладитель наплавленного изделия.
2.Устройство по п. 1, отличающееся тем, что выходное отверстие дозатора перекрыто снабженным лункой для приема порции буры валиком, поворотным под действием электромагнита, вклю-чаемого наплавляемым изделием при его перемещепии поворотпы.м столом.
3.Устройство по п. 1, отличающееся тем, что, с целью подогрева .металла в пижней части тигля, а также подогрева и перемешивания расплавленного металла, вылитого из тигля иа изделие, индуктор тигля имеет витки неравномерисго щага, из которых один виток расположен вне пределов тиг.:я иепосредствеиио над изделием.
,-.-.,1
4. ;ч-т-....-:f ч/
,-У.
л -./ V :
V -V
/;.й
/ i tjTpr-lU -; ,
fi
М-.
v--:-
-I vji
щ
{,,
| название | год | авторы | номер документа |
|---|---|---|---|
| Закалочный автомат для нагрева под закалку мелких деталей током высокой частоты | 1949 |
|
SU86385A1 |
| Приспособление к эксцентриковому или кривошипному прессу для высадки металлических деталей | 1951 |
|
SU95469A2 |
| УСТРОЙСТВО для НАПЛАВКИ | 1972 |
|
SU324110A1 |
| Полуавтомат карусельного типа для закалки изделий | 1948 |
|
SU74448A1 |
| Способ индукционной наплавки | 1984 |
|
SU1296340A1 |
| Способ армирования чугунных отливок | 2019 |
|
RU2731494C1 |
| Шихта для индукционной наплавки износостойкого сплава | 2020 |
|
RU2755913C1 |
| Способ определения технологической температуры плавления шихты при индукционной наплавке | 2019 |
|
RU2714522C1 |
| Способ восстановления деталей | 1979 |
|
SU931287A1 |
| Способ плазменной наплавки | 1991 |
|
SU1797537A3 |