Настоящее изобретение касается полуавтоматов карусельного типа для закалки изделий то-ками высокой частоты.
Отличительной особенностью предлагаемого полуавтомата является использование раздельно установл енных и ндуктор а -р азбр ызгива теля и вспомогательного разбрызгивателя для ступенчатого охлаждения изделий.
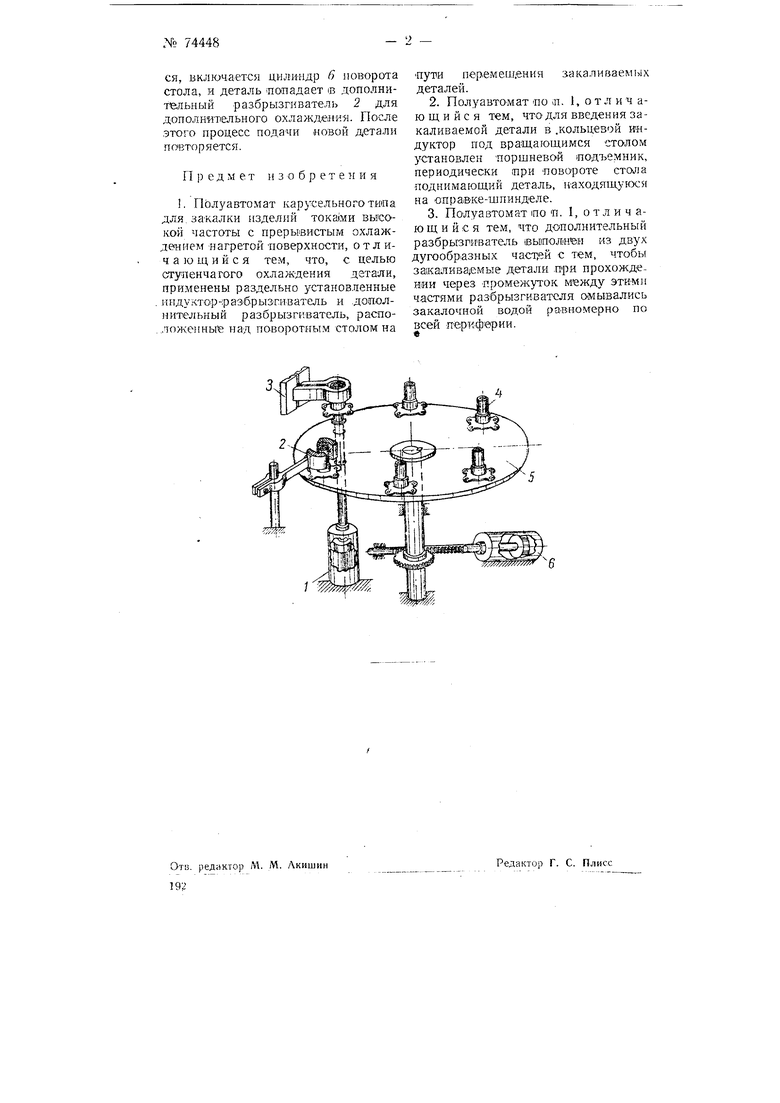
На чертеже изображена схема предлагаемого полуавтомата.
Полуавтомат состоит из стального каркаса, в котором смонтирован высокочастотный захалочны-й трансформатор (/ 2000 гц). Первичная и вторичная обмотки трансформатора охлаждаются апроточной водой. Непосредственно -ко вторичной обмотке трансформатора крепится закалочный индуктор. В каркасе размещены :все водяные и воздушные трубопроводы, пневматические и гидравлические клапаиы, а также электропанель, смонтированная по схеме, обеспечивающей автоматическую работу установки. Впереди установКИ имеется ванна с устройством для автоматической загрузки и выгрузки деталей из индуктора и дополнит,ельного разбрызгивателя. Автоматическое устройство представлйет собой периодически вращающийся круглый стол 5 с щестьк шпинделями 4 для надевания закаливаемых деталей. Стол посредством пневматического цилиндра 6 двойного действия и фиксатора может поворачи-ваться каждый раз на одиу шестую часть оборота и перемешает соответствующие детали или к индуктору с его разбрызгивателем или к дополнительному разбрызгивателю. Под столом иа одной оси с индуктором 3 расположен цилиндр / подъема детали, который при своем двиЖени;и вверх вводит закаливаемую деталь в индуктор-разбрызгиватель 3. Над столоМ на кронштейне укреплен дополнительный разбрызгиватель 2, питаемый закалочной водой под. давлением.
АвтОМат работает следующим образом. Установив детали на оправкп шпинделей, нажимают на кнопку пуска. При этом стол 5 Поворачивается на определенный угол, после чего цилиндр / подъема детали вводит деталь в индуктор, и включается нагрев. По истечении установленного временн, «обходимого для нагрева, реле времени включает электро-гидроклапан, который подает закалочную воду в илдуктор-разбрызливат;ель 3. По истечении 1-2 сек., необходимых для фиксирования закалениого слоя, цилиндр / опускаетJ91
ся, включается цилиндр 6 поворота стола, и деталь попадает в дополнительный разбрызгиватель 2 для дополнительного охлаждения. После этого процесс подачи новой детали по1вторяется.
Предмет и з о б р е т е i и я
1. Полуавтомат карусельного типа для.за-калки нзделий тока1ми высокой частоты с прерывистым охлаждением нагретой поверхности, отличаю щ и и с я тем, что, с целью ступенчагого охлаждения детали, применены раздельно установленные индуктор-раэбрызгиватель и .дополнительный разбрызгиватель, распо. ложеиные над поворотиым столом на
Пути пер|емеш;е;ния закали8аемь1Х деталей.
2.Полуавто-мат по ат. 1, отл и ч ающийся тем, что для введения закаливаемой детали в .кольцевой индуктор под вращающимся столом установлен поршневой подъемник, периодически при -повороте стола поднимающий деталь, Находящуюся на оправке-щпинделе.
3.Полуавтомат по П. 1, о т л и ч аю щ и и с я тем, что дополнительный paзбpызг fвaтeль выполнен из двух дугообр-азных част,ей с тем, чтобы за1калива)емые детали Лри прохождеНИИ через промежуток между этими частями разбрызгивателя о-мывались закалочной водой равномерно по всей Перк-ферии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к эксцентриковому или кривошипному прессу для высадки металлических деталей | 1951 |
|
SU95469A2 |
| Способ нагрева изделий по методу сопротивления | 1949 |
|
SU80645A1 |
| Способ полугорячей высадки металлических деталей с совмещенным электронагревом заготовок и станок для осуществления способа | 1950 |
|
SU90868A1 |
| Закалочный автомат для нагрева под закалку мелких деталей током высокой частоты | 1949 |
|
SU86385A1 |
| Устройство для наплавки металлических изделий металлом | 1950 |
|
SU101182A1 |
| Способ термообработки кольца или втулки | 1960 |
|
SU139335A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ С НАГРЕВОМ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 1973 |
|
SU383748A1 |
| АВТОМАТ ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ С НАГРЕВОМ ИНДУКЦИОННЫМИ ТОКАМИ | 1971 |
|
SU293048A1 |
| УСТАНОВКА ДЛЯ ЗАКАЛКИ КРЕСТОВИН, | 1964 |
|
SU166719A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЁС В ГОРЯЧЕМ СОСТОЯНИИ | 1941 |
|
SU63754A1 |
