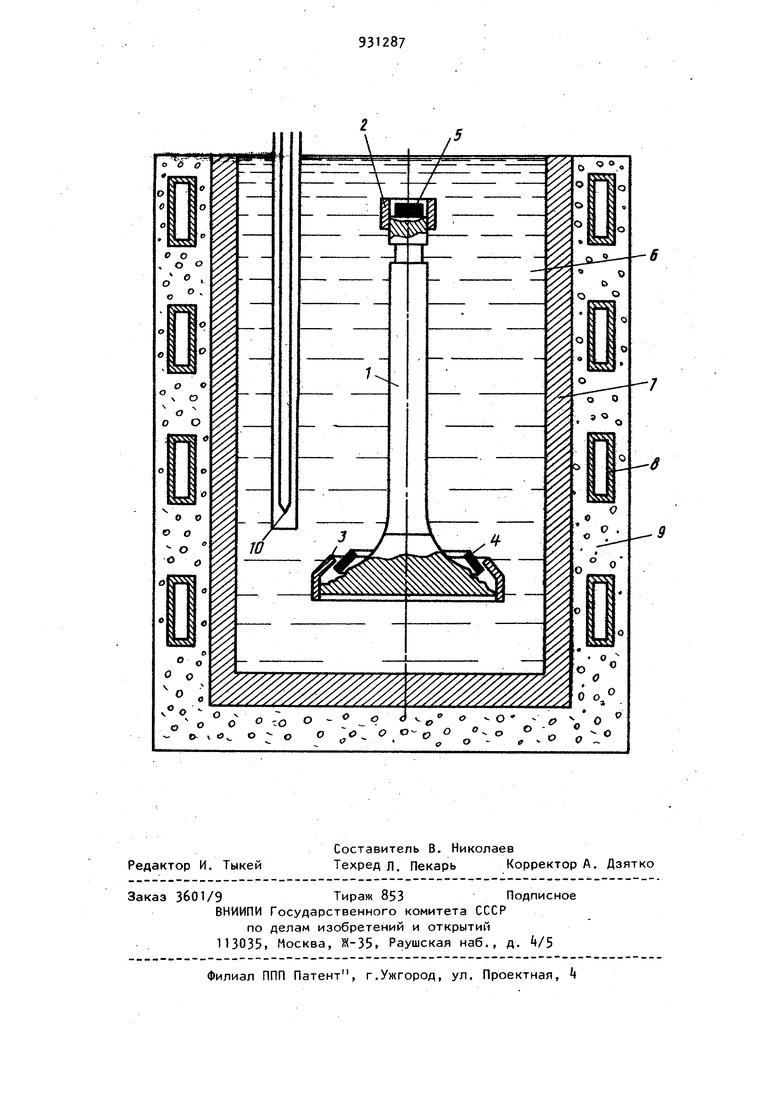
Изобретение относится к ремонтно му производству, в частности к восст новлению изношенных клапанов автомобильных, тракторных и судовых двигателей внутреннего сгорания, Известен способ наплавки рабочих поверхностей клапанов с подачей в дугу проволоки, прутков и порошка или индукционной наплавки с использованием литых или спеченных колец. Способ позволяет упрочнять рабочую поверхность новых клапанов, имею щих припуск на механическую обработку расплавлением износостойкого сплава С1Д. Недостатком способа является нево можность его применения при восстановлении изношенных клапанов. Известен способ восстановления деталей, при котором наплавляемую деталь помещают в форм (опоку) с по лостьго для наплавки, в которую вводят иНдуктор генератора ТВЧ для разо рева наплавляемой поверхности, и затем заполняют полость расплавленным металлом, выводя индуктор гю мере заполнения полости t2. Известный Способ мало эффективен для восстановления изношенных поверхностей клапанов из-за ряда недостатков , связанных с необходимостью нагрева каждой наплавляемой поверхности индуктором ТВЧ до температуры плавления, наличием дополнительной емкости с жидким металлом, литниковой системы и повышенным расходом износоо стойкого металла. При нагреве индуктором ТВЧ крюмка тарелки клапана оплавляется и теряет частично свои размеры .Кроме того, часть расплавленного металла клапана перемешивается с износостойким наплавляемым сплавом, что ухудаает его физико-химические cвoйcfвa. Из-за необходимости нагрева индуктором ТВЧ каждой восстанавливаемой детали нельзя существенно повысить производительность про цесса и применить групповой метод наплавки. Наиболее близким .по технической сущности и достигаемому эффекту к предлагаемому является способ наплав ки толкателей чугуном по технологии Горьковского автомобильного завода. По этому способу на тарелке толкател ля делается выточка, на дно которой укладывается плавленная бура,после чего он нагревается до температуры П50-1200°С. На очищенных поверхностях, подлежащих наплавке, размещают износостойкий сплав, либо перегретый чугун заливают в выточку и дополнительно подогревают, что обеспечивает удаление из металла шлака, фл ,са и др, примесей. Способ предусматр вает также последующее охлаждение чу гуна и механическую обработку, eroRJ Недостатком способа является низкое качество наплавленного слоя изза изменения химического состава наплавляемого материала за счет выго рания отдельных его элементов, необходимость помещения каждой наплавляемой детали в электромагнитное поле индуктора, что не позволяет получить достаточно высокую производител ность процесса. Цель изобретения - повышение качества наплавленного слоя и увеличе ние производительности процесса восстановления. Поставленная цель достигается тем что в способе, включающем очистку из ношенных поверхностей фаски тарелки и торца его стержня, наложение на ; эти поверхности износостойкого) спла ва соответственно в виде кольца и брикета, совместный их нагрев в емко сти с расплавленным флюсом с последу щим охлаждением и механической обработкой, на цилиндрическом пояске тарелки закрепляют обойму, а на торце стержня - втулку, внутренняя конфигурация которых соответствует форме наплавляемой поверхности, затем клапан погружают под зеркало расплава флюса тарелкой вниз и после расплавления износостойкого сплава кЛапан из влекают,охлаждая в вертикальном положении, причем нагрев клапана в расплаве флюса осуществляют до 1035-11 О С. Вставки из износостойкого сплава изготавливаются в виде металлокерамических заготовок, серийное производство которых освоено на завадах порошковой металлургии. Для обеспеченя гарантированного заполнения изношенной части рабочей поверхности фаски клапана вес металлокерамйческого кольца выбирается из расчета полного заполнения всего объема между внутренним профилем обоймы и предельно изношенным профилем рабочей поверхности фаски клапана и устанавливается экспериментально для каждого типа клапанов. Нижний предел температуры нагрева 1085°С ограничивается тем, что при температуре ниже указанной не происходит надежная свариваемость износостойкого сплава с материалом клапана. При температуре нагрева выше: происходит эрозия материала клапана и насыщение износостойкого сплава на никелевой основе с железом, что снижает его эксплуатационные свойства. На чертеже показано устройство для осуществления предлагаемого способа. Клапан 1 с напрессованными на его тарелку и торец стержня обоймами 2 и 3, в которых уложены кольцо и брикет 5 погружают в расплав солей .6, находящийся в графитовом тигле 7, который нагревается многоаитковым индуктором 8, подключенным к генератору ТВЧ. Тигель и индуктор помещены в огнеупорную футеровку 9. Регулировка заданной температуры расплава осуществляется с помощью потенциометра, подключенного к термопаре 10. Пример . Изношенные клапаны автомобиля, например, ЗИЛ-130, очищают от нагара и напрессовывают на них тонкостенные обоймы 3 из стали. Во внутренние полости обойм укладывают соответственно спеченное из порошка износостойкого сплава кольцо и брикет, например, состава, вес.%: хром 15,5; углерод 0,5; бор 1,0; кремний 2,6; кобальт 10; молибден 2; вольфрам 1,5; алюминий 0,3; никельостальное. Выполнив предварительные операции, клапан погружают в расплав флюса марки АНП-1. Наплавку проводят с использованием генератора ЛГЗ-67 при работе по режиму : напряжение анода 6 кВ; напряжение контура 3,5 кВ; ток анода 7 А; Ток сетки 1,5 А; время нагрева 3 мин. Температура расплава поддерживается в пределах 1120 + 5С. После наплавки
клапаны вынимают из расплава, охлаждают на воздухе в вертикальном положении,
После окончания процесса кристаллизации клапаны очищают от остатков флюса путем кипячения в течение 90 с в ванне с моющим раствором следующего состава, вес. % :
NaOH 15
, 3
Вода Остальное
Затем на шлифовальном станке срезают напрессованные обоймы и шлифуют стержень клапана до ближайшего ремонтного размера. После чего на станке для шлифовки клапанов модели 21 НА шлифуют торец стержня до полу мения номинального размера клапана (по длине), а рабочую фаску тарелки клапана - до номинального размера цилиндрического пояска (по высоте).
Качество свариваемости износостойкого сплава с материалом клапана и оценку прочности сварки производят на макро- и микрошлифах, изготовленных из наплавленных клапанов, а |Также на основании результатов сравнительных стендовых форсированных испытаний. При этом определяют как визуально, так и при помощи микроскопа МИМ-8 наличие пор, трещин, характер зоны сплавления и микроструктуру свариваемых материалов.
Установлено, что при восстановлении клапанов предлагаемым способом образуется наплавленный слой высокого качества без пор, трещин, со сплошной зоной сплавления. Испытания наплавленных предлагаемым способом 12 шт выпускных и 12 шт впускных клапанов на двигателе ЗИЛ-130, проведенные на электротормозном стенде КИ-2118А, показали, что после 500 ч работы износ выпускных клапанов оказался на 10-151 меньше, а износ впускных - в 2-2,5 раза меньше клапанов, выпускаемых в массовом производстве.
Способ обеспечивает за один приём восстановление изношенных поверхност тей (фаски тарелки и торца стержня)
при групповой наплавке клапанов и позволяет легко автоматизировать процесс наплавки при использовании сравнительно простых устройств; Расчетный годовой экономический эффект от внедрения предлагаемого способа при годовой программе „ 100 тыс. шт. клапанов двигателя ЗИЛ-130 составляет 60 тыс. руб, I
Формула изобретения ,
1.Способ восстановления деталей, преимущественно клапанов двигателей
внутреннего сгорания, включающий очистку изношенных поверхностей фаски тарелки клапана и торца его стержня, наложение на эти поверхности износостойкого сплава соответствен- .
но в виде кольца и брикета, совместный их нагрев в емкости с расплавленным флюсом с последующим охлаждением и механической обработкой, отличающийся тем, что, с целью
повышения качества наплавленного , слоя и увеличения производительности процесса восстановления, на цилиндрическом пояске тарелки закрепляют обойму, а на торце стержня - втулку, внутренняя конфигурация которой.соответствует форме наплавляемой поверхности, затем клапан погружают под зеркало расплава флюса тарелкой и после расплавления износостойкого сплава клапан извлекают, а охлаждение ве-; дут, сохраняя его вертикальное положение .
2.Способ по п. 1, о т л и ч а ющ и и с я тем, что нагрев клапана в
расплаве флюса осуществляют до 1085 IliiOOc.
Источники информации, принятые во внимание при экспертизе
1.Комаров В. С. Способы и методы изготовления клапанов двигателей
внутреннего сгорания, М., НИИАвтопром, 1966, с. 4-«5.
2.Авторское свидетельство СССР №329957, кл. В 22 D Т9/10, 1972.
3. Смеляков Н. Н. Армированные отливки, М., Машгиз, 1958, с,.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2015 |
|
RU2631565C2 |
| Способ индукционной наплавки | 1987 |
|
SU1461607A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2093329C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ВЫСОКОЛЕГИРОВАННЫХ ХРОМИСТЫХ ЧУГУНОВ | 2014 |
|
RU2568036C2 |
| СПОСОБ НАПЛАВКИ КЛАПАНА | 2006 |
|
RU2354516C2 |
| Способ автоматической наплавки толкателей | 1989 |
|
SU1683932A1 |
| Способ индукционной наплавки | 1977 |
|
SU700304A1 |
| СПОСОБ НАПЛАВКЙ | 1970 |
|
SU270147A1 |
| Способ изготовления биметаллических изделий намораживанием на заготовку | 1986 |
|
SU1416266A1 |
| НАПЛАВОЧНАЯ ГОЛОВКА | 2012 |
|
RU2494843C1 |