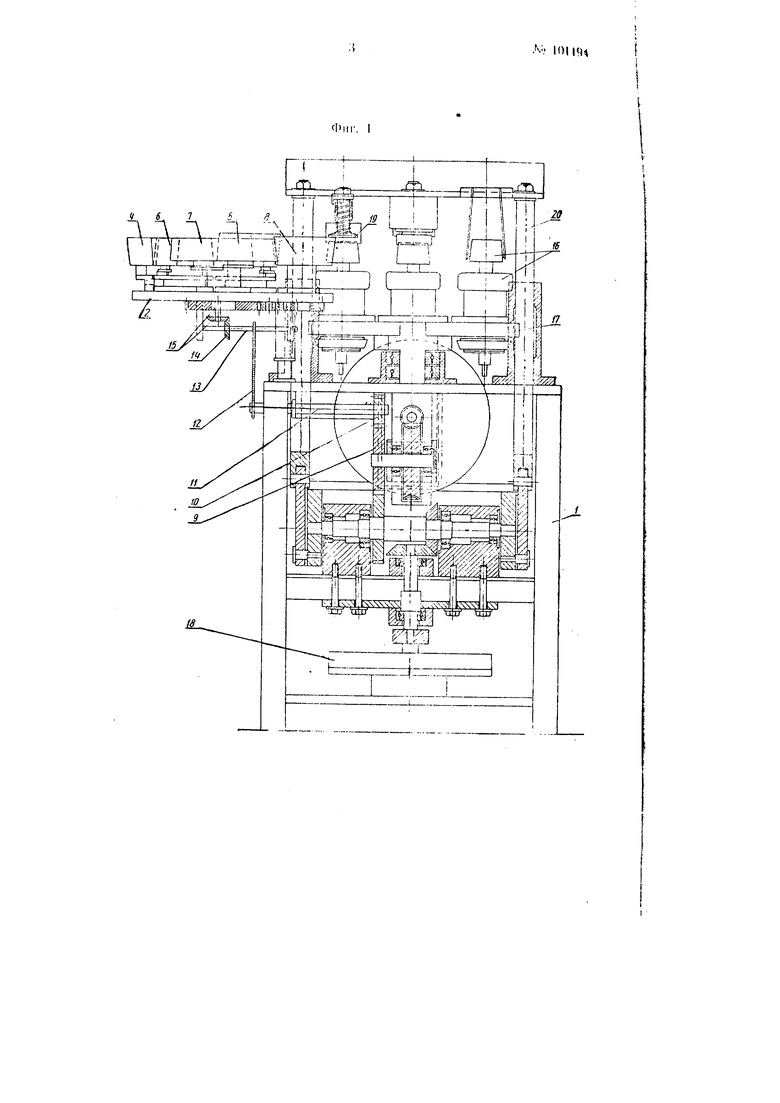
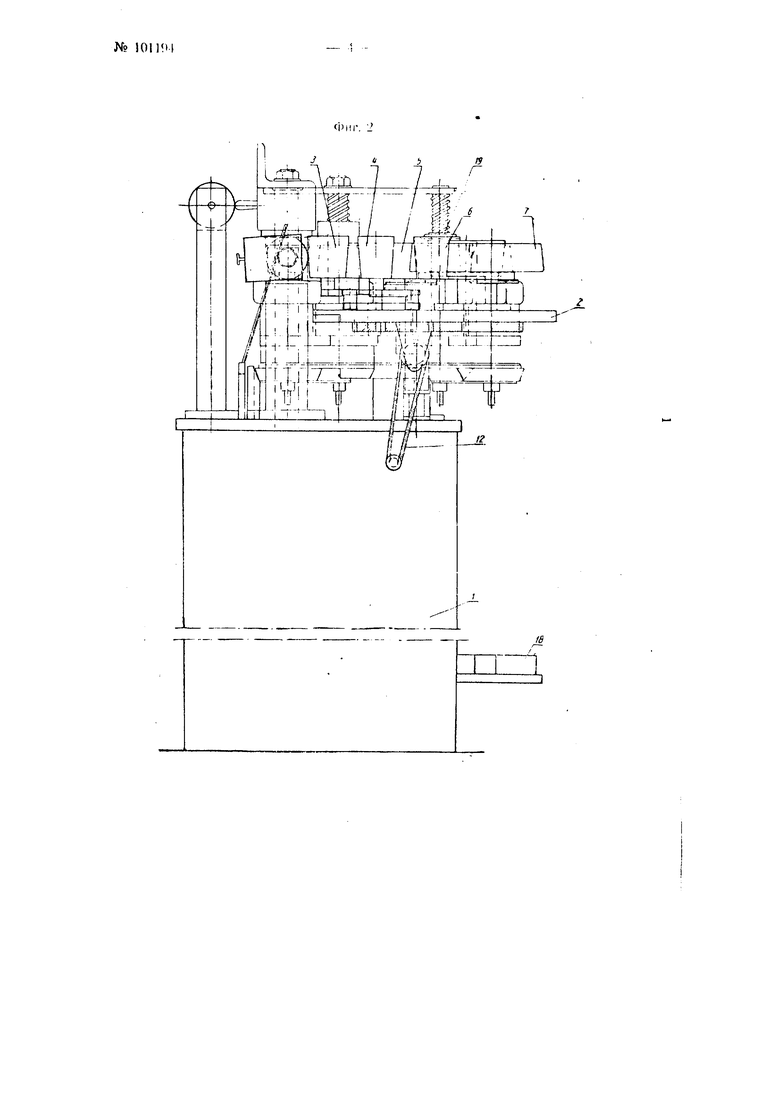
11ред,1оже1111ын ранее антором иапоящгг) изобрртгния 1К)луа15том;)т для сборки бумажной посуды (авт. гн. № 95(175) позволил .чпачитолыю ускорить процесс 113 -отонлення бумажной посулы, но не ивбавнл от трудоемкого процесса красочного ее оформления, который проняводится в специальных печатных и штамповочных цехах и связан с рядом операций по загчотовке форматок, передачн их из одного цеха н другой и др. Отличител15пые особенности опн(ьи 1емог-(), с;)г.1аси:) настоящему ивобретеннк, агрегата зак.тючаются .в |(м. что fj нем совокупно прнмепен сбирпый цолуав ч)мат по ант. си. .Ni )Г)()75 н печатный аппарат -щпа ()(|)спт, монгпрованный и виде отде/11)Ного уз.ча на ирнмыкакмцеи к 1.1)ан1а1он1емуся диску сборочного полуавтомата плите. При нее рабочие валики иечатиого ainiapaTa монтнропаиьг на вертикальных осях и прмдаиа конусообразная (|)орма. Для сообпи;ния рабочим ва.чикам .11.г ь-е1пи| npiiMeneiia спарс-нная И1.(м||дрическо-к()11ичес-кая игестерпя, С11язаин;1я с редукторной niecTep1ГГЙ пр1ПМ1да сборочмогс) но.туантомата посредством П1ес1е)епч; шHeiHioii 11е)едачп. Эти конструктивные особеништн предложенного агрегата создают условия д;(я дальне1 ппегс) ynponieння технологического процесса л повышения качества готовой бумажной посуды прн исключении зависнмостк работы сборсчного полуавтомата от работы печатпого аппарата. На фиг. 1 изображен вид спереди (в разрезе) предложенного агрегата; на фиг. 2 - его вид сбоку (в разрезе); па фиг. 3 - его вид в плане; на фиг. 4 кинематическая схема агрегата. В iipaBoii части агрегата paciKvioжен c6opo4in.nt псхтуавтомат. С левой стороны стани1н.1 / в него вст|)оеи печатный анпарат. м(1ггнро11;1нный на плите 2 в внде (тде.П)Н(Чч) узла. Все валики печатно1С) аппарата; передаюнще 3, растирочные -/ и ,}, питающие 6, клип1е 7, офеет1П11Й п др. конусообразпук) (|)о|)му в отличие от всех других систем печатных маншИ н распо. ожен1ч в пергпка.(ьном ноложенин. что ии.чяется обязательным усло1 ием с учс-том конструктивны.ч особениште сборочного по.| авт:-)мата. окончательтю
еобиряюшим посулу только по осям се прапипня.
Д,чи11измы иечатиого ;uiii;i|)ar 1К).-(уч;11от дннже 1Ие от рс:дукто|:1К)й шестерни 9 привода сборочиого по.lyавтомата, сцепленной с 111есте|5исй in прпг.ода печатного аппарата. Шестерня U) укрсп.тепа на ва.ту //, который цепью 12 спянаи через :iue; дпчкп с им.том 3, песушпм к)1П1ческую HiecTcpHio 14. IJ.cciej)ns) /4 ходиг в lianen.ieini;- со спарепной цмлиндрическо-конической ншстерней /5, являюпдейся для всего печатного аппарата осповной двигательной си/(ОЙ.
Взаимодсйствие сборочного по.чуаптомата и нечатпого аппарата проП1С одит следуюншм образом.
11а пнжнпй сбороч(П11Й инструмент 16 кладут донышко стакана квср.ху бортом и одновременно надевают па dojiBaHKy манжет бумажного стакана. Сборочный инстр мент укреп.теи на диске /7, враН1аюн1емся на вертикальном палу с диском гальтпйского креста 18. Инструмент 16 с помощью диска 17 и мальтийского креста 18 периодически подводится к узлу печатного аппарата, т. е. к офсетпому валшсу 8, и ()станавлп1вастся под предохраните.мем 19 (фиг. 1 п 2), имеющим назиачсгпе предотвратить соприкосповепис oiiiccTHoro валика 8 с болванKoii сборочного инструмента 16, во избежание загрязнения болванки, еслн на neii не установлен манжет бумажного стакапа. В момент остановки инструмента 16 опускается вниз колонка траверсы 20, на которой укреплен клин подающего механизма 21, и осуществляется смыкание офсетного валика 8 с манжетом стакана, находящимся на инструменте 16. Непрерывно вращающийся офсетный валик 8, соприкасаясь с изделием на инструменте 16, обкатывает его и передает двухкрасочный 1)исунок. Таким /кс образом происходит не1)иэдпческая обкатка каждого из niecTn c6opo4fibix инструментсц 16. установленных ни днске 17.
Вьпиедпжй H.i обкатки )(jiccrHi iM валиком 8 бумажнь1й стакан нроходит да. finepannn окончи те.Н)Ппй его сборки, т. е. оги-)ацпи соединения с манжетом, закатки верхнего борта, раскатки и сборкн готовых стаканов в пачки по 50 60 . По мере накопления пачки носледпяя снимается со сборипка для контроля и упаковки.
11 р с д м е т и 3 о б р е г е н и я
1. Агрегат для пзгот; в,егп1я бумажно ноеуды, Имек)П1ей (|ю|)му тел врап1ения, ианрпмер, стаканов, о тл и ч а ю HI и и с я тем. что в целях упрощения технологического процесса и повыщепия качества продукции путем осуществления в одном агрегате сборки посуды и нанесения на нее художественного орнамента, в нем совокупно применен полуавтомат для сборкн посуды по авт. св. № 95670 печатпьп аппарат тина ocjiceT.
2.Форма выполиення агрегата по п. 1,0 т л н ч а ю щ а я с я тем. что, с целью ИСключенпя зависимости работы сборочного полуавтомата от работы печатного аппарата, в случае неполадок в нем. последний монтирован в виде отдельного узла на примыкающей к вращаюн1емуся диску сборочного полуавтомата плнте.
3.Форма выполнения агрегата но нп. 1 и 2, о т л и ч а ю щ а я с я тем, что движение печатного аппарата осуществлено от редукторной щестерни привода сборочного полуавтомата посредством П1естеренчатоцепной передачи.
ZO