Известны аппараты для изготовления ниточных катушек из бумажной массы путем наслаивания ее на перфорированную поверхность отливочной оправки под действием вакуума с последующим обжимом и обкаткой образовавшейся катушки.
Отличительная особенность описываемого аппарата заключается в том, что первоначальное обжатие изделия производится на погруженной в массу отливочной оправке, а удаление изделия осуществляется путем автоматического разъединения частей отливочной оправки.
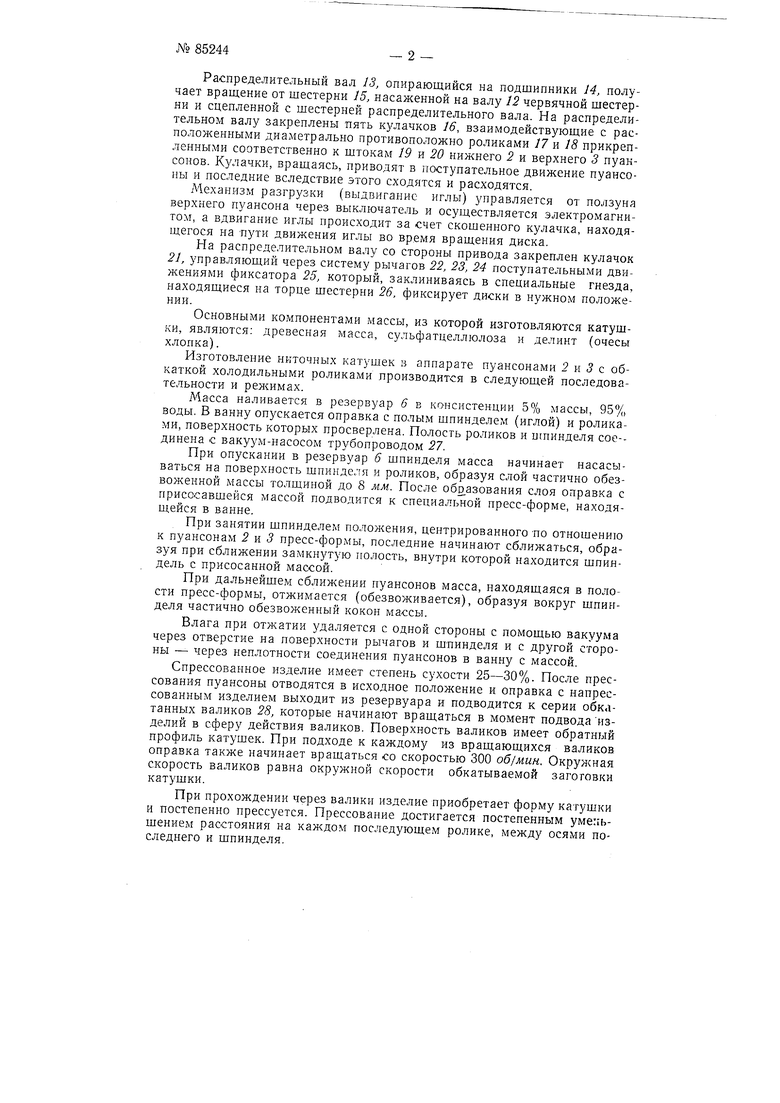
На фиг. 1 изображена кинематическая схема аппарата из пяти одинаковых секций и на фиг. 2 - поперечный разрез одной секции аппарата.
Аппарат основан на принципе прессования при низком давлении и состоит из нескольких одинаковых рабочих агрегатов или секций, работающих параллельно.
Основными частями каждой секции являются диск / с отливочными оправками и пуансонами 2 и . На диске по окружности равномерно расположены тридцать комплектов вращающихся роликов 4. Все ролики каждого комплекта соединены между собой иглой, проходящей через их центры, и представляют собой вращающуюся отливочную оправку.
Диск с оправками может поворачиваться на горизонтальном валу, получая периодические толчкообразные движения, каждый раз подводящие изделия для последующей обработки; при этом часть диска постоянно погружена в массу, находящуюся в резервуаре 6, установленном под диском..
Вращение дисков с отливочными оправками осуществляется следующим образом: электродвигатель 7 через соединительную муфту приводит во вращение червяк 8, который вращает червячную щестерню 9, на оси которой насажен кривошип мальтийского механизма, передающий вращение кресту, вращающему шестерню 10. Шестерня 10 передает вращение щестерне 11, сидящей на главном валу 5. На этом же валу жестко насажены пять дисков 1.
№ 85244- 2 -
Распределительный вал 13, опирающийся на подшипники 14, получает вращение от шестерни 15, насаженной на валу 12 червячной шестерни и сцепленной с шестерней распределительного вала. На распределительном валу закреплены пять кулачков 16, взаимодействующие с расположенными диаметрально противоположно роликами 17 и 18 прикрепленными соответственно к штокам 19 и 20 нижнего 2 и верхнего 3 пуансонов. Кулачки, вращаясь, приводят в поступательное движение пуансоны и последние вследствие этого сходятся и расходятся.
Л1еханизм разгрузки (выдвигание иглы) управляется от ползуна верхнего пуансона через выключатель и осуш,ествляется электромагнитом, а вдвигание иглы происходит за счет скошенного кулачка, находящегося на Пути движения иглы во время вращения диска.
На распределительном валу со стороны привода закреплен кулачок 21, управляющий через систему рычагов 22, 23, 24 поступательными движениями фиксатора 25, который, заклиниваясь в специальные гнезда, находящиеся на торце шестерни 26, фиксирует диски в нужном положении.
Основными компонентами массы, из которой изготовляются катушки, являются; древесная масса, сульфатцеллюлоза и делинт (очесы хлопка).
Изготовление ниточных катушек в аппарате пуансонами 2 и 5 с обкаткой холодильными роликами производится в следующей последовательности и режимах.
Масса наливается в резервуар 6 в консистенции 5% массы, 95% воды. В ванну опускается оправка с полым щпинделем (иглой) и роликами, поверхность которых просверлена. Полость роликов и шпинделя сое-динена с вакуум-насосом трубопроводом 27.
При опускании в резервуар 6 шпинделя масса начинает насасываться на поверхность шпинделя и роликов, образуя слой частично обезвоженной массы толщиной до 8 мм.. После образования слоя оправка с присосавшейся массой подводится к специальной пресс-форме, находящейся в ванне.
При занятии шпинделем положения, центрированного -цо отношению к пуансонам 2 v. 3 пресс-формы, последние начинают сближаться, образуя при сближении замкнутую гголость, внутри которой находится шпиндель с присосанной массой.
При дальнейшем сближении пуансонов масса, находящаяся в полости пресс-формы, отжимается (обезвоживается), образуя вокруг щпинделя частично обезвоженный кокон массы.
Влага при отжатии удаляется с одной стороны с помощью вакуума через отверстие на поверхности рычагов и щпинделя и с другой стороны - через неплотности соединения пуансонов в ванну с массой.
Спрессованное изделие имеет степень сухости 25-30%. После прессования пуансоны отводятся в исходное положение и оправка с напрессованным изделием выходит из резервуара и подводится к серии обк 1танных валиков 28, которые начинают вращаться в момент подводаизделий в сферу действия валиков. Поверхность валиков имеет обратный профиль катушек. При подходе к каждому из вращающихся валиков оправка также начинает вращаться со скоростью 300 об/мин. Окрун ная скорость валиков равна окружной скорости обкатываемой заготовки катушки.
При прохождении через валики изделие приобретает форму катушки и постепенно прессуется. Прессование достигается постепенным уменьшением расстояния на каждом последующем ролике, между осями последнего и щпинделя.
По мере обкатки поверхность обкатываемой заготовки катушки с мачивается подаваемой по трубопроводу 29 водой для предотвращения растрескивания поверхности.
После обкатки последним роликом заготовка катушки должна иметь размеры с припуском до 10% к номинальным размерам и объемом в два раза больше номинального.
Обкатанная катушка выходит из-под последнего валика и поступает в зону разгрузки, где автоматически выдвигается игла и при очередном повороте диска упор, стояш,ий на пути геометрической оси расположения оправок, задерживает катушку и отделяет ее, заставляя скатиться в желоб. Катушка, лежаш,ая в желобе, подхватывается ленточным транспортером и уносится в конвейерную сушилку.
При последующих поворотах барабана, после освобождения катушки от иглы, игла задвигается в свое рабочее положение скошенным кулачком. В таком положении оправка подготовлена к поступлению в зону прессовки:
Предмет изобретения
1.Аппарат для изготовления ниточных катушек из бумажной массы путем наслаивания ее на перфорированную поверхность отливочной оправки под действием вакуума с последующим обжимом и обкаткой образовавшейся катушки, отличающийся тем, что первичное обжатие изделия проводят на отливочной оправке, погруженной в массу, и тем, что удаление изделия из аппарата осуществляют путем автоматического разъединения частей отливочной оправки.
2.Форма выполнения аппарата по п. 1, отличающаяся тем, что диски с закрепленными на них отливочными оправками получают периодическое толчкообразное движение, каждый раз подводящее изделие для последующей обработки.
3.Форма выполнения аппарата по п. 1, от ли ч ающ а я с я устройством приспособления для обжима сырого изделия на оправке, погруженной в массу, в виде двух пуансонов, получающих движение от кулачкового механизма.
4.Форма выполнения аппарата по п. 1, от л ич ающ ая ся тем, что валики, приводящие обкатку изделия, включают только в момент подвода изделия в сферу действия валиков.
5.Форма выполнения аппарата по.п. 1, отличающаяся тем, что отливочные оправки изготовляют разъемными.
- 3 -№ 85244