Изобретение относится к измерительной технике, а именно к средст вам для контроля биения торца относительно осинаружной резьбы детали в машиностроении.
Известно устройство для контроля биения торца относительно оси наружной- резьбы детали, содержащее основание, установленную на основании с возможнос1:ью вращения оправку для базирования контролируемой детали и кронштейн с размещенным на нем от-счетным узлом . .
: в известном устройстве биение торца контролируемой резьбовой детали измеряют через промежуточную, самоустанавливающуюся по торцу,сферичес.кую шайбу. Это сужает технологические возможности устройства вследствие того, -что контролю подвергается не вся поверхность торца детали.
Целью изобретения является расши рение технологических возможностей за счет обеспечения контроля торца, закрытого базирующей оправкой.
Указанная цель достигается тем, что в устройстве для контроля биения торца относительно оси наружной резьбы детали, содержащем основание, установленную на основании с возможностью вращения оправку для базиро-. вания ксштроли|)уемой детали и крон- штейн с разметценным на нем отсчетным узлом, оправка выполнена с отверстиями по окружности, оси которых параллельны оси оправки, а устройство снабжено размещенными в отверстиях оправки подпружиненными штырями одинаковой длины, предназначенными для контактирования одним своим концом с торцом контролируемой детали, а другим концом - с отсчетным узлом.
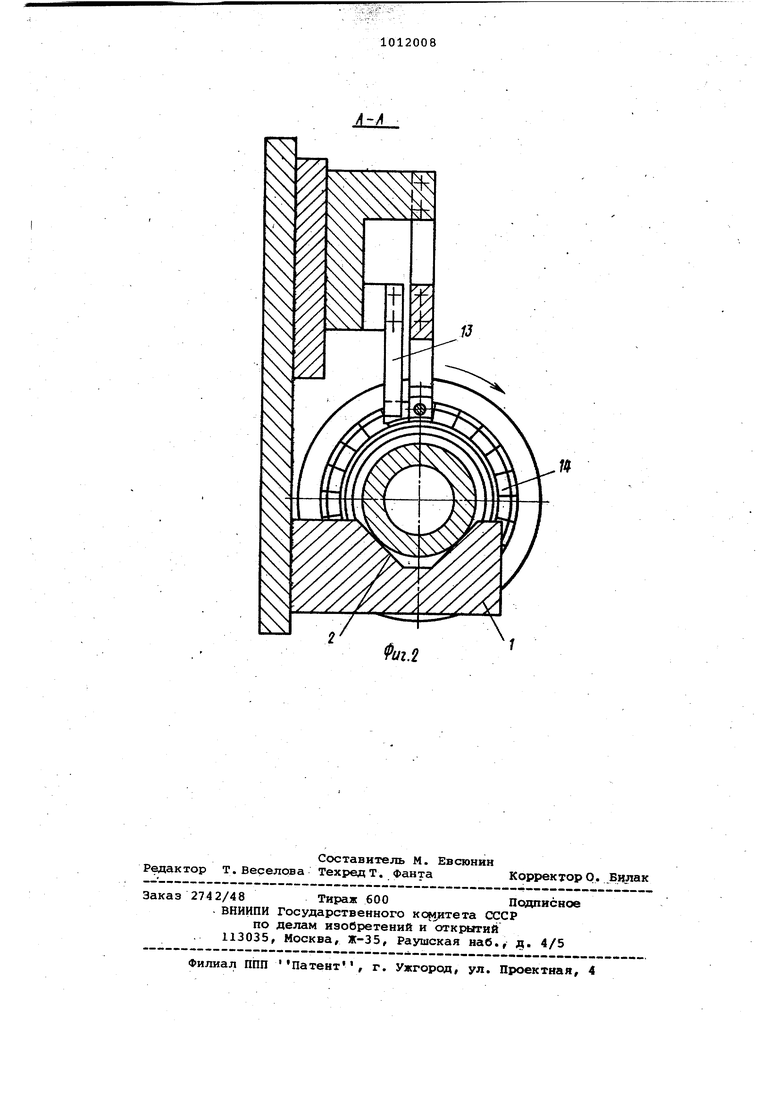
На фиг, 1 изображено устройство для контроля биения торца,.относительно оси, наружной резьбы; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит основание 1, на призматических направляющих 2 которого установлена с возможностью
вращения оправка 3 для базирования контролируемой детали 4. К основанию 1 прикреплен кронштейн 5 с размещенным на нем отсчетным узлом 6, включающим передаточный рычаг 7 и измеритель 8. Оправка 3 поджимается к призматическим направляющим 2 с помощью ролика; 9 и подпружиненного шарика 10. Вращательное движение оправка 3 получает от-механизма 11. По окружности
5 оправки 3 выполнены отверстия 12, оси которых параллельны оси оправки. В отверстиях 12 размещены подпружиненные с помощью плоской пружины 13 штыри 14 одинаковой длины. Штыри 14
Q предназначены для контактирования
одним своим концом с торцом контролируемой детали 4, а другим концом - с рычагом 7 отсчетного узла 6.
Устройство работает следующим образом.
Контролируемую деталь 4 наружной резьбой ввинчивают в оправку 3 до упора в торец оправки. Выступающие из оправки 3 штыри 14 устанавливаются по торцу контролируемой детали 4. Затем к другому концу штырей 14 подводят отсчетный узел 6. Оправке 3 вместе с контролируемой деталью 4 сообщают вращательное движение. Штыри 14 поочередно проходят под рычагом 7
5 отсчетного узла 6, осуществляя, таким образом, передачу биения торца контролируемой детали 4 к измерителю 8.
Предлагаемое устройство обеспечивает контроль биения торца относи тельно оси наружной резьбы детали, закрытого базирующей оправки.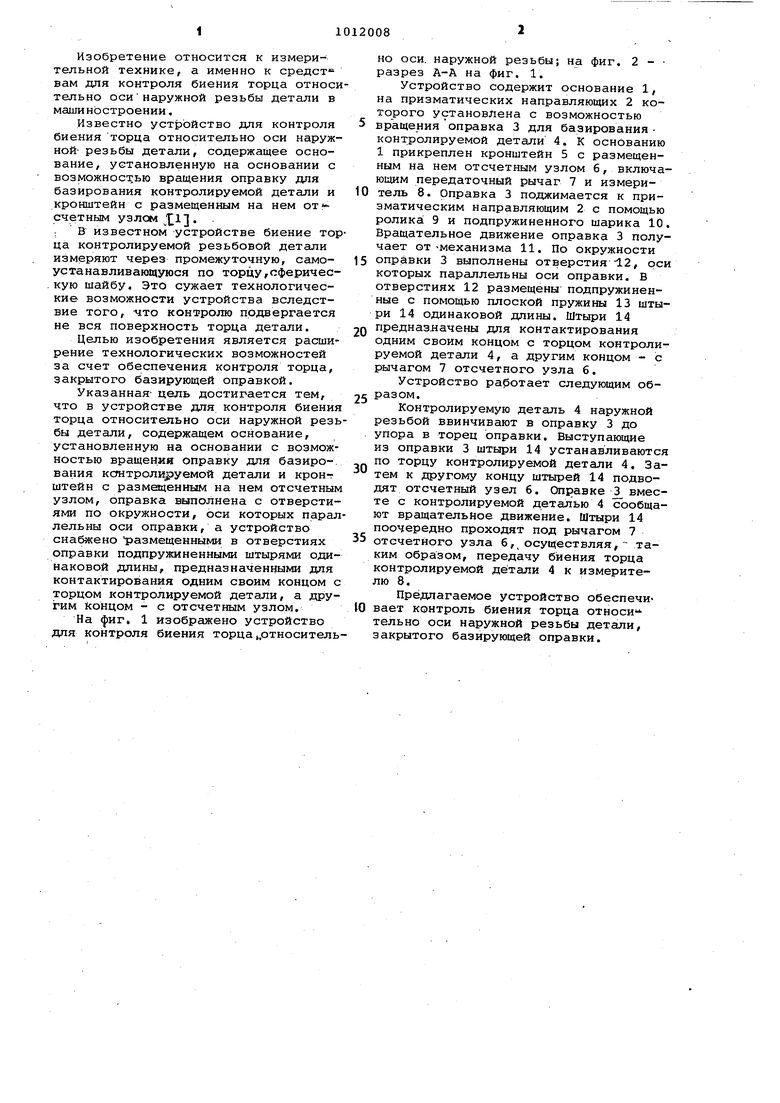
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПЕРПЕНДИКУЛЯРНОСТИ ТОРЦА ДЕТАЛИ ОТНОСИТЕЛЬНО ЕЕ БОКОВОЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ | 1991 |
|
RU2016372C1 |
| Устройство для контроля биения торца относительно оси наружной резьбы детали | 1987 |
|
SU1469336A1 |
| Устройство для контроля межцентрового расстояния | 1972 |
|
SU462059A1 |
| Автомат для контроля наружной резьбы с помощью калибра | 1985 |
|
SU1312369A1 |
| Способ контроля биения зубчатого колеса и устройство для его осуществления | 1988 |
|
SU1606847A1 |
| Устройство для измерения среднего диаметра резьбы больших размеров | 1989 |
|
SU1672194A1 |
| Устройство для измерения биения торца относительно оси наружной резьбы деталей,например сосудов | 1983 |
|
SU1224548A1 |
| Устройство для контроля расположения поверхностей | 1990 |
|
SU1784835A1 |
| Устройство для контроля взаимного расположения поверхностей детали | 1988 |
|
SU1562671A1 |
| Пневматическое устройство для измерения непараллельности осей отверстий | 1976 |
|
SU748120A1 |
yCTPOiaCTBO ДЛЯ КОНТРОЛЯ БИЕНИЯ ТОРЦА ОТНОСИТЕЛЬНО ОСИ НАРУЖНОЙ РЕЗЬБЫ ДЕТАЛИ, содержащее основание, установленную на основании с возможностью вращения оправку для базирова-. ния контролируемой детали и кронштейн с размещенным на нем отсчетным узлом, отличающееся тем/, что, с целью расширения технологических возможностей за счет обеспечения контроля торца, закрытого базирукЯцей оправкой, оправка выполнена с отверстиями по Окружности, оси которых параллельны оси оправки, а устройство снабжено размещенными в отверстиях оправки подпружиненньиии.штырями одинаковой длины, предназначенными для контактирования одним своим концом с торцом контролируемой детали, а другим концом - с отсчетным узлом. О) с: to о о 00 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пискорский Г | |||
| А., Рабинович А | |||
| Н | |||
| Приборы для контроля цилиндрических резьб, М., Машгиз, 1960, с.112,фиг.7 (прототип) . | |||
