г1
Изобретение относится к измерительной технике, а именно к средствам для контроля наружной резьбы.
Цель изобретения - повышение производительности контроля,
Выполнение калибра в виде резьбовых роликов, имеющих безрезьбовой участок, позволяет предназначенную для контроля деталь вводить в калибр без ввинчивания.
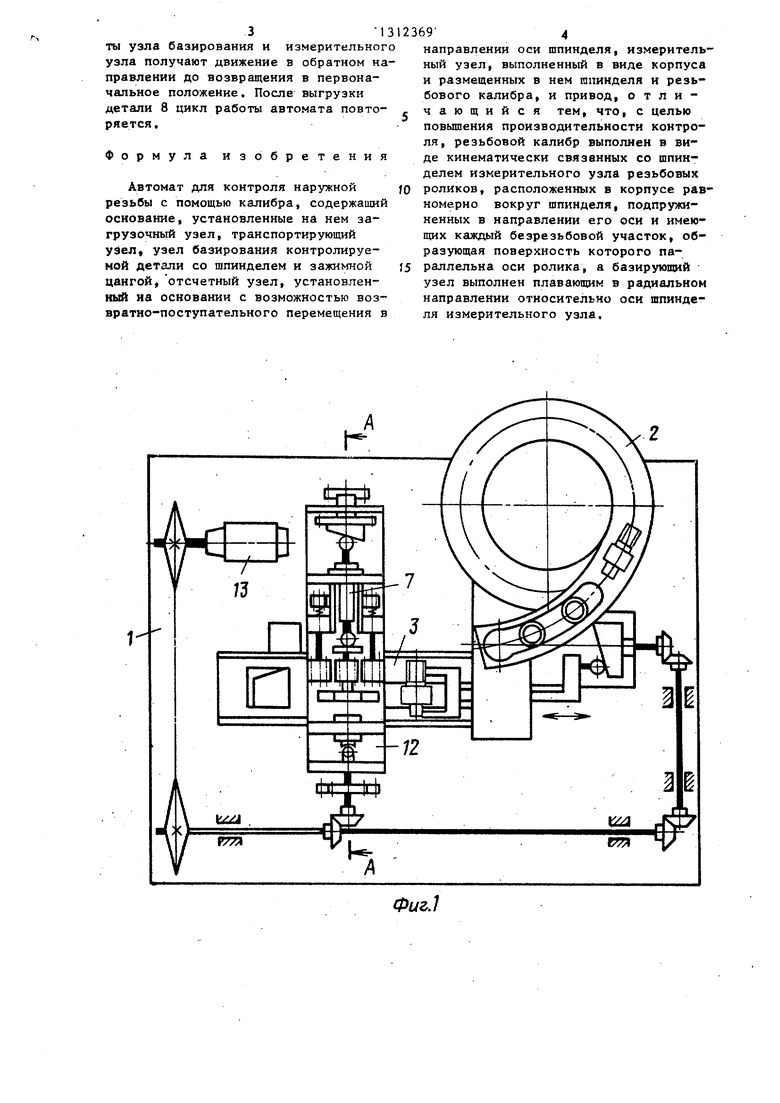
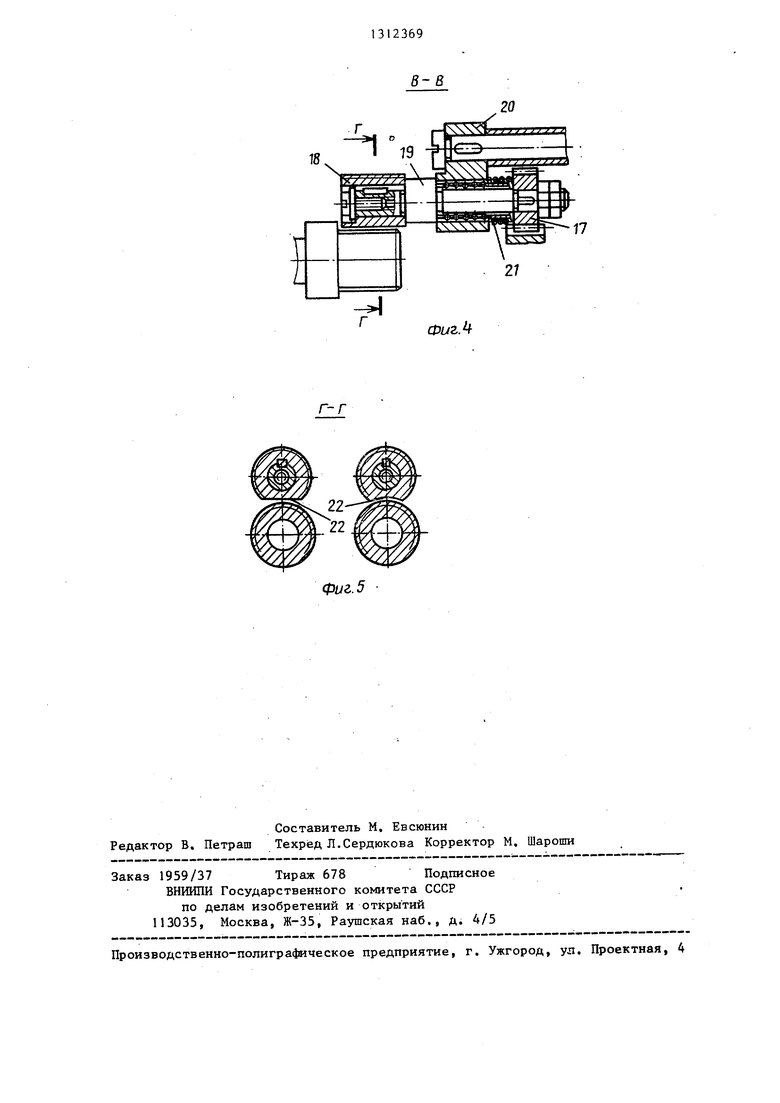
На фиг. 1 представлен автомат для контроля наружной резьбы с помощью калибра, общий вид; на фиг. 2 - разрез А-А на фиг. 1;.на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 4, варианты выполнения безрезьбового участка на резьбовых роликах.
Автомат содержит основание 1, на котором установлены загрузочный узел 2, транспортирующий узел 3, включающий водило 4, мальтийский крест 5 и транспортирующий диск б, узел 7 базирования контролируемой детали 8, включающий шпиндель 9 и зажимную цангу 10, отсчетный узел 11, измерительный узел 12 и привод 13. В измерительный узел 12 входят установленный на основании I с возможностью возвратно-поступательного перемещения в направлении шпинделя 9 корпус 14 и установленные на нем шпиндель 15.и резьбовой калибр 16.
Резьбовой калибр 16 выполнен в виде кинематически связанных с шпинделем 15 с помощью шестерен 17 резьбовых роликов 18J установленных на осях 19, закрепленных с возможностью продольного перемещения в кронштейнах 20. Резьбовые ролики 18 расположены равномерно вокруг шпинделя 15. Оси 9 подпружинены с помош:ью пружины 21. Каждый резьбовой ролик 18 имеет безрезьбовой участок 22, образу- щая поверхность которого параллельна оси ролика. Форма безрезьбового участка 22 может быть плоской или выполненной по радиусу (фиг. 5),
Шпиндель 9 узла 7 базирования выполнен плавающим в радиальном направлении на подпружиненных штифтах 23 дня возможности установки контролиру емой детали 8, закрепленной в цанге 10, по оси шпинделя 15 измерительного узла 12. Непрерывное вращение шпинделя 9 осуществляется с помощвта карданного валика 24, шестерен .25 и 26, муфты 27 предельного момента и
69 2
вала 28. В осевом направлении шпиндель 9 получает движение с помощью кулачка.
Вращение шпинделю 15 и резьбовым роликам 18 калибра 16 от привода 13 сообщают за счет шестерен 17, реечной переда и 29 и кулачка 30. Реечная передача 29 в конце своего хода взаимодействует с отсчетным узлом 11. Возвратно-поступательное перемещение измерительному узлу 12 сообщают от кулачка 31 через толкатели 32.
Автомат работает следуюш 1м образом.
Контролируемую деталь 8 из загрузочного узла 2 с помощью транспортирующего узла 3 подают на позицию контроля, где деталь 8 располагается соосно со шпинделями 9 и 15.
Шпиндель 9 перемещают к детали 8, захватывают ее, поджимают к шпинделю 15 и с помощью цанги 10 зажимают. Деталь 8 и шпиндель 15 получают вращение. Величину крутящего момента, с помощью которого осуществляют вращение, устанавливают регулировкой муфты 27 предельного момента. Затем с помощью кулачка 3 перемещают корпус 14 измерительного узла 7 в направление детсши 8.
Резьбовые ролики 18 охватывают контролируемую деталь 8 по всей длине резьбы. В момент перемещения корпуса 14 безрезьбовые участки 22 резь- бовых роликов 18 ориентированы в сторону детали 8, С помощью кулачка 30 приводят в движение реечную передачу 29, резьбовые ролики 18 получают вращение, в результате чего заходные витки резьбы роликов 18 попадают между витками контролируемой резьбы детали 8.
Резьбовые ролики 18, поворачиваясь до полного профиля резьбы, осуще- ствляют контроль резьбы детали 8
аналогично жесткому резьбовому калибру. Если резьбовые ролики 18 беспрепятственно поворачиваются, то реечная передача 29 доходит до отсчетного узла 11, который подает сигнал о годности Детали,
Реверсирование движения происходит при срабаташании муфты 27 предельного момента после того, как резьбовые ролики 18 доходят до торца контролируемой детали 8 или до сбега контролируемой резьбы. От возросшего крутящего момента муфта 27 разъединяется, в результате чего элемен
3-13
ты узла базирования и измерительного узла получают движение в обратном направлении до возвращения в первоначальное положение, После выгрузки детали 8 цикл работы автомата повторяется .
Формула изобретения
Автомат для контроля наружной резьбы с помощью калибра, содержащий основание, установленные на нем загрузочный узел, транспортирующий узел, узел базирования контролируемой детали со шпинделем и зажимной цангой, отсчатный узел, установленный на основании с возможностью возвратно-поступательного перемещения в
9 4
направлении оси шпинделя, измерительный узел, выполненный в виде корпуса и размещенных в нем шпинделя и резьбового калибра, и привод, о т л и - чающийся тем, что, с целью повышения производительности контроля, резьбовой калибр выполнен в виде кинематически связанных со шпинделем измерительного узла резьбовых
роликов, расположенных в корпусе равномерно вокруг шпинделя, подпружиненных в направлении его оси и имеющих каждый безрезьбовой участок, образующая поверхность которого параллельна оси ролика, а базирующий узел выполнен плавающим в радиальном направлении относительно оси шпинделя измерительного узла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля наружной резьбы | 1984 |
|
SU1272091A1 |
| Устройство для контроля внутренней резьбы калибром | 1985 |
|
SU1357687A2 |
| Устройство для контроля внутренней резьбы в сквозном отверстии детали | 1985 |
|
SU1296827A1 |
| Автомат для контроля среднего диаметра наружной резьбы деталей и способ изготовления резьбовых полуколец для него | 1988 |
|
SU1663381A1 |
| Роторно-конвейерная машина для сортировки изделий | 1988 |
|
SU1632523A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАТЯГА КОНИЧЕСКОЙ РЕЗЬБЫ ТРУБ | 1992 |
|
RU2029222C1 |
| Устройство для контроля внутренней резьбы калибром | 1981 |
|
SU1060930A1 |
| Способ управления позиционным пневмоприводом и устройство для его осуществления | 1988 |
|
SU1534218A1 |
| Устройство для контроля соосности отверстий | 1986 |
|
SU1392334A1 |
| Автомат контроля параметров тормозной втулки дорожного велосипеда | 1989 |
|
SU1652837A1 |

Изобретение относится к измерительной технике. Целью изобретения является повьшение производительности контроля. Это достигается тем, что резьбовой калибр, выполненный в виде резьбовых роликов, охватывающих при контроле контролируемую деталь, выполнен с возможностью надевания его на контролируемую деталь без ввинчивания. Резьбовые ролики 18, образующие резьбовой калибр, закреплены на корпусе 14 равномерно вокруг шпинделя, предназначенного дпя центрирования контролируемой детали 8. Каждый из резьбовых роликов 18 имеет безрезьбовой участок 22, образующая поверхность которого параллельна оси ролика. При надевании резьбового калибра на контролируемую деталь резьбовые ролики 18 ориентированы так, что безрёзьбовой участок 22 обращен к контролируемой детали. После надевания калибра резьбовые ролики проворачивают. Годность резьбы определяют по возможности полного проворота резьбовых роликов. 5 ил. (Л / оо tc оо о: х Фиг.З
Фиг.1
п
24
26
27
21 11
29
фуг. 2
21
Фиг.
Фиг. 5
| Устройство для контроля резьбыРЕзьбОВыМи КАлибРАМи | 1976 |
|
SU813117A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
