1
Изобретение относится к машиностроению, а именно, к средствам контроля резьбовых деталей.
Цель изобретения - расширение номенклатуры контролируемых - деталей путем обеспечения возможности контроля деталей с наружной и внутренней резьбами и повышение точности путем обеспечения возможности надежного базирования контролируекых деталей.
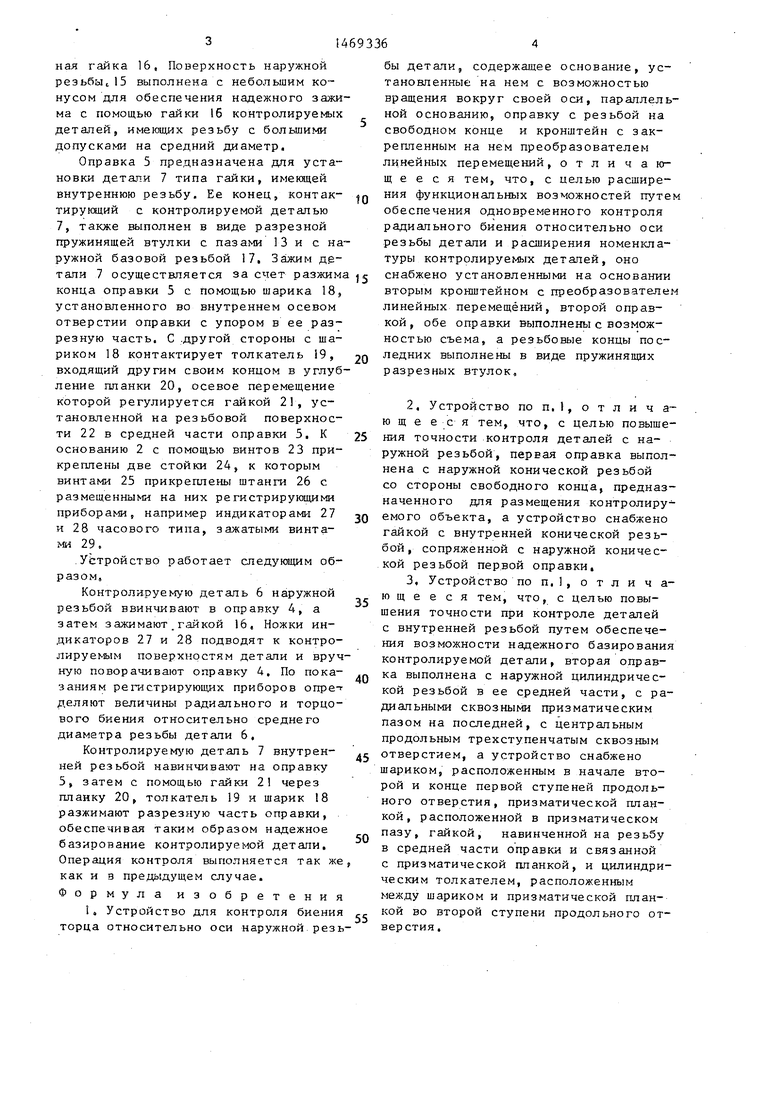
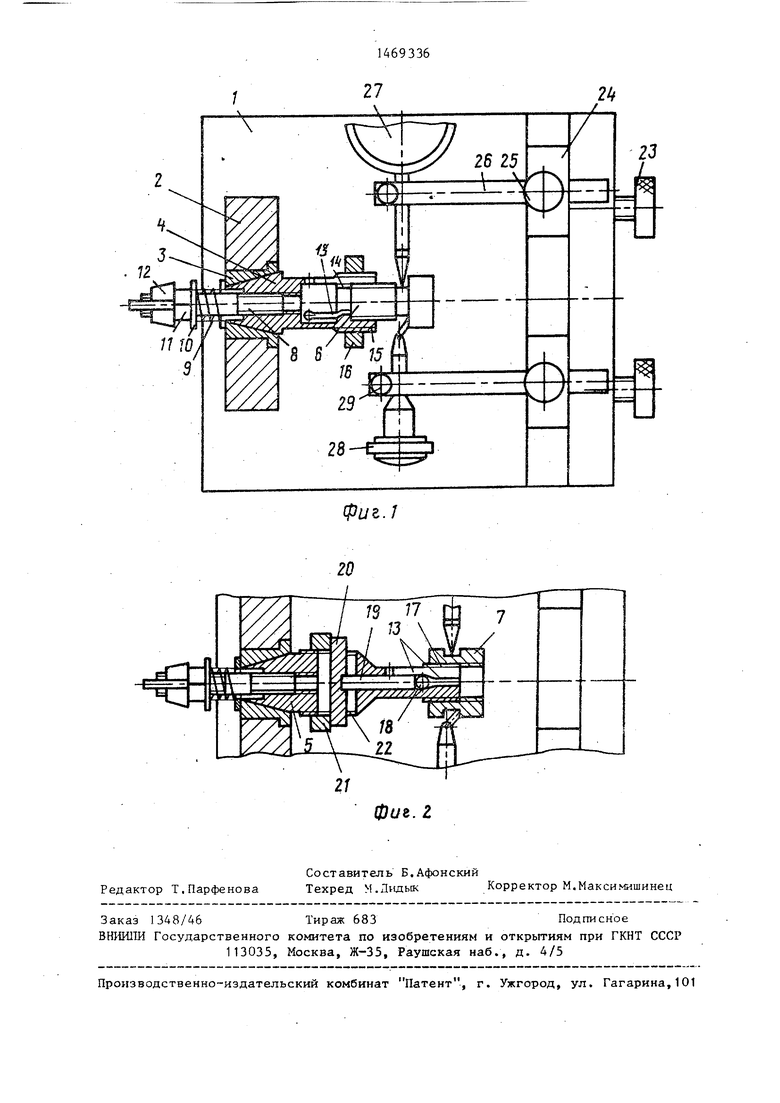
На фиг.1 изображено предлагаемое устройство для контроля радиального и торцового биения относительно наружной резьбы детали; на фиг.2 - то же, относительно внутренней резьбы детали.
Устройство содержит основание 1, закрепленный на нем корпус 2, включающий запрессованную в него втулку
3 с коническим отверстием, в которую установлена с возможностью вращения съемная оправка 4 или 5 с резьбой на конце для базирования детали 6 или 7 и закреплена с помощью 8, На шпильку 8 установлена пружина 9 и закреплена с помощью гаайбы 10, гайки . 1 1 и контргайки 12 таким образом, чтобы обеспечить плотное прилегание оправки 4 или 5 к втулке 3 с возможностью ее поворота о.т руки,
Оправка 4 предназначена для установки детали 6 типа винта, имеющей наружную резьбу, ее конец, контактирующий с контролируемой деталью, выполнен в виде разрезной пружинящей втулки с пазами 13 и имеет внутреннюю базовую резьбу 14 и наружную резьбу 15, на которой установлена зажимО5
со 00 00
31
нал гайка 16, Поверхность наружной реэьбЫс15 выполнена с небольшим конусом для обеспечения надежного зажима с помощью гайки 16 контролируемых деталей, имеющих резьбу с большими допусками на средний диаметр.
Оправка 5 предназначена для установки детали 7 типа гайки, имеющей внутреннюю резьбу. Ее конец, контак- тиругаций с контролируемой деталью 7, также выполнен в виде разрезной пружинящей втулки с пазами 13 и с наружной базовой резьбой 17, Зажим детали 7 осуществляется за счет разжим конца оправки 5 с помощью шарика 18 установленного во внутреннем осевом отверстии оправки с упором в ее разрезную часть. С .другой стороны с шариком 18 контактирует толкатель 19, входящий другим своим концом в углубление планки 20, осевое перемещение которой регулируется гайкой 21, установленной на резьбовой поверхности 22 в средней части оправки 5, К основанию 2 с помощью винтов 23 прикреплены две стойки 24, к которым винтами 25 прикреплены штанги 26 с размещенными на них регистрирующими приборами 5 например индикаторами 27 и 28 часового типа, зажатыми винтами 29,
.Устройство работает следукяцим образом.
Контролируемую деталь 6 наружной резьбой ввинчивают в оправку 4, а затем зажимают,гайкой 16, Ножки индикаторов 27 и 28 подводят к контролируемым поверхностям детали и вручную поворачивают оправку 4. По показаниям peI иcтpиpyюш x приборов определяют величины радиального и торцового биения относительно среднего диаметра резьбы детали 6.
Контролируем чо деталь 7 внутренней резьбой навинчивают на оправку 5, затем с помощью гайки 21 через планку 20, толкатель 19 и шарик 18 разжимают разрезную часть оправки, обеспечивая таким образом надежное базирование контролируемой детали. Операция контроля выполняется так же как и в предыдущем случае. Формула изобретения I« Устройство для контроля биения
торца относительно оси наружной резь
5
0
5
бы детали, содержащее основание, установленные на нем с возможностью вращения вокруг своей оси, параллельной основанию, оправку с резьбой на свободном конце и кронштейн с закрепленным на нем преобразователем линейных перемещений, отличающееся тем, что, с целью расширения функциональных возможностей путем обеспечения одновременного контроля радиального биения относительно оси резьбы детали и расширения номенклатуры контролируемых деталей, оно снабжено установленными на основании вторым кронштейном с преобразователем линейных перемещений, второй оправкой, обе оправки выполнены с возможностью съема, а резьбовые концы последних выполнены в виде пружиняшлх разрезных втулок,
2.Устройство по п.1, о т л и ч а ю щ е ее я тем, что, с целью повышения точности контроля деталей с наружной резьбой, первая оправка выполнена с наружной конической резьбой
со стороны свободного конца, предназначенного для размещения контролируемого обьекта, а устройство снабжено гайкой с внутренней конической резьбой, сопряженной с наружной конической резьбой первой оправки,
3,Устройство по п.1, о т л и ч а- J ю щ е е с я тем, что, с целью повышения точности при контроле деталей
с внутренней резьбой путем обеспечения возможности надежного базирования контролируемой детали, вторая оправка выполнена с наружной цилиндрической резьбой в ее средней части, с радиальными сквозными призматическим пазом на последней, с центральным продольным трехступенчатым сквозным отверстием, а устройство снабжено шариком, расположенным в начале второй и конце первой ступеней продольного отверстия, призматической планкой, расположенной в призматическом пазу, гайкой, навинченной на резьбу в средней части оправки и связанной
0
0
5
0
с призматической планкой, и цилиндрическим толкателем, расположенным между шариком и призматической планкой во второй ступени продольного отверстия ,
Hi
23
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПЕРПЕНДИКУЛЯРНОСТИ ТОРЦА ДЕТАЛИ ОТНОСИТЕЛЬНО ЕЕ БОКОВОЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ | 1991 |
|
RU2016372C1 |
| Устройство для контроля биения торца относительно оси наружной резьбы детали | 1980 |
|
SU1012008A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА КОНЦАХ ТРУБ | 2005 |
|
RU2297306C1 |
| РЕЗЬБОВАЯ ОПРАВКА | 2003 |
|
RU2248862C1 |
| Автомат для контроля резьб | 1987 |
|
SU1446442A1 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| Устройство для полирования торцов оптических наконечников | 1988 |
|
SU1549731A1 |
| РАЗЖИМНАЯ ОПРАВКА | 2013 |
|
RU2519708C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ШИН ЭЛЕКТРОТЕХНИЧЕСКИХ | 2023 |
|
RU2811023C1 |
| Оправка для центрирования деталей | 1980 |
|
SU926515A1 |
Изобретение относится к машиностроению, а именно к средствам контроля резьбовых деталей. Цель изобретения - расширение номенклатуры контролируемых деталей путем обеспечения возможности контроля деталей с наружной и внутренней резьбой и повышение точности путем обеспечения возможности надежного базирования контролируемых деталей. Это достигается тем, что в устройство введены две съемные оправки: одна для базирования деталей с ;наружной резьбой, другая - с внутренней резьбой, а базиругадае резьбы оправки выполнен в виде пружинящих разрезных втулок. При измерении пружиняющие разрезные втулки надежно базируют контролируемую деталь по среднему диаметру резьбы. 2 ил., 2 3.п. ф-лы. с $ (/)
фиг.1
| Устройство для контроля биения торца относительно оси наружной резьбы детали | 1980 |
|
SU1012008A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
