го
Изобретение относится к метаппообработке и может быть использовано при f закреплении длинномерных деталей.
Известна оправка, содержащая гильзу с лепестками с двух сторон, нажимные и центрирующие элементы 13.
Недостатком указанной оправки является низкая точность и жесткость, что влечет за собой прогиб длинномерных деталей в средних сечениях при обработке, исключает возможность производить многорезцовую обработку детали.
Целью изобретения является повышение точности закрепления тонкостенных длинномерных деталей. Поставленная цель достигается тем, что в оправке, содержащей гильзу с лепестками с двух сторон, нажимные и центрирующие элементы, нажимные элементы выполнены в виде попарно расположенных в осевом на правлении секторов, наружние торцовые поверхности которых выполнены со сферическими углублениями, предназначенными для взаимодействия с введенными в ortравку центрирующими пальцами, а внутренние контактирующие между собой торцовые поверхности выполнены с углу лениями на одних секторах и выступами на других, образующие шарнирное соединение, причем на наружной поверхности секторов с углублениями выполнень тороидалььые выступы, предназначенные для взаимодействия с выполненными в средней части гильзы лепестками.
При этом оправка снабжена кольцом, а to внутренних торцах секторов с углублениями выполнены выступы, предназначенные для взаимодействия с внутренней поверхностью кольца.
Такое выполнение оправки повышает точность закрепления длинномерных деталей.
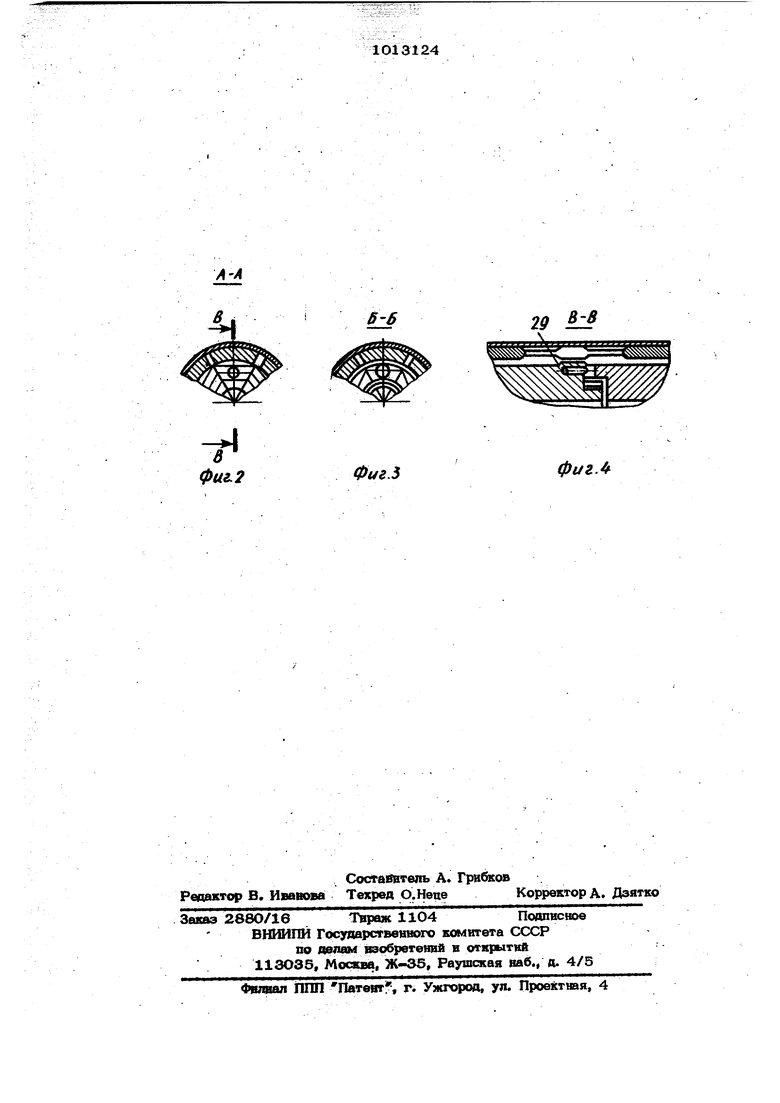
На фиг. 1 представлена оправка, общи вид разре-v; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг.1 на фиг. 4 - разрез В-В на фиг. 2.
Оправка состоит из гильзы 1 и нажимных элементов, выполненных в виде по парно расположенных в осевом направлении секторов 2,3 и 4,5. Гильза 1 с помощью втулки 6, опоры 7 закреплена на жестком корпусе 8. На опоре 7 размещена обойма 9, имеющая возможность перемещаться г осевом- направлении с помощью планки 10 и штока 11. Корпус 8 закреплен на шпинделе станка 12. . Секторы 3 и 5 предварительно центрируются и удерживаются от выпадания втулкой 13.
Гильза 1, втулка 6, опора 7, втулка 13 удерживаются от перемещения штифтами 14-17.
На станочном центре 18с помощыю накидной гайки 19 закреплена обойма 20, находящаяся под воздействием пружины 21.
Гильза имеет лепестки цанг 22 в крайних участках и лепестки цанги 23 в середине.
Секторы 2,3 и 4,5 имеют с торцов сферические углубления, образующие шаровые шарниры 24 VI 25 с центрирующими пагаьцами 26 и 27, а в углуюления опоры 7 и станочного центра 18 размещены торцы секторов 2,3 и 4,5. Внутренние торцовые поверхности секторов 2 и 4 имеют углубления, а секторов 3 и 5 - выступы, контактирующие друг с другом и образующие шарнир 28. .
Секторы 4 и 5 удерживаются от поворота относительно оси оправки штифтами l4 и 17, а от смещения друг относительно штифтами 29 (фиг.4).
Секторы 2 и 4 имеют выступы 30, несущие на себе кольцо 31, а на наружной поверхности их выполнены тороидальные поверхности 32.
Концы обойм 9 и 2О выполнены в виде цанг для повьшения точности закрепления обрабатываемой детали 33 в крайних сечениях.
Тонкостенная длинномерная деталь 33 надевается на гильзу 1 при отведенном станочном центре 18.
Оправка работает следующим образом. В исходном положении станочный цент 18 отведен, шток 11 находится в крайнем левом положении. Тонкостенная длинномерная деталь 33 надевается на гильзу 1. При перемещении станочного центра 18 и штока 11 обоймы 9 и 20, воздействуя на гильзу 1, равномерно раздвигают лепестки цанг 22, центрируют и закрепляют деталь 33 в крайних сечення Станочный центр 18 с центрирующик пальцем 27, воздействуя на секторы 3 и 5, центрирует их и передает осевое усилие на секторы 2 и 4. Под действием осевого усилия секторы 2, 3 и 4, 5 поворачиваются, равномерно раздвигая лепестки цанги 23, центрируя и закрепляя деталь 33 в средних сечениях. Шарнирный многосекторный четырехзвенник, напряжен, радиальные нагрузки от сил реза ния воспринимают центрирующие пальцы 26 и 27, удаленные от опасных сечений оправки и размещенные посредством опоры 7 и жесткого корпуса 8 на шпинделе
crratiKa 12 и посредством жесткого стб1вочвого центра 18 tra пинолв задней ба& ки (ве псжазаш). Это повомшает кость оправк-в умевьшает прогиб деталв 33 npsr обработке.
При валИ1ШН обрб тываемой детали 33 ш опрашш гл&коу внутренней noaetwвестью кольца 31 в наружными поверзЕ BOCTSIMR выстуж в ЗО обеспечивается эа зор с целью надежного закрепления детали 93«
При отсутствии детали 33 на оправке заэор гааб крается. При атом радиальные соста&ляюоте от осевого усилия воспри .нимаются копыюм 31, раз движение лепестков цанги 23 ограничивается, что исключает выход из строя оправки.
Применение предлагаемой оправки позволит обрабатывать тонкостенные шшнномерные детали, при повышенной точности закрепления, что улучшит усло;вия для автоматизации процесса рбра ботки детали.
фиг. 2
6-6
29
фигЛ
Фиг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Патрон механизированный для переустановки заготовки | 2023 |
|
RU2806400C1 |
| СТАНОК ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1971 |
|
SU312883A1 |
| ОПРАВКА ДЛЯ ЦЕНТРИРОВАНИЯ И ЗАКРЕПЛЕНИЯ ТОНКОСТЕННОЙ ДЕТАЛИ | 1998 |
|
RU2134182C1 |
| Оправка для центрирования и закрепления тонкостенных деталей | 1988 |
|
SU1530339A1 |
| ОПРАВКА С РАЗРЕЗНОЙ ЦАНГОЙ | 2009 |
|
RU2412787C1 |
| Цанговый патрон | 1990 |
|
SU1773576A1 |
| ШТЕПСЕЛЬНЫЙ РАЗЪЕМ | 1965 |
|
SU412647A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Автоматизированный токарный станок | 1990 |
|
SU1811439A3 |

1. ОПРАВКА, содержащая гильзу с лепестками с двух сторон, нажимные и цегтгрирукяцие элементы, о т личающаяс.я тем, что, с целью псжышения точности закрепления, нажимные элементы выполнены в виде попарно расположенных в осевом направлении секторов, наружные торцовые поверхности которых выполнены со сферическими углублениями, предназначенными для взаимодействия с введеннь1ми в оправку центрирующими палышми, а внутренние контактирующие между собой торцовые поверхности выполнены с углублениями на одних секторах и выступами на других, образующими шарнирное соединение, причем на наружной поверхности секторов с углублениями выполнены тороидальные выступы, предназначенные для взаимодействия с выполненными в средней чаоти гильзы лепестйами. 2. Оправка по п. 1, отличающая с я тем, что она снабжена кольцом, а На внутренних торцах секторов ( @ с углубленият-ги выполнены выступы, (Л предназначенные для взаимодействия с : внутренней поверхностью кольпа.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ансеров М.А | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лениздат, 1953, с | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
| Способ обработки грубых шерстей на различных аппаратах для мериносовой шерсти | 1920 |
|
SU113A1 |
