Изобретение относится к области термообработки металлов.
Известен станок для термичеокой обработки изделий, содержащий поворотную колонну с КОНС01ЛЫО, рабочий стол с механизмом для закрепления изделия, индуктор и спрейер.
Предложенный станок отличается от известного тем, что на консоли поворотной колонны размещена штанга с закрепленной на ней олравкой с механизмом зажима и вращения штанги, причем последний выполнен в виде вращающегося кольцевого пневматического цилиндра двойного действия с нриводол вращения и с цангой на внутренней гильзе, через которую проходит щтанга, соединенная с оправкой, кольцевого норшня и нажниного кольца, образующего с лепестками цанги самотормозящееся клиновое соединение. Это обеснечивает термическую обработку деталей тина колец, совмещенную с термонравкой, путем создания температурного градиента .между оправкой и изделием.
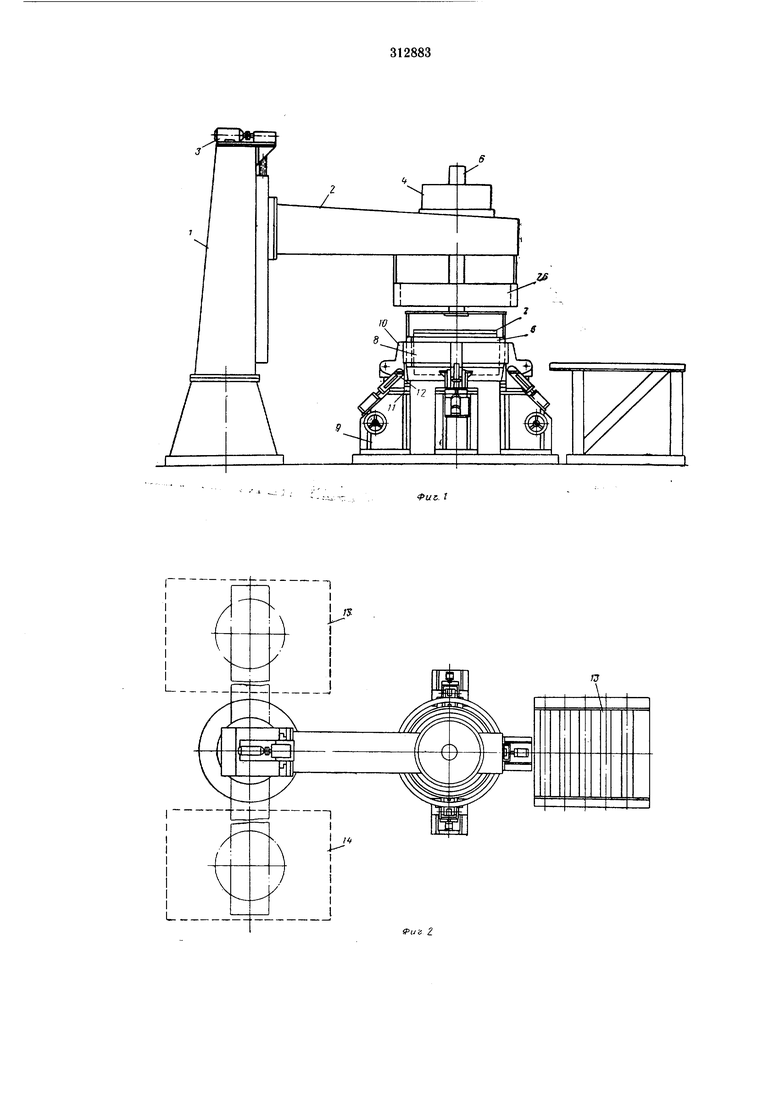
На фиг. 1 показан описываемый станок; на фиг. 2 - то же, вид сверху; на фиг. 3 - узел вращения.
Станок состоит из поворотной колонны /; консоли 2; механизма 3 подъема и опускания консоли с расположенными на ней узлом 4 вращения и крепления опраяки 5, штангой 6 с траверсами для крепления оправки; индуктора л предназначенного для предварительного подогрева детали 8 и окончательного нагрева онравки вместе с деталью; рабочего стола, состоящего из четырех башма.ков У с откидывающимися нри помощи гидроцилиндров кулачками W, амортизаторами П и опорами 12, на которых раонолагается обрабатываемая деталь; рольгангового стола 1У; стола 1 для подготовки олравок и стола jo для охлаждения оправок с деталями.
Зажим и вращение штанги 6 с траверсами для крепления онравки производятся нутем подачи воздуха из сети в отверстие в верхней крышке корпуса и через отверстия в кольцевых резиновых уплотнителях в полость цилиндра. Кольцевой порщень 16 нод действием давления воздуха пере.мещается вниз и через пальцы 17 передвигает вниз нажимное кольцо 18, которое своей внутренней конической поверхностью, скользя по конической поверхности цанги 19, сжимает лепестки последней и зал имает штангу 6. По прекращении подачи воздуха цанга продолжает зажимать штангу, так как угол конца лепестков цанги равен 4°, и образует с нажимным кольцом самотормозящий клин.
нец 24, жестко соединенный с наружной гильзой цилиндра 25.
Перед началом работы башмаки 9 настраиваются на требуемый диаметр путем их перемещения по Т-образным пазам нижней плиты с учетом увеличения диаметра при подотреве.
В исходном положении индуктор 7 находится в нижнем крайнем положении. При этом его верхняя плоскость размещена в плоскости рольгангового стола 13, кулачки 10 откинуты на угол 90°, опоры 12 подняты до уровня плоскости рольгангового стола.
Консоль 2 с олравкой 5 и опрейером 26 находится в верхнем положении. Кольцевая деталь с рольгангового стола 13 подается толкателем на опоры 12 и центрируется подъемом кулачков 10 относительн-о индуктора 7. Затем кулачки 10 раскрываются, деталь лежит в опорах 12, индуктор 7 подиимается в крайнее верхнее положение при помощи гидроцилиндра и включается. Происходит предварительный подогрев кольцевой детали внещним полем индуктора до температуры 500-600°С.
Далее происходит зажим изделия кулачками 10; индуктор 7 отключается и опускается гидрОЦидиндрами в нижнее положение. Опоры 12 расходятся. При подаче воздуха в цилиндр механизма зажима и вращения щтанги происходит разжим цанги, и щтанга 6 с закрепленной на ней оправкой падает вниз. При этом оправка заходит сначала своей конусной частью, а затем полностью в изделие.
Энергия удара гасится амортизатором ИВ верхней части оправки имеется кольцевой медный экран, плотно сидящий на оправке и предохраняющий ее от подстуживания при осуществлении дальнейших операций.
После сбрасывания холодной оправки в подогретую деталь производится технологическая выдержка для плотной посадки детали на оправке. Затем кулачки 10 разжимаются и поднимается нижний медный защитный экран. Консоль 2 опускается в нижнее положение до совмещения нижней кромки спрейера с нижней кромкой изделия. Цанга механизма сжимается и охватывает щтангу 6.
Консоль 2 вместе со штангой, на которой закреплена оправка с изделием, приподнимается на 15-20 мм с целью освобождения
контактирующей поверхности нижней части оправки от амортизатора. Индуктор 7 поднимается в оправку и включается. Одновременно включается механизм вращения штанги и спрейерное устройство. Оправка вместе с изделием и верхним экраном вращается; оправка нагревается, а изделие одновременно подстуживается при выдерживании заданного температурного градиента между оправкой и деталью. При этом выдерживаются термические параметры нагрева изделия, обусловленные получением заданных физико-механических свойств, а за счет температурного градиента между оправкой и деталью осуществляется калибровка.
По окончании процесса термоправки индуктор отключается и опускается в крайнее нижнее положение, спрейерное устройство отключается, вращение оправки с изделием прекращается, консоль с оправкой и изделием поднимается и поворачивается на угол 90° и оправка вместе с изделием отсоединяется от штанги и передается на стол охлаждения. После этого консоль поворачивается на 180°, к штанге крепится новая оправка, консоль поворачивается на угол 90° в положение над индуктором, и все операции повторяются.
Предмет изобретения
1.Станок для термической обработки деталей типа колец, содержащий поворотную колонну с консолью, рабочий стол с механизмом закрепления изделия, индуктор и спрейер, отличающийся тем, что, с целью осуществления термической обработки деталей, совмещенной с термоправкой, путем создания температурного градиента между оправкой и изделием, на консоли поворотной колонны установлена штанга с закрепленной на пей оправкой с механизмом зажима и вращения штанги.
2.Станок по п. 1, отличающийся тем, что механизм зажима и вращения штанги выполнен в виде кольцевого пневматического цилиндра двойного действия с приводом вращения и с цангой на внутренней гильзе, через которую проходит штанга, соединенная с оправкой, кольцевого поршня и нажимного кольца, образующего с лепестками цанги самотормозящееся клиновое соединение.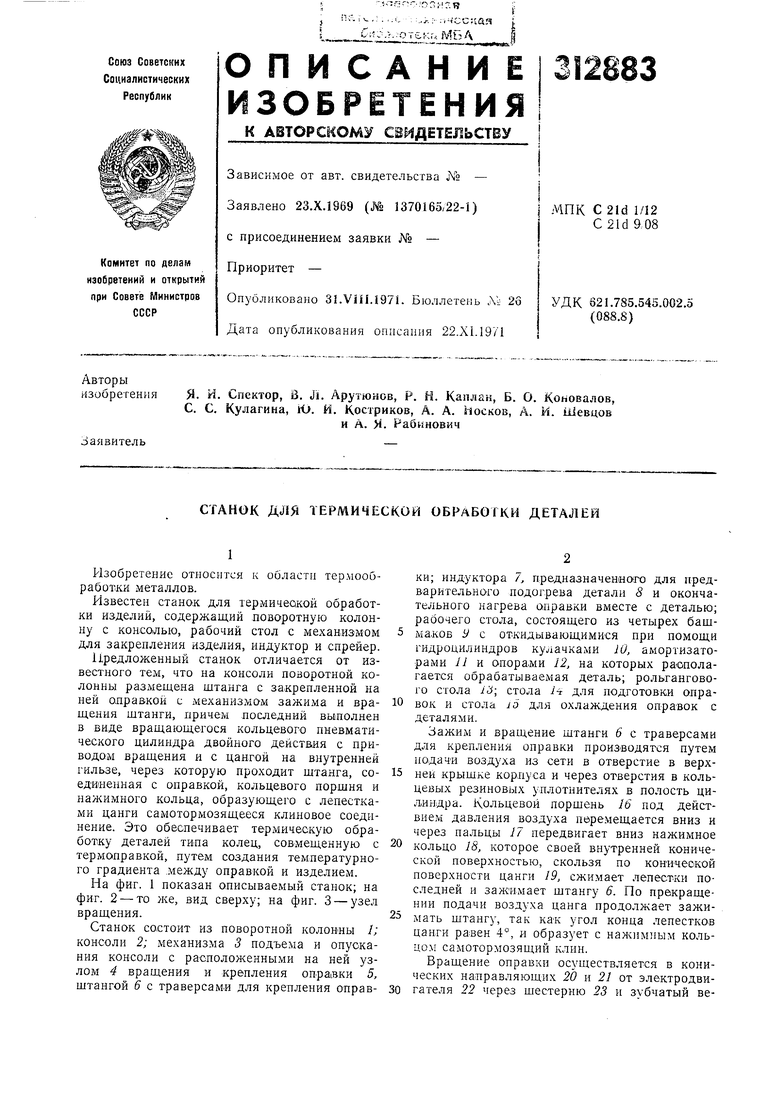

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 1969 |
|
SU245825A1 |
| ТРЕХПОЗИЦИОННАЯ | 1968 |
|
SU231587A1 |
| Станок для индукционной закалки изделий | 1981 |
|
SU1033553A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ С НАГРЕВОМ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 1973 |
|
SU383748A1 |
| Станок для обработки деталей | 1984 |
|
SU1288029A1 |
| УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОЙ ОТЛИВК»^ БИМЕТАЛЛИЧЕСКИХ ВТУЛОК | 1973 |
|
SU435056A1 |
| Станок для закалки изделий | 1977 |
|
SU655731A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙI | 1971 |
|
SU301362A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |

Воздул
2f
