Изобретение относится к машиностроению и может быть использовано при изготовлении зубчатых реек с круговой формой зубьев.
Известен способ изготовления реек с круговой формой зубьев, размещенных вдоль делительной плоскости, включающий нарезание зубьев резцами, расположенными по окружности резцовой головки, которую вращают вокруг своей оси и перемещают на величину шага между зубьями 1.
Недостатком способа является погрещность, обусловленная наклонной установкой оси резцовой головки к делительной плоскости рейки. При этом круговой зуб получается разновысоким с утолщением по концам.
Цель изобретения - повыщение точности, а также расширение технологических возможностей за счет обеспечения возможности изготовления длинных реек.
Поставленная цель достигается тем, что согласно способу изготовления реек с круговой формой зубьев, размещенных вдоль делительной плоскости, включающему нарезание зубьев резцами, расположенными по окружности резцовой головки, которую вращают вокруг своей оси и перемещают на величину щага между зубьями, рейку изготовляют сборной, состоящей из секций, длину каждой из которых выбирают меньше диаметра окружности резцовой
головки, а стыки между секциями выполняют по радиусу кривизны зубьев, после чего устанавливают ось резцовой головки перпендикулярно делительной плоскости, нарезают каждую секцию в отдельности и производят монтаж секций на общем основании.
Длину секций выбирают в диапазоне от 75 до 98% от диаметра окружности резцовой головки.
На фиг. 1 изображена схема, реализующая способ; на фиг. 2 - рейка в сборе.
Заготовку рейки разделяют на три секции 1 - 3. Стыки 4 и 5 между секциями выполняют по радиусу кривизны R зубьев 6, равному радиусу окружности а резцовой головки 7.
По окружности расположены резцы 8. Ось OI-QI резцовой головки устанавливают перпендикулярно делительной плоскости А рейки и нарезают каждую секцию в отдельности. При этом резцовая головка вращается вокруг своей оси и периодически перемещается на величину шага t между зубьями. Длину L каждой секции выбирают в пределах от 75 до 98% от диаметра Д резцовой головки. После нарезания секции 1-3 монтируют на общем основании 9.
Использование предлагаемого способа изготовления реек с круговой формой зубьев обеспечивает возможность производительного изготовления реек с высокой геометрической точностью при большой их длине.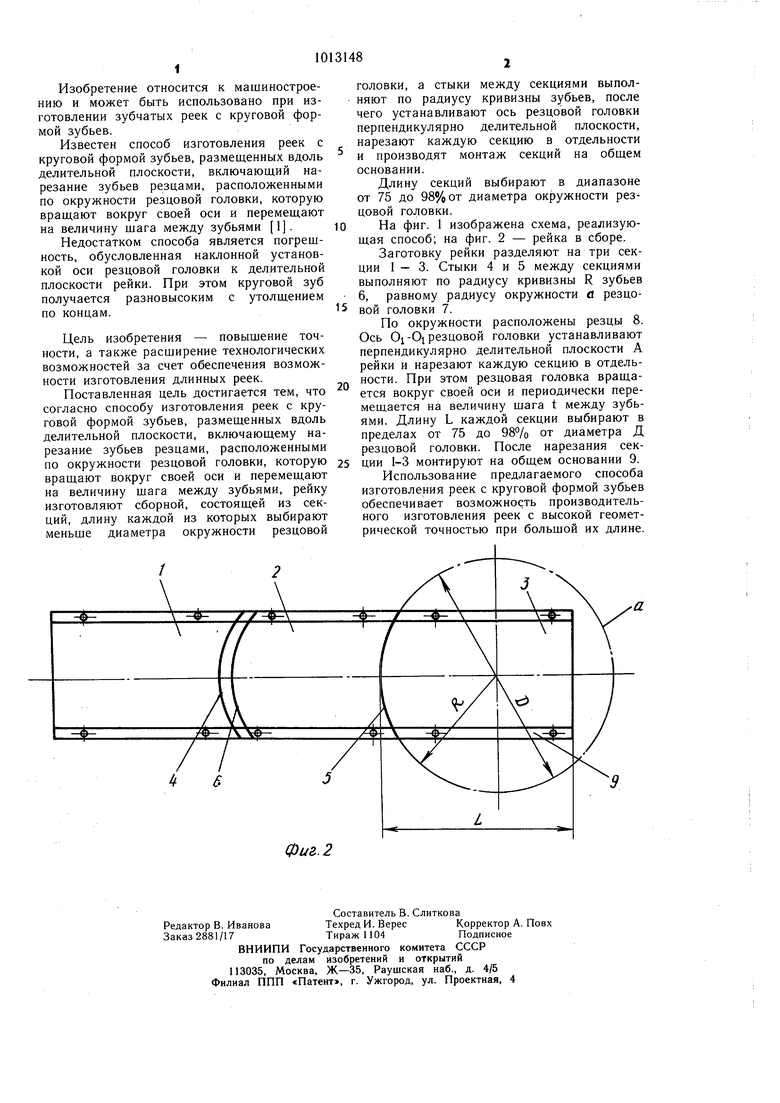
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки зубчатых колес | 1989 |
|
SU1764872A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2006 |
|
RU2322329C1 |
| РЕЗЦОВАЯ ГОЛОВКА И СПОСОБ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 2010 |
|
RU2444420C2 |
| АРОЧНАЯ ЗУБЧАТАЯ ПЕРЕДАЧА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2092725C1 |
| Способ обработки зубчатых колес | 1990 |
|
SU1797530A3 |
| Способ нарезания круговых зубьев цилиндрических колес | 1972 |
|
SU521083A1 |
| Способ изготовления сопряженной пары зубчатых изделий с круговыми зубьями | 1984 |
|
SU1166927A1 |
| Способ нарезания круговых зубьев зубчатых колес в условиях непрерывного деления | 1985 |
|
SU1296327A1 |
| Способ нарезания цилиндрических зубчатых колес с криволинейными по длине зубьями | 1989 |
|
SU1726169A1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ РЕЕК С КРУГОВОЙ ФОРМОЙ ЗУБА, размещенных вдоль делительной плоскости, включаю11Ций нарезание зубьев резцами, расположенными по окружности резцовой головки, которую вращают вокруг своей оси и перемещают на величину щага между зубьями, отличающийся тем, что, с целью повышения точности и расширения технологических возможностей, рейку изготовляют сборной, состоящей из нескольких секций, длину каждой из которых выбирают меньше диаметра окружности резцовой головки, а стыки между секциями выполняют по радиусу кривизны зубьев, после чего устанавливают ось резцовой головки перпендикулярно делительной плоскости, нарезают каждую секцию в отдельности и производят монтаж секций на общем основании. 2. Способ по п. 1, отличающийся тем, что длину секций выбирают в диапазоне от 75 до 98% от диаметра окружнооти резцовой головки.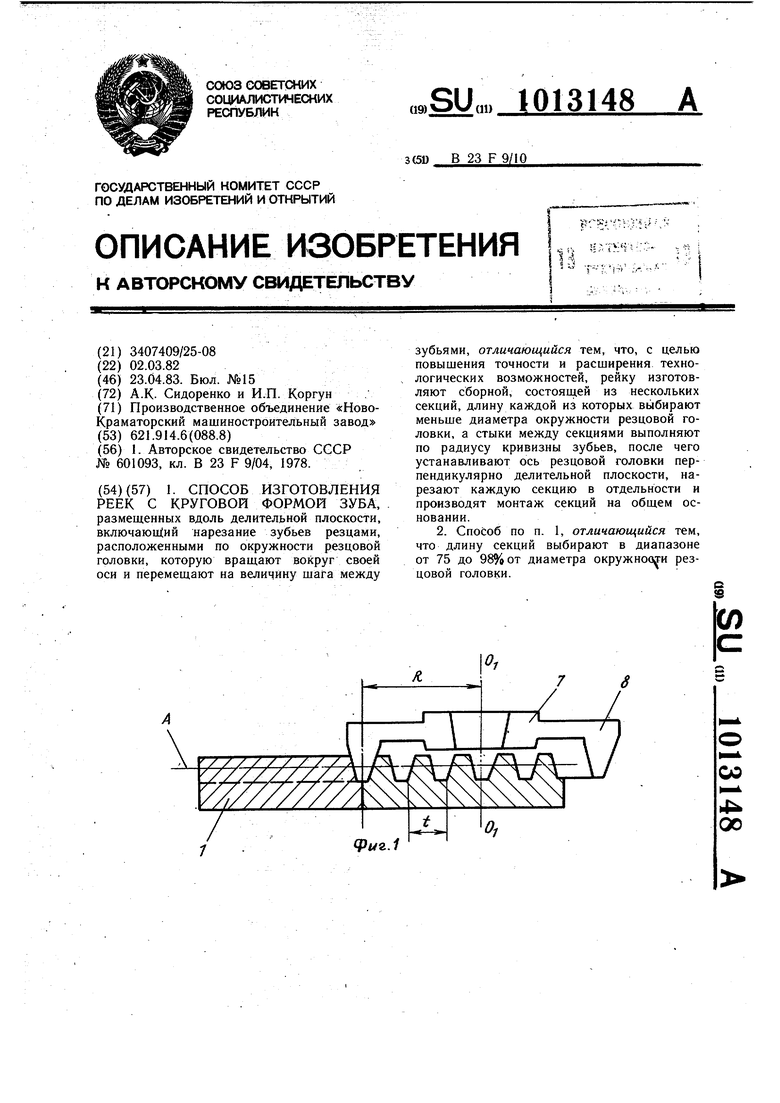
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ нарезания зубчатых изделий | 1975 |
|
SU601093A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
