Группа изобретений относится к области машиностроения и может быть использована для нарезания зубьев цилиндрических зубчатых колес с круговыми зубьями.
Наиболее близким устройством того же назначения к заявленному устройству в группе изобретений по совокупности признаков является резцовая головка для нарезания зубьев цилиндрических зубчатых колес с круговыми зубьями, содержащая корпус и резцы с прямолинейными режущими кромками, оси которых параллельны оси резцовой головки и равноудалены от нее (см. Груничев А.В. Технологические аспекты проектирования цилиндрических передач с круговыми зубьями и зубообрабатывающих инструментов. Автореф. дис. … канд. техн. наук. - Тула: ТулГТУ, 1994. - 20 с.), и принятая за прототип.
К причине, препятствующей достижению указанного ниже единого технического результата при использовании известной резцовой головки, принятой за прототип, относится то, что в известной резцовой головке резцы жестко закреплены на ее корпусе и прямолинейные режущие кромки резцов, расположеные в осевой плоскости резцовой головки, при ее вращении не совпадают с плоскостью вращения цилиндрического зубчатого колеса с круговыми зубьями на всей его высоте за исключением плоскости вращения колеса, проходящей через ось вращения резцовой головки. Это обстоятельство не позволяет обеспечивать заданный производящий профиль зубчатой рейки на всей высоте цилиндрического зубчатого колеса с круговыми зубьями и, следовательно, приводит к тому, что в каждой плоскости вращения цилиндрического зубчатого колеса за исключением плоскости, проходящей через ось резцовой головки, образуется неэвольвентный профиль, приводящий к низкой кинематической точности зубчатой передачи с круговыми зубьями и существенному снижению ее нагрузочной способности, ресурса и надежности.
Наиболее близким способом того же назначения к заявленному способу в группе изобретений по совокупности признаков является способ нарезания цилиндрических зубчатых колес с круговыми зубьями резцовой головкой, включающий обкатное движение резцов резцовой головки с прямолинейными режущими кромками по делительной окружности цилиндрического зубчатого колеса для нарезания впадины зубьев резцами резцовой головки, вращающимися вокруг ее оси, и последующее движение деления для нарезания следующей впадины зубьев (см. Груничев А.В. Технологические аспекты проектирования цилиндрических передач с круговыми зубьями и зубообрабатывающих инструментов. Автореф. дис. … канд. техн. наук. - Тула: ТулГТУ, 1994. - 20 с.), принятый за прототип.
К причине, препятствующей достижению указанного ниже единого технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе при вращении резцов резцовой головки их прямолинейные режущие кромки вращаются вместе с резцовой головкой в ее осевой плоскости и, следовательно, не совпадают с плоскостью вращения цилиндрического зубчатого колеса на всей его высоте. Цилиндрическое зубчатое колесо с круговыми зубьями можно рассматривать как совокупность бесконечно тонких, соосно расположенных прямозубых колес, повернутых вокруг своей оси вращения относительно друг друга на определенный угол так, что вместе они образуют цилиндрическое зубчатое колесо с круговыми зубьями. Как известно, профиль зубьев сопрягаемых колес должен быть выполнен в виде эвольвенты (см. Литвин Ф.Л. Теория зубчатых зацеплений. - М.: Издательство «Наука», 1968. - 584 с.). Следовательно, у цилиндрического зубчатого колеса с круговыми зубьями в любой плоскости его вращения на всей высоте колеса профиль зубьев должен быть выполнен в виде эвольвенты, которая, как известно, может быть получена путем обката заданного производящего профиля зубчатой рейки с прямолинейными профилями зубьев по делительной окружности колеса (см. Литвин Ф.Л. Теория зубчатых зацеплений. - М.: Издательство «Наука», 1968. - 584 с.). При нарезании цилиндрических зубчатых колес с круговыми зубьями резцами резцовой головки производящим профилем зубчатой рейки в каждой плоскости вращения колеса является круговая проекция режущих кромок резцов на эту плоскость. Режущие кромки резцов резцовой головки располагают в ее осевой плоскости в соответствии с заданным производящим профилем зубчатой рейки (см. Груничев А.В. Технологические аспекты проектирования цилиндрических передач с круговыми зубьями и зубообрабатывающих инструментов. Автореф. дис. … канд. техн. наук. - Тула: ТулГТУ, 1994. - 20 с.). В этом случае круговые проекции режущих кромок резцов на плоскости вращения колеса по всей его высоте не соответствуют заданному производящему профилю зубчатой рейки, за исключением плоскости вращения колеса, проходящей через ось вращения резцовой головки, причем по мере удаления рассматриваемой плоскости от оси вращения резцовой головки это несоответствие увеличивается. По этой причине требуемый эвольвентный профиль круговых зубьев цилиндрического зубчатого колеса образуется только в плоскости его вращения, проходящей через ось вращения резцовой головки - во всех остальных плоскостях вращения колеса на всей его высоте образуется неэвольвентный профиль зубьев, что приводит к низкой кинематической точности зубчатой передачи с круговыми зубьями и существенно снижает ее нагрузочную способность, ресурс и надежность.
Сущность изобретения заключается в следующем. В соответствии с теорией зубчатого зацепления профиль зубьев любых зубчатых колес, в том числе и зубчатых колес с круговыми зубьями, в плоскости их вращения должен быть выполнен в виде эвольвенты на всей высоте колеса (см. Литвин Ф.Л. Теория зубчатых зацеплений. - М.: Издательство «Наука», 1968. - 584 с.). При нарезания зубьев цилиндрических зубчатых колес с круговыми зубьями резцовой головкой методом обката эвольвентный профиль зубьев в плоскости вращения колеса на всей его высоте может быть обеспечен только тогда, когда прямолинейные режущие кромки резцов резцовой головки во время нарезания зубьев будут постоянно расположены в плоскости вращения цилиндрического зубчатого колеса. Выполнение профиля зубьев цилиндрических зубчатых колес с круговыми зубьями в плоскости вращения колеса на всей его высоте в виде эвольвенты обеспечивает высокую кинематическую точность зубчатой передачи с круговыми зубьями и существенно повышает ее нагрузочную способность, ресурс и надежность.
Единый технический результат - достижение эвольвентного профиля зубьев цилиндрических зубчатых колес с круговыми зубьями на всей высоте колеса, что обеспечивает высокую кинематическую точность зубчатой передачи с круговыми зубьями и существенно повышает ее нагрузочную способность, ресурс и надежность.
Указанный единый технический результат при осуществлении изобретения-устройства достигается тем, у известной резцовой головки для нарезания зубьев цилиндрических зубчатых колес с круговыми зубьями, содержащей корпус и резцы с прямолинейными режущими кромками, оси которых параллельны оси резцовой головки и равноудалены от нее, особенность заключается в том, что корпус выполнен полым с внутренним зубчатым венцом, внутри которого расположен планетарный дифференциальный зубчатый механизм с двумя степенями свободы, включающий соосно установленное внутреннему зубчатому венцу полого корпуса центральное зубчатое колесо внешнего зацепления, между которыми на водиле размещены сателлиты с закрепленными на них резцами так, что оси резцов совпадают с осями вращения сателлитов, при этом число зубьев внутреннего зубчатого венца полого корпуса, сателлитов, центрального зубчатого колеса внешнего зацепления выбраны из условия:
 ,
,
где ω1 - угловая скорость полого корпуса;
ω2 - угловая скорость центрального зубчатого колеса внешнего зацепления;
z1, z5, z2 - соответственно число зубьев внутреннего зубчатого венца полого корпуса, сателлитов, центрального зубчатого колеса внешнего зацепления.
Указанный единый технический результат при осуществлении изобретения-способа достигается тем, что в известном способе нарезания зубьев цилиндрических зубчатых колес с круговыми зубьями резцовой головкой, включающем обкатное движение резцов резцовой головки с прямолинейными режущими кромками по делительной окружности цилиндрического зубчатого колеса для нарезания впадины зубьев резцами резцовой головки, вращающимися вокруг ее оси, и последующее движение деления для нарезания следующей впадины зубьев, прямолинейные режущие кромки резцов резцовой головки располагают в плоскости вращения цилиндрического зубчатого колеса и в таком положении режущих кромок осуществляют обкатное движение резцов резцовой головки по делительной окружности цилиндрического зубчатого колеса.
Заявленная группа изобретений соответствует требованию единства изобретений, поскольку группа разнообъектных изобретений образует единый изобретательский замысел, причем один из заявленных объектов группы - резцовая головка, предназначена для осуществления другого заявленного объекта группы - способа нарезания цилиндрических зубчатых колес с круговыми зубьями.
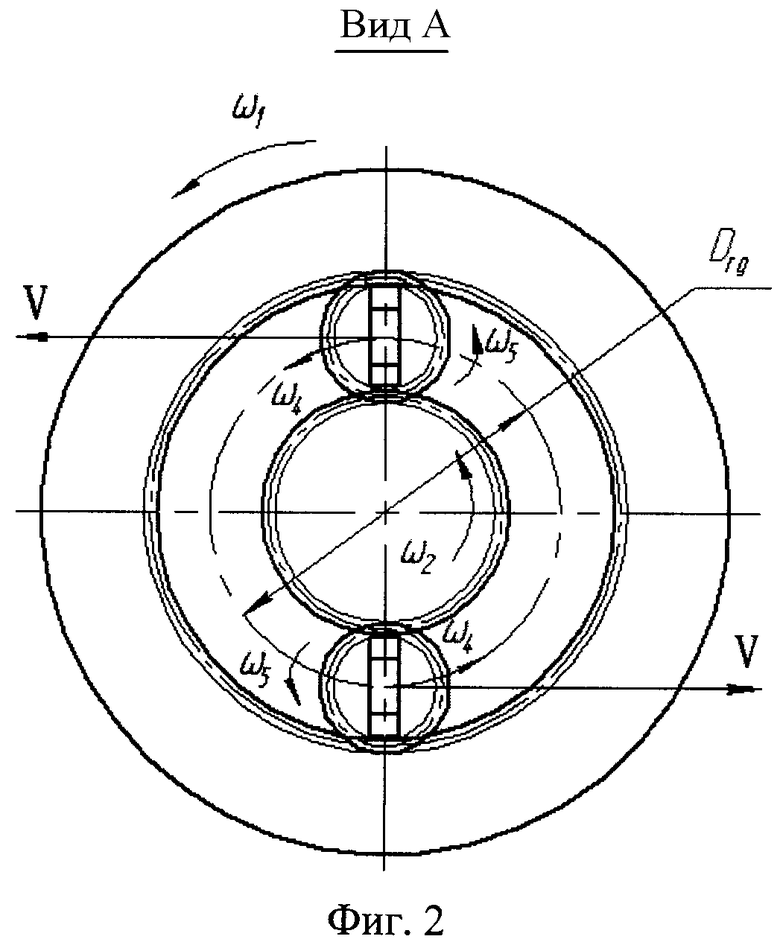
На фиг.1 изображена резцовая головка для нарезания цилиндрических зубчатых колес с круговыми зубьями; на фиг.2 - вид А на фиг.1.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного единого технического результата, заключаются в следующем.
Резцовая головка для нарезания цилиндрических зубчатых колес с круговыми зубьями (фиг.1) содержит полый корпус 1 с внутренним зубчатым венцом с числом зубьев z1, внутри которого расположен планетарный дифференциальный зубчатый механизм с двумя степенями свободы, включающий соосно установленное внутреннему зубчатому венцу полого корпуса 1 центральное зубчатое колесо 2 внешнего зацепления с числом зубьев z2, расположенное на валу 3, и водило 4 с сателлитами 5 с числом зубьев z5, на которых закреплены резцы 6 так, что оси резцов 6 совпадают с осями вращения сателлитов 5. Резцовая головка также содержит подшипник 7 вала 3, подшипник 8 полого корпуса 1 с внутренним зубчатым венцом и подшипник 9 водила 4.
На фиг.2 показаны векторы скоростей движения резания V; диаметр окружности Drg, соответствующий осям резцов 6 и осям вращения сателлитов 5; направления вращения полого корпуса 1 с внутренним зубчатым венцом ω1, центрального зубчатого колеса 2 внешнего зацепления ω2, водила 4 ω4 и сателлитов 5 ω5.
Работа резцовой головки осуществляется следующим образом. Перед нарезанием цилиндрических зубчатых колес с круговыми зубьями резцовой головкой прямолинейные режущие кромки ее резцов располагают в плоскости вращения зубчатого колеса и в таком положении режущих кромок полому корпусу 1 с внутренним зубчатым венцом и центральному зубчатому колесу 2 внешнего зацепления, установленному на валу 3, сообщают принудительное вращение соответственно с частотами вращения ω1 и ω2 в одинаковом направлении (см. фиг.2), отвечающими следующему условию:
.
Выполнение этого условия обеспечивает то, что сателлиты 5, установленные на водиле 4, с закрепленными на них резцами 6 получают поступательное движение с окружной скоростью V осей сателлитов 5, являющейся скоростью резания, при этом прямолинейные режущие кромки резцов 6 остаются постоянно расположеными в плоскости вращения нарезаемого цилиндрического зубчатого колеса с круговыми зубьями на всей его высоте.
Для реализации предложенного способа нарезания цилиндрических зубчатых колес с круговыми зубьями резцовой головкой резцовая головка должна обеспечивать выполнение следующих требований:
1) обеспечивать частоту вращения ω4 водила 4, соответствующую заданной скорости движения резания V;
2) для беззазорного зацепления полого корпуса 1 с внутренним зубчатым венцом, центрального зубчатого колеса 2 внешнего зацепления и сателлитов 5 должно быть выполнено следующее соотношение чисел их зубьев:

3) частота вращения сателлитов 5 должна быть равна нулю, т.е.

Для обеспечения указанных требований воспользуемся известными формулами Виллиса для расчета планетарных дифференциальных зубчатых механизмов с двумя степенями свободы (см. Решетов Д.Н. Детали машин. Учебник для вузов. М.: Машиностроение, 1974. - 656 с.):
для колес внутреннего зацепления 
для колес внешнего зацепления 
Так как в соответствии с третьим требованием ω5=0,
то формула (3) примет вид:

а формула (4) примет вид: 
Из формулы (5) получим выражение для ω1: 
Из формулы (6) получим выражение для ω2: 
Разделим выражение (7) на выражение (8):

При выполнении соотношения (9) частота вращения сателлитов 5 будет равна нулю, т.е. ω5=0. Тем самым обеспечивается расположение прямолинейных режущих кромок резцов 6 резцовой головки в плоскости вращения цилиндрического зубчатого колеса с круговыми зубьями на всей его высоте.
При известной скорости движения резания V (м/мин) и диаметре Drg (мм) частота вращения ω4 водила 4 определяется по следующей формуле:

Так как диаметр Drg равен (см. Решетов Д.Н. Детали машин. Учебник для вузов. М.: Машиностроение, 1974. - 656 с.):

то выражение (10) примет вид:

где в формулах (11) и (12) m - модуль зацепления зубчатых колес (мм).
Рассмотрим пример расчета резцовой головки, отвечающей вышеуказанным требованиям.
Зададим предварительно следующие значения параметров резцовой головки: модуль зацепления всех зубчатых колес m=1 мм; скорость движения резания V=60 м/мин; диаметр Drg=100 мм и соотношение числа зубьев колес 2 и 5:

Подставив выражение (13) в формулу (11), получим:

Из формулы (14) для принятых значений Drg и m находим расчетное значение z5:
 .
.
Принимаем целое значение z5: z5=33.
Подставив принятое значение z5=33 в формулу (13), получим число зубьев центрального зубчатого колеса 2 внешнего зацепления z2=2·33=66.
Из формулы (1) следует, что z1=z2+2·z5=66+2·33=132.
По формуле (11) получим: Drg=m·(z2+z5)=1·(66+33)=99 мм.
По формуле (10) получим:  .
.
По формуле (7) получим: ω1=ω4·(z1-z5)/z1=20·(132-33)/132=15.
По формуле (8) получим: ω2=ω4·(z2+z5)/z2=20·(66+33)/66=30.
Проверим выполнение третьего требования:
из формулы (3) следует:  ;
;
из формулы (4) следует: 
Результаты расчета доказывают, что использование предлагаемой резцовой головки позволяет обеспечить требуемую скорость движения резания V (требование 1); условие беззазорного зацепления полого корпуса 1 с внутренним зубчатым венцом, центрального зубчатого колеса 2 внешнего зацепления и сателлитов 5 (требование 2), а также частоту вращения сателлитов, равную нулю (требование 3). Выполнение требования 3 обеспечивает расположение прямолинейных режущих кромок резцов 6 резцовой головки в плоскости вращения цилиндрического зубчатого колеса с круговыми зубьями на всей его высоте.
Таким образом, предложенная группа изобретений в своей совокупности обеспечивает нарезание цилиндрических зубчатых колес с круговыми зубьями с требуемым эвольвентным профилем зубьев в плоскости вращения колеса на всей его высоте.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ БОЧКООБРАЗНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2009 |
|
RU2406595C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ ОБКАТА | 2010 |
|
RU2447974C2 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С МОДИФИЦИРОВАННОЙ ФОРМОЙ ЗУБЬЕВ | 2007 |
|
RU2347650C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНОЙ ФОРМОЙ ЗУБЬЕВ | 2012 |
|
RU2502585C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 2006 |
|
RU2306210C1 |
| Дисковая протяжная головка | 1984 |
|
SU1228984A1 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2011 |
|
RU2471593C2 |
| Одновитковая резцовая головка | 1982 |
|
SU1134316A2 |
Резцовая головка содержит корпус и резцы с прямолинейными режущими кромками, оси которых параллельны оси резцовой головки и равноудалены от нее. Для обеспечения высокой кинематической точности зубчатой передачи корпус выполнен полым с внутренним зубчатым венцом, внутри которого расположен планетарный дифференциальный зубчатый механизм с двумя степенями свободы, включающий соосно установленное внутреннему зубчатому венцу полого корпуса центральное зубчатое колесо внешнего зацепления, между которыми на водиле размещены сателлиты с закрепленными на них резцами. Оси резцов совпадают с осями вращения сателлитов. При этом отношение угловых скоростей полого корпуса и центрального зубчатого колеса внешнего зацепления удовлетворяет приведенному условию. Способ включает обкатное движение резцов резцовой головки с прямолинейными режущими кромками по делительной окружности цилиндрического зубчатого колеса для нарезания впадины зубьев резцами резцовой головки, вращающимися вокруг ее оси, и последующее движение деления для нарезания следующей впадины зубьев. При этом прямолинейные режущие кромки резцов резцовой головки располагают в плоскости вращения цилиндрического зубчатого колеса и в этом положении режущих кромок осуществляют обкатное движение резцов резцовой головки по делительной окружности цилиндрического зубчатого колеса. 2 н.п. ф-лы, 2 ил., 1 пр.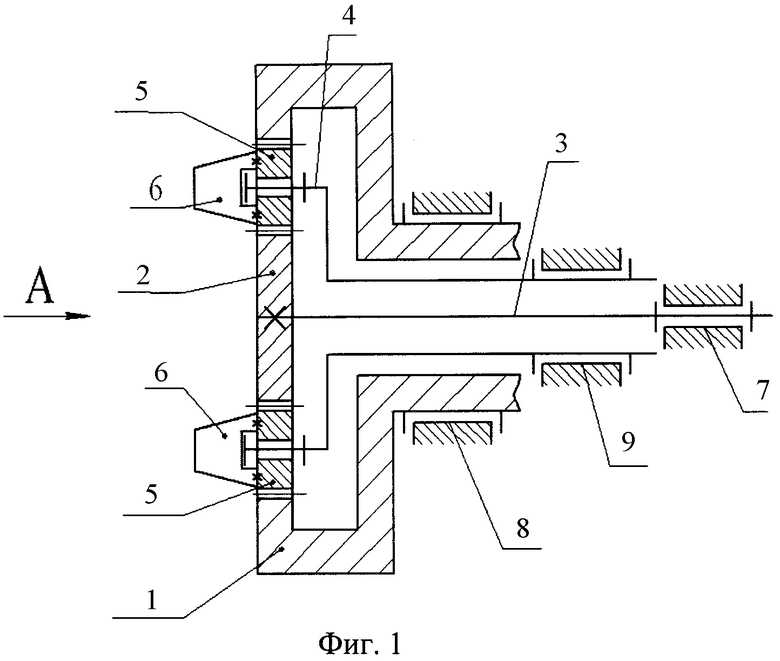
1. Резцовая головка для нарезания зубьев цилиндрических зубчатых колес с круговыми зубьями, содержащая корпус и резцы с прямолинейными режущими кромками, оси которых параллельны оси резцовой головки и равноудалены от нее, отличающаяся тем, что корпус выполнен полым с внутренним зубчатым венцом, внутри которого расположен планетарный дифференциальный зубчатый механизм с двумя степенями свободы, включающий соосно установленное с внутренним зубчатым венцом полого корпуса центральное зубчатое колесо внешнего зацепления, между которыми на водиле размещены сателлиты с закрепленными на них резцами так, что оси резцов совпадают с осями вращения сателлитов, при этом отношение угловых скоростей полого корпуса и центрального зубчатого колеса внешнего зацепления удовлетворяет условию
,
где ω1 и ω2 - соответственно угловые скорости полого корпуса и центрального зубчатого колеса внешнего зацепления; z1, z5, z2 - соответственно число зубьев внутреннего зубчатого венца полого корпуса, сателлитов, центрального зубчатого колеса внешнего зацепления.
2. Способ нарезания зубьев цилиндрических зубчатых колес с круговыми зубьями резцовой головкой по п.1, включающий обкатное движение резцов резцовой головки с прямолинейными режущими кромками по делительной окружности цилиндрического зубчатого колеса для нарезания впадины зубьев резцами резцовой головки, вращающимися вокруг ее оси, и последующее движение деления для нарезания следующей впадины зубьев, при этом прямолинейные режущие кромки резцов резцовой головки располагают в плоскости вращения цилиндрического зубчатого колеса и в этом положении режущих кромок осуществляют обкатное движение резцов резцовой головки по делительной окружности цилиндрического зубчатого колеса.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2004 |
|
RU2275277C1 |
| Способ нарезания круговых симметричных зубьев | 1970 |
|
SU443732A1 |
| Способ изготовления сопряженной пары зубчатых изделий с круговыми зубьями | 1984 |
|
SU1166927A1 |
| Способ обработки зубчатых колес с криволинейной формой эвольвентных зубьев | 1987 |
|
SU1526935A1 |
| US 4211511 A, 08.07.1980. | |||

