1
(21)4744398/08 (22)22.05.89 (46)30.09.92. Бюл. №36
(71)Производственное объединение Ново- крамоторский машиностроительный завод
(72)В.Н.Стрельников
(56)Авторское свидетельство СССР № 521084,кл. В 23 F 9/08, 1972.
Авторское свидетельство СССР Ms 601093, кл. В 23 F 9/04, 1975.
Авторское свидетельство СССР № 631275, кл. В 23 F 9/00, 1976.
Авторское свидетельство СССР № 1065115, кл. В 23 F5/12, 1982. (54) СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС
(57)Применение; изобретение относится к машиностроению, к способу обработки зубчатых колес инструментом в виде гребенки, в частности к производству колес с арочными зубьями. Сущность изобретения: обработку зубчатых колес 1 производят инструментом в виде гребенки 5, которой сообщают возвратно-поступательное движение резания S, вдоль зуба, а обрабатываемому колесу 1 после осуществления движения резания - согласованные между собой вращение вокруг своей оси и поступательное перемещение в направлении, параллельном его торцовой плоскости Поступательное перемещение гребенки 5 производят по дуге из условия обеспечения всем точкам смежных режущих кромок гребенки движения в плоскостях, перпендикулярных торцовой плоскости колеса, по дугам равной кривизны. 3 ил.
сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2070487C1 |
| Устройство для обработки арочных зубьев зубчатых колес | 1989 |
|
SU1722718A1 |
| Способ обработки арочных зубьев цилиндрических колес | 1990 |
|
SU1780949A1 |
| Зубострогальная гребенка | 1982 |
|
SU1155383A1 |
| Зубострогальный станок | 1991 |
|
SU1815022A1 |
| СПОСОБ ОБРАБОТКИ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2049608C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2009 |
|
RU2404030C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2006 |
|
RU2322329C1 |
| Способ обработки зубчатых колес | 1983 |
|
SU1093443A1 |
Изобретение относится к машиностроению, к способу обработки зубчатых колес инструментом в виде гребенки, в частности к производству колес с арочными зубьями.
Известен способ нарезания круговых зубьев цилиндрических колес по методу копирования, при котором заготовку поворачивают вокруг своей оси в прямом и обратном направлениях. Для получения геометрии зубьев колес зацепления Новикова с переменным смещением исходного контура по ширине зубчатого венца инструмент, например кольцевую фрезу, перемещают по плавной кривой в вертикальной плоскости, проходящей через ось фрезы параллельно оси заготовки. После прохождения фрезой
средней плоскости заготовки это движение выполняют в обратном направлении.
Известный способ малопроизводителен, имеет низкую точность и не обеспечивает одинаковые радиусы кривизны по длине смежных (выпуклого и вогнутого) профилей. Способ требует специальные приспособления и инструмент, дорогостоящий и малоэффективный, поэтому не применяется в производстве.
Известен способ нарезания зубчатых изделий с криволинейной формулой зуба профилирующими резцами, расположенными по окружности резцовой головки, которой сообщают вращение вокруг своей оси. Деление на шаг зуба и подачу на глубину после каждого прохода, для нарезания зубXI
о
00
XI ю
чатых реек, обработку каждой выпуклой и вогнутой стороны зуба выполняют резцами, расположенными на окружности одного диаметра резцовой головкой, ось которой устанавливают в плоскости рейки под углом к ее делительной плоскости.
Этот способ отличается низкой точностью изготовления, требует создания специальных станков. При этом способе не обеспечиваются одинаковые радиусы кри- визны по длине смежных профилей.
Известен способ обработки изделий с циклоидальным профилем в торцовом сечении в условиях обката инструментом, которому сообщают вращение вокруг оси, расположенной эксцентрично оси изделия, с целью обработки зубчатых колес для шариковых передач, нормальное сечение зубьев которых представляет аркообразный профиль, обработку производят пальцевой фрезой с режущей кромкой, выполненной по профилю, соответствующему профилю зуба нарезаемого колеса в нормальном сечении, которой сообщают дополнительное вращение вокруг оси, смещенной относи- тельно эксцентричной оси вращения инструмента на величину, равную радиусу размещения шаров в нарезаемой передаче.
Известный способ имеет низкие техно- логические возможности, малопроизводителен, обладает низкой точностью изготовления зубьев и может быть использован только для их черновой прорезки.
Наиболее близким техническим реше- нием является способ обработки зубьев цилиндрических колес, согласно которому для повышения точности обработки крупномодульного колеса из материала с высокой твердостью гребенке дополнительно сооб- щают равномерное движение в плоскости, перпендикулярной плоскости ее возвратно- поступательного движения.
Известное техническое решение ограничивает технологические возможности способа нарезания зубьев и может применяться только при финишных операциях. Усложняется конструкция зубострогально- го станка и технологический процесс нарезания зубьев, так как вводится дополнительная финишная операция, которая обеспечивается материально-технической и технологической подготовкой производства.
Целью изобретения является расшире- ние технологических возможностей способа за счет создания условий получения выпукло-вогнутой формы зуба в продольном направлении,
Это достигается тем, что способ обработки зубчатых колес инструментом в виде гребенки, которой сообщают возвратно-поступательное движение резания вдоль зуба, а обрабатываемому колесу после осуществления движения резания - согласованные между собой вращения вокруг своей оси и поступательное перемещение в направлении, параллельном его торцовой плоскости, согласно изобретения поступательное перемещение гребенки производят по дуге из условия обеспечения всем точкам смежных режущих кромок гребенки движения в плоскостях, перпендикулярных торцовой плоскости колеса по дугам равной кривизны.
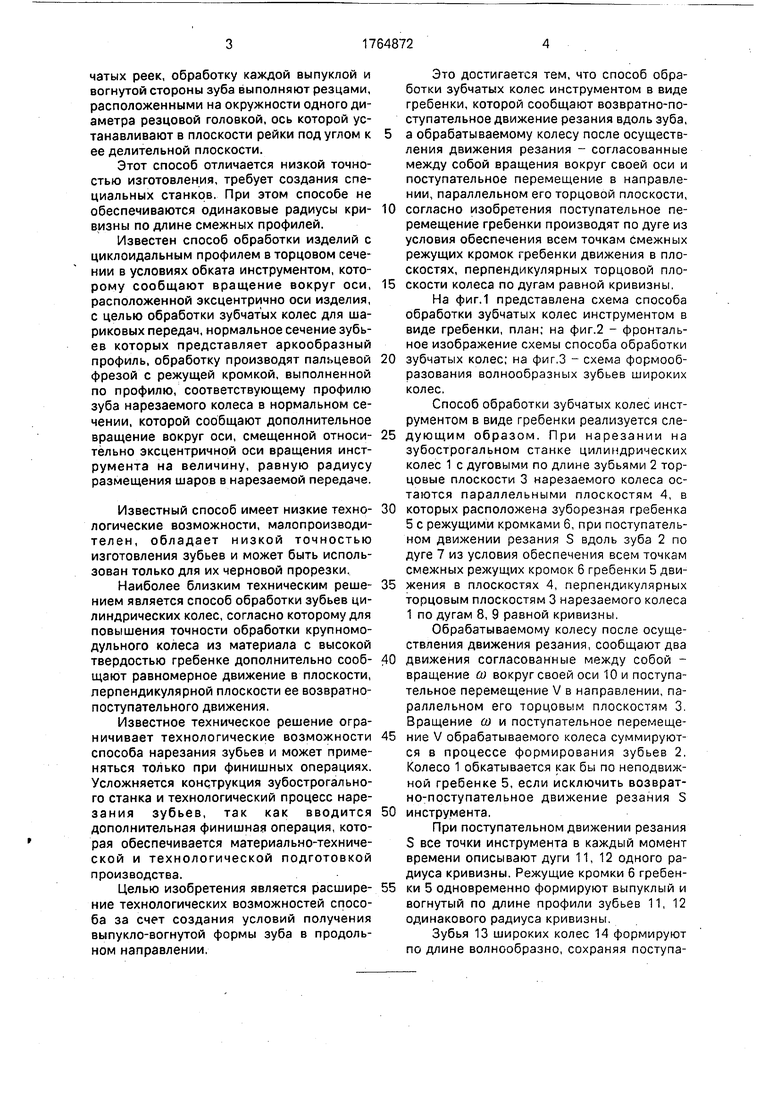
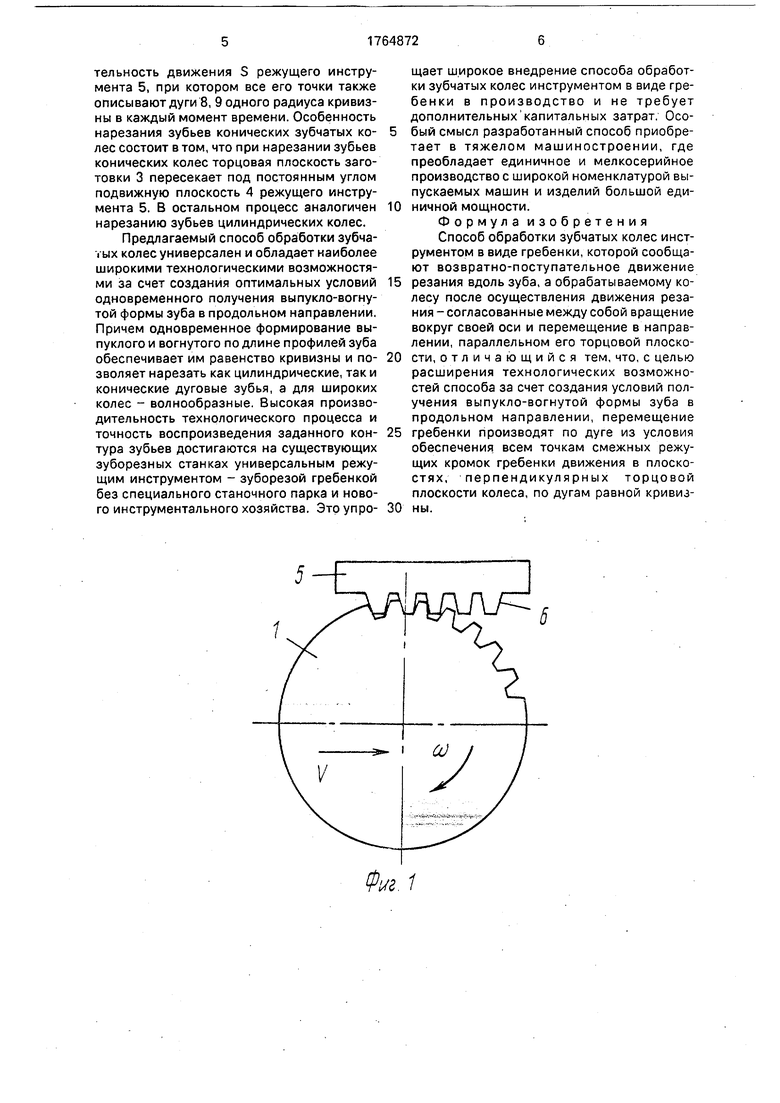
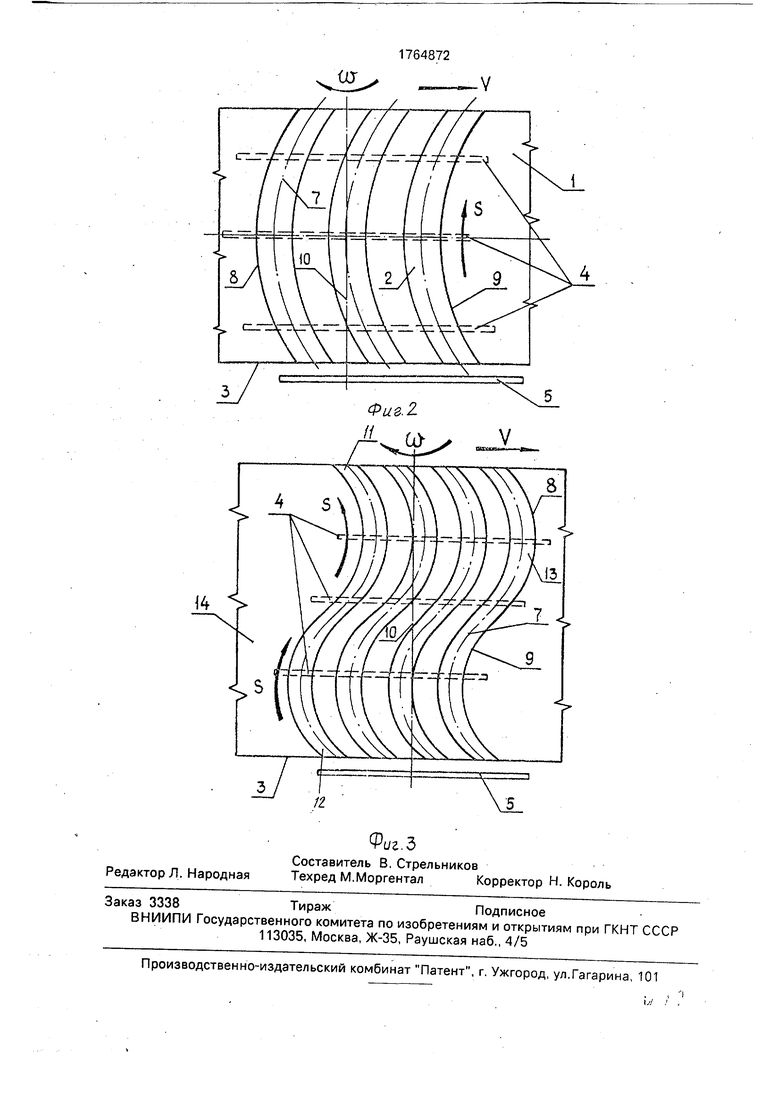
На фиг.1 представлена схема способа обработки зубчатых колес инструментом в виде гребенки, план; на фиг.2 - фронтальное изображение схемы способа обработки зубчатых колес; на фиг.З - схема формообразования волнообразных зубьев широких колес.
Способ обработки зубчатых колес инструментом в виде гребенки реализуется следующим образом. При нарезании на зубострогальном станке цилиндрических колес 1 с дуговыми по длине зубьями 2 торцовые плоскости 3 нарезаемого колеса остаются параллельными плоскостям 4, в которых расположена зуборезная гребенка 5 с режущими кромками 6, при поступательном движении резания S вдоль зуба 2 по дуге 7 из условия обеспечения всем точкам смежных режущих кромок 6 гребенки 5 движения в плоскостях 4, перпендикулярных торцовым плоскостям 3 нарезаемого колеса 1 по дугам 8, 9 равной кривизны.
Обрабатываемому колесу после осуществления движения резания, сообщают два движения согласованные между собой - вращение со вокруг своей оси 10 и поступательное перемещение V в направлении, параллельном его торцовым плоскостям 3. Вращение ш и поступательное перемещение V обрабатываемого колеса суммируются в процессе формирования зубьев 2. Колесо 1 обкатывается как бы по неподвижной гребенке 5, если исключить возвратно-поступательное движение резания S инструмента.
При поступательном движении резания S все точки инструмента в каждый момент времени описывают дуги 11, 12 одного радиуса кривизны. Режущие кромки 6 гребенки 5 одновременно формируют выпуклый и вогнутый по длине профили зубьев 11, 12 одинакового радиуса кривизны.
Зубья 13 широких колес 14 формируют по длине волнообразно, сохраняя поступательность движения S режущего инструмента 5, при котором все его точки также описывают дуги 8, 9 одного радиуса кривизны в каждый момент времени. Особенность нарезания зубьев конических зубчатых ко- лес состоит в том, что при нарезании зубьев конических колес торцовая плоскость заготовки 3 пересекает под постоянным углом подвижную плоскость 4 режущего инструмента 5. В остальном процесс аналогичен нарезанию зубьев цилиндрических колес.
Предлагаемый способ обработки зубча- i ых колес универсален и обладает наиболее широкими технологическими возможностями за счет создания оптимальных условий одновременного получения выпукло-вогнутой формы зуба в продольном направлении. Причем одновременное формирование выпуклого и вогнутого по длине профилей зуба обеспечивает им равенство кривизны и по- зволяет нарезать как цилиндрические, так и конические дуговые зубья, а для широких колес - волнообразные. Высокая производительность технологического процесса и точность воспроизведения заданного кон- тура зубьев достигаются на существующих зуборезных станках универсальным режущим инструментом - зуборезой гребенкой без специального станочного парка и нового инструментального хозяйства. Этоупро-
5
щает широкое внедрение способа обработки зубчатых колес инструментом в виде гре- бенки в производство и не требует дополнительных капитальных затрат. Особый смысл разработанный способ приобретает в тяжелом машиностроении, где преобладает единичное и мелкосерийное производство с широкой номенклатурой выпускаемых машин и изделий большой единичной мощности.
Формула изобретения Способ обработки зубчатых колес инструментом в виде гребенки, которой сообщают возвратно-поступательное движение резания вдоль зуба, а обрабатываемому колесу после осуществления движения резания - согласованные между собой вращение вокруг своей оси и перемещение в направлении, параллельном его торцовой плоскости, отличающийся тем, что, с целью расширения технологических возможностей способа за счет создания условий получения выпукло-вогнутой формы зуба в продольном направлении, перемещение гребенки производят по дуге из условия обеспечения всем точкам смежных режущих кромок гребенки движения в плоскостях, перпендикулярных торцовой плоскости колеса, по дугам равной кривизны.
Чг 1
11
Редактор Л. Народная
Составитель В. Стрельников
Техред М.МоргенталКорректор Н. Король
Фиг.З
